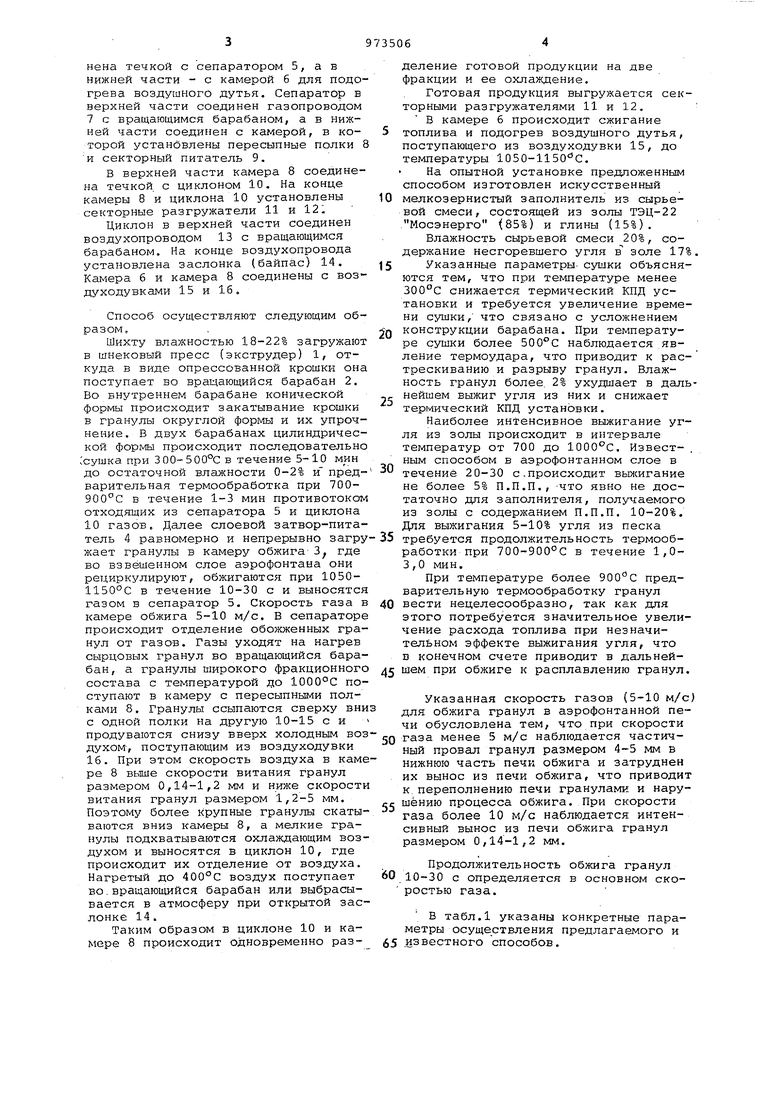
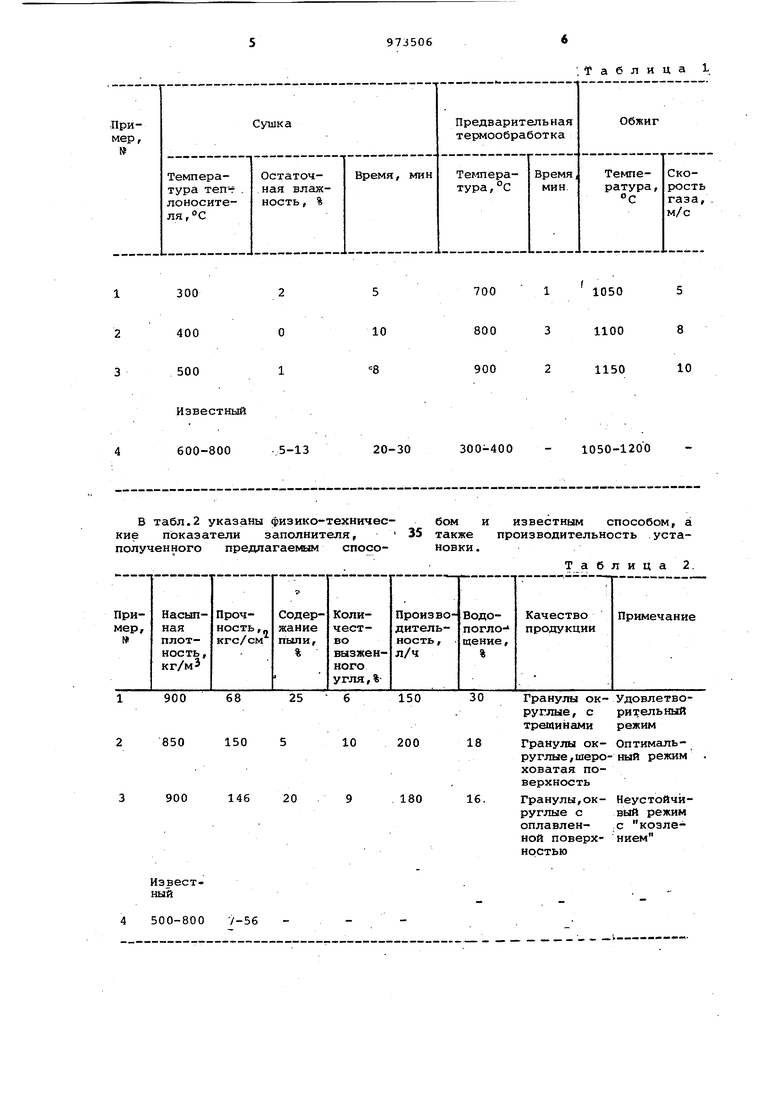
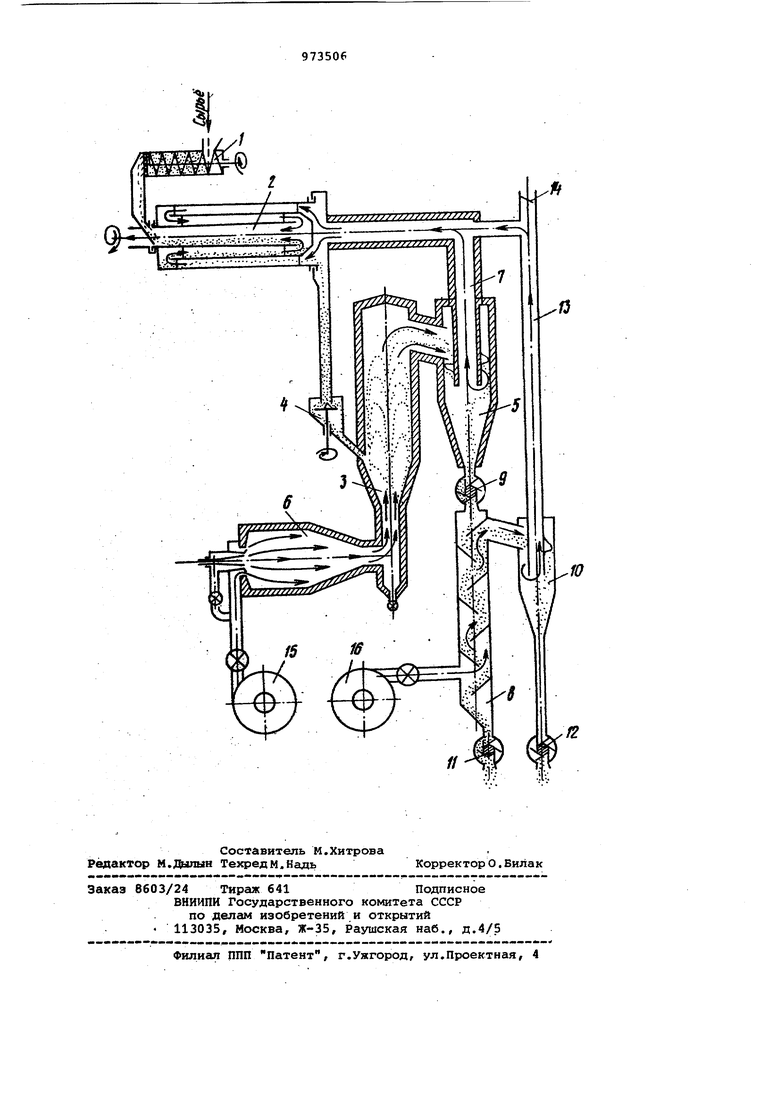
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО МЕЛКОЗЕРНИСТОГО ЗАПОЛНИТЕЛЯ Изобретение относится к производству строительных материалов, а боле конкретно к способу производства искусственного мелкозернистого заполни теля КЗ. зольного сырья тепловых элек тростанций для изготовления бетона и изделий из него.. Известен способ обжига зольного заполнителя во вращающейся печи, включающий термоудар при 1300-1350°С вспучивание при 1180-1200°С и охлаждение }. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовле ния искусственного заполнителя из зольного сырья, включакхций приготовление шихты, формование гранул, последовательно сушку и предварительную термообработку гранул во вращающихся барабанах противотоком отработанных газов, обжиг в аэрофонтанном слое и охлаждение 2. Однако искусственный заполнитель, пЬлученньЗй по известным способам, имеет недостаточную прочность. Целью изобретения является повышение прочности заполнителя. Поставленная цель достигается тем, что согласно способу изготовления искусственного мелкозернистого заполнителя из зольного сырья, включающему приготовление-шихты, формование гранул, последовательно сушку и предварительную термообработку гранул во вращающихся барабанах противотоком отработанных газов, обжиг в аэрофонтанном слое и охлаждение, отформованные гранулы перед сущкой упрочняют путем окатывания во вращающемся барабане, сушку осуществляют Прч 300-500°С .до остаточной влажности 0-2%, предварительную термообработку ведут при 700-900°С в течение 1-3 мин, а обжиг осуществляют при скорости газа 5-10 м/с. На чертеже схематически изображено устройство для осуществления предлагаемого способа. Шнековый пресс (экструдер) 1 герметично соединен с вращающимся барабаном 2. Вращающийся барабан состоит из трех барабанов, вставленных один в другой, причём внутренний барабан выполнен в виде конуса с небольшим углом конусности, а два других имеют цилиндрическую форму. Вращающийся барабан соединен с камерой обжига 3 слоевым затвор-питателем 4. Kciwepa обжига в своей верхней части- соедийена течкой с сепаратором 5, а в нижней части - с камерой 6 для подо грева воздушного дутья. Сепаратор в верхней части соединен газопроводом 7 с вращающимся барабаном, а в нижней части соеди 1ен с камерой, в которой устанбвлены пересыпные полки и секторный питатель 9. В верхней части камера 8 соединена течкой с циклоном 10. На конце камеры 8 и циклона 10 установлены секторные разгружатели 11 и 12; Циклон в верхней части соединен воздухопроводом 13 с вращающимся барабаном. На конце воздухопровода установлена заслонка (байпас) 14, Камера б и камера 8 соединены с воздуходувками 15 и 16. Способ осуществляют следующим образом, . Шихту влажностью 18-22% загружают в шнековый пресс (экструдер) 1, откуда в виде опрессованной крошки она поступает во вращающийся барабан 2. Во внутреннем барабане конической формы происходит закатывание крошки в гранулы округлой формы и их упрочнение, В двух барабанах цилиндрической формы происходит последовательно ;сушка при 300-500°С в течение 5-10 мин до остаточной влажности 0-2% и предварительная термообработка при 700900 С в течение 1-3 мин противотоком отходящих из сепаратора 5 и циклона 10 газов. Далее слоевой затвор-питатель 4 равномерно и непрерывно загру жает гранулы в камеру обжига 3 где во взвешенном слое аэрофонтана они рециркулируют, обжигаются при 10501150°С в течение 10-30 с и выносятся газом в сепаратор 5. Скорость газа в камере обжига 5-10 м/с, В сепараторе происходит отделение обо кженных гранул от газов. Газы уходят на нагрев сырцовых гранул во вращающийся барабан, а гранулы широкого фракционного состава с температурой до поступают в камеру с пересыпными полками 8, Гранулы ссыпаются сверху вни с одной полки на другую 10-15 си продуваются снизу вверх холодным воз духом-, поступающим из воздуходувки 16, При этом скорость воздуха в каме ре 8 выше скорости витания гранул размером 0,14-1,2 мм и ниже скорост витания гранул размером 1,2-5 мм. Поэтому более крупные гранулы скаты ваются вниз камеры 8, а мелкие гранулы подхватываются охлаждающим воз духом и выносятся в циклон 10, где происходит их отделение от воздуха. Нагретый до 400°С воздух поступает во.вращающийся барабан или выбрасывается в атмосферу при открытой зас лонке 14 . Таким образом в циклоне 10 и камере 8 происходит Одновременно разделение готовой продукции на две фракции и ее охлаждение. Готовая продукция выгружается секторными разгружателями 11 и 12, В камере б происходит сжигание топлива и подогрев воздушного дутья, поступающего из воздуходувки 15, до температуры 1050-1150С. На опытной установке предложенным способом изготовлен искусственный мелкозернистый заполнитель из сырьевой смеси, состоящей из золы ТЭЦ-22 .Мосэнерго {85%) и глины (15%), Влажность сырьевой смеси 20%, содержание несгоревшего угля в золе 17%. Указанны.е параметры- сушки объясняются тем, что при температуре менее 300°С снижается термический КПД установки и требуется увеличение времени сушки, что связано с усложнением конструкции барабана. При температуре сушки более 500°с наблюдается явление термоудара, что приводит к растрескиванию и разрыву гранул. Влажность гранул более. 2% ухудшает в дальнейшем выжиг угля из них и снижает термический КПД установки. Наиболее интенсивное выжигание угля из золы происходит в интервале температур от 700 до ЮОО-С. Известным способом в аэрофонтанном слое в течение 20-30 с.происходит выжигание не более 5% П.П.П., ЧТО явно не достаточно для заполнителя, получаемого из золы с содержанием П.П.П, 10-20%. Для выжигания 5-10% угля из песка требуется продолжительность термообработки при 700-900°С в течение 1,03,0 мин. При температуре более 900°С предварительную термообработку гранул вести нецелесообразно, так как для этого потребуется значительное увеличение расхода топлива при незначительном эффекте выжигания угля, что в конечном счете приводит в дальнейшем при обжиге к расплавлению гранул. Указанная скорость газов (5-10 м/с) для обжига гранул в аэрофонтанной печи обусловлена тем, что при скорости газа менее 5 м/с наблюдается частичный провал гранул размером 4-5 мм в нижнюю часть печи обжига и затруднен их вынос из печи обжига, что приводит к переполнению печи гранулами и нарушению процесса обжига. При скорости газа более 10 м/с наблюдается интенсивный вынос из печи обжига гранул размером 0,14-1,2 мм. Продолжительность обжига гранул 10-30 с определяется в основном скоростью газа. В табл.1 указаны конкретные параметры осуществления предлагаемого и известного способов.
.Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства легкого заполнителя | 1980 |
|
SU903348A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ГОРЮЧИХ СЛАНЦЕВ С ПОЛУЧЕНИЕМ ЖИДКИХ И ГАЗООБРАЗНЫХ ТОПЛИВ, А ТАКЖЕ ЦЕМЕНТНОГО КЛИНКЕРА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339673C1 |
| СПОСОБ ПИРОЛИЗА МЕЛКОЗЕРНИСТЫХ ГОРЮЧИХ СЛАНЦЕВ С ПОЛУЧЕНИЕМ ЖИДКИХ И ГАЗООБРАЗНЫХ ТОПЛИВ С ВЫРАБОТКОЙ ЭЛЕКТРОЭНЕРГИИ И ЦЕМЕНТНОГО КЛИНКЕРА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2423407C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА С ПОЛУЧЕНИЕМ ПОЛУКОКСА, ГАЗА И ЖИДКИХ ПРОДУКТОВ | 2007 |
|
RU2378318C2 |
| Способ изготовления легкого заполнителя | 1978 |
|
SU734162A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДЫХ ТОПЛИВ | 2012 |
|
RU2516394C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДЫХ ТОПЛИВ | 2008 |
|
RU2360942C1 |
| Установка для термообработки в аэрофонтанном слое мелкозернистого вспучивающегося материала | 1985 |
|
SU1295183A1 |
| РЕАКТОР ДЛЯ ТЕРМИЧЕСКОГО РАЗЛОЖЕНИЯ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ | 2007 |
|
RU2342421C2 |
| СПОСОБ ПРОИЗВОДСТВА ИСКУССТВЕННОГО ПОРИСТОГО ЗАПОЛНИТЕЛЯ | 1995 |
|
RU2107668C1 |
300
400
О
1 500
Известный
5-13
600-800 В табл.2 указаны физико-технические показатели заполнителя, -35 полученного предлагаемым спосо900 68 25-6 150
2 850 150 5 10 200
900 146 20 9 180
Известный
500-800 7-56
700
1050
800
1100
10
900
1150
1050-1200
300-400
20-30
0 Гранушл окУдовлетворительныйруглые , с трещинами режим
8 Гранулы окОптимальный режим руглые, шероховатая поверхность
Из табл.2 следует, что при незначительном увеличении насыпной плотIHOCTH заполнителя по изобретению (Примеры 2 и 3) прочность его возрастает почти в три раза в сравнении с заполнителем, полученным известным способом и имеющим насыпную плотность 800 кг/м и прочность на сжатие в цилиндре 56 кгс/см.
Формула изобретения
Способ изготовления искусственного мелкозернистого заполнителя из зольного сырья, включающий приготовь ление шихты, формование гранул, последовательно сушку и предварительную термообработку гранул во вращающихся барабанах противотоком отработанных газов, обжиг в аэрофонтанном слое и
охлаждение, отличающийся тем, что, с целью повышения прочности заполнителя, отформованные гранулы перед сушкой упрочняют путем окатывания во вращгиощемся барабане,сушку осуществляют при 300-500°С до остаточной влажности не выше 2%, предварительную термообработку ведут при ТОО-ЭСО С в течение 1-3 мин, а обжиг осуществляют при скорости газа 510 м/с.
Источники информации, принятые во внимание при экспертизе
слое теплоносителя. Сборник трудов ВНИИСтром, вып. 27/55/f М., 1973, с. 82-87 (прототип).
