(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ МАЛОГО РАДИУСА
1
Изобретение относится к области автоматизации сварочного производства и может быть использовано при автоматической свар-ке криволинейных поверхностей малого радиуса.
Известно устройство, в котором достигается уменьшение ошибки копирования при обходе поверхностей малых радиусов за счет того, что задатчик скорости соединяется с приводами подач по осям х и у через элемент сравнения, второй вход которого соединяется через выпрямитель с датчиком расстояния, так что при увеличении ошибки копирования уменьшается заданная скорость копирования 1.
Недостатком устройства является большая ошибка в длине дуги, особенно при обходе поверхности малого радиуса.
Известно также устройство автоматической сварки швов на криволинейных поверхностях с произвольным углом наклона профиля. Устройство содержит первый сумматор, второй сумматор, первый модулятор, связанный с первым сумматором, второй модулятор, связанный со вторым сумматором, третий сумматор, связанный с обоими модуляторами, выпрямитель, выход которого связан с входом второго сумматора, два демодулятора, связанные с третьим сумматором, приводы вертикального и горизонтального перемеш,ения, измерители скорости вертикального и горизонтального перемешения, 5 третий и четвертый модуляторы, выходы которых связаны с входом четвертого суммато,ра, фазоврашатель и сварочную горелку с приводом поворота.
В устройстве производится косвенное 10 измерение угла Л наклона свариваемой по.верхности, для чего сигналы, пропорциональные скоростям вертикального Vy и горизонтального YX перемешений, преобразуются третьим и четвертым модуляторами. Опорные напряжения модуляторов отличаются
15 по фазе на 90°. В результате на выходе четвертого сумматора получается сигнал
и KC (VyCOS OJt -Vx Sih cjt) Ке Vu Csjno(.(COScjHr 20 -i-cosot-i sin tJt) Uu sinCort-fe(),
где KC - коэффициент передачи модулятора и сумматора; Vvi - истинная скорость сварки; t - измеренный угол наклона свариваемой поверхности.
Напряжение на выходе четвертого сумматора имеет амплитуду UH, пропорциональную скорости сварки, и фазу «Х, которая в установившемся движении равна углу (. Информация об угле наклона поверхности, заключенная в фазе сигнала U, используется для разложения сигнала ошибки в длине дуги g и ошибки в скорости сварки v на управляюш.ие сигналы привода вертикаль ного перемешения
UY f sinotj
и горизонтального перемещения
Ux -&о sinoCj + yCOSo(i , Это разложение осуществляется с помощью фазовращателя третьего и четвертого модуляторов, четвертого сумматора и демодуляторов. Фазовращатель обеспечивает поворот фазы на 90°. Точность формирования сигналов Uj, и UY определяется точностью измерения угла tX, близостью угла i к о 2.
Недостатком известного устройства с косвенным измерением угла наклона поверхности является увеличенная ошибка в длине дуги, вызванная отличием измеренного угла от истинного о., что особенно сказывается при обходе поверхностей малых радиусов.
Целью изобретения является улучшение качества сварки путем уменьшения ощибки в длине дуги при обходе поверхностей малых радиусов.
Поставленная цель достигается тем, что устройство для автоматической сварки криволинейных поверхностей малого радиуса, содержащее первый и второй сумматоры, первый модулятор, соединенный с первым сумматором, второй модулятор, соединенный со вторым сумматором, третий сумматор, связанный с первым и вторым модуляторами, выпрямитель, вход которого соединен с первым, а выход - со вторым сумматором, демодуляторы, соединенные с выходом третьего сумматора, приводы вертикального и горизонтального перемещений сварочной горелки, измерители скоростей приводов вертикального и горизонтального перемещений, фильтры низких частот, связанные входами с измерителями скоростей, а выходами - с третьим и четвертым модуляторами, четвертый сумматор, связанный с выходами третьего и четвертого модуляторов, фазовращатель, вход которого связан с четвертым сумматором, а выход - с первым мо;1улятором, привод поворота горелки, вход которого связан с четвертым сумматором, снабжено первым и вторым переключателями знака и инвертором, при этом второй Вход третьего модулятора соединен с выходом первого сумматора через первый переключатель знака, управляющий вход которого соединен с измерителем скорости привода горизонтального перемещения сварочной горелки, второй вход четвертого модулятора соединен с выходом инвертора, причем вход последнего связан с выходом первого сумматора, управляющий вход второго переключателя знака соединен с измерителем скорости привода вертикального перемещения свароЧНой горелки.
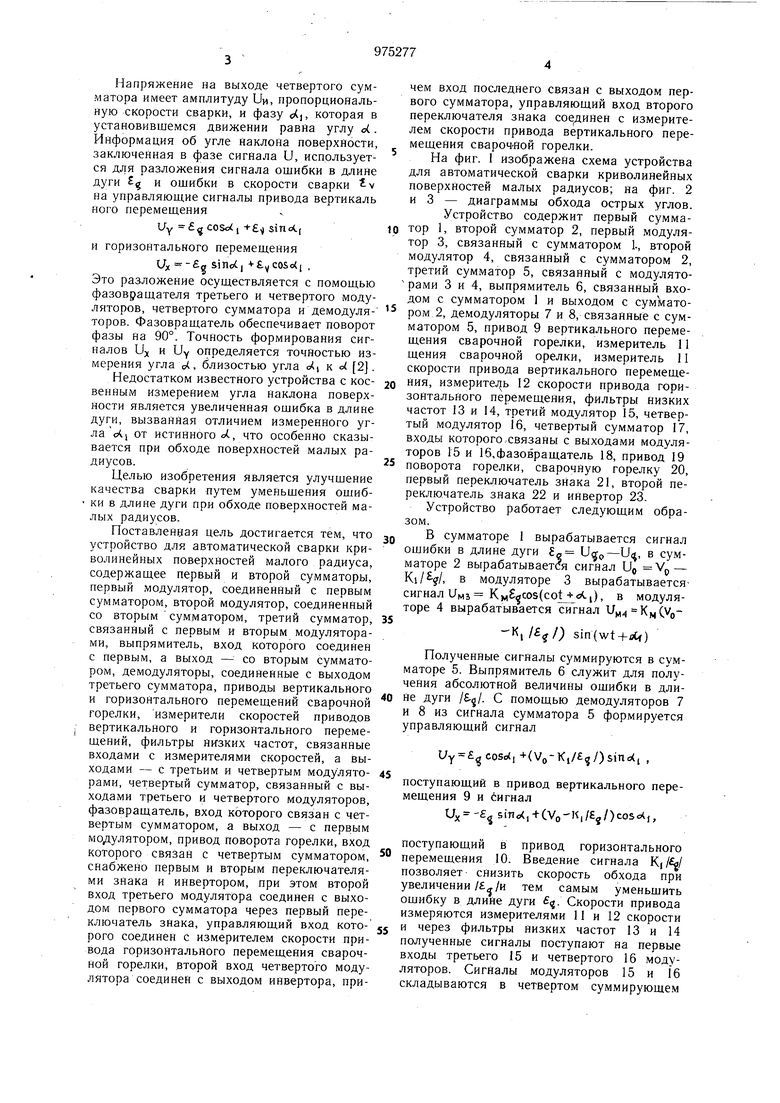
На фиг. 1 изображена схема устройства
для автоматической сварки криволинейных
поверхностей малых радиусов; на фиг. 2
и 3 - диаграммы обхода острых углов.
Устройство содержит первый сумматор 1, второй сумматор 2, первый модулятор 3, связанный с сумматором 1., второй модулятор 4, связанный с сумматором 2, третий сумматор 5, связанный с модуляторами 3 и 4, выпрямитель 6, связанный входом с сумматором 1 и выходом с сумматором 2, демодуляторы 7 и 8, связанные с сумматором 5, привод 9 вертикального перемещения сварочной горелки, измеритель 11 щения сварочной орелки, измеритель 11 скорости привода вертикального перемещения, измеритель 12 скорости привода горизонтального перемещения, фильтры низких частот 13 и 14, третий модулятор 15, четвертый модулятор 16, четвертый сумматор 17, входы которого,связаны с выходами модуляторов 15 и 16,фазовращатель 18, привод 19
поворота горелки, сварочную горелку 20, первый переключатель зНака 21, второй переключатель знака 22 и инвертор 23.
Устройство работает следующим образом.
В сумматоре 1 вырабатывается сигнал ошибки в длине дуги go ,;, в сумматоре 2 вырабатывается сигнал VQ Vp - Ki/%/, в модуляторе 3 вырабатываетсясигнал UMS KMSecos(cotji ott), в модуляторе 4 вырабатывается сигнал
-К, ) sin(wt+fiC)
Полученные сигналы суммируются в сумматоре 5. Выпрямитель 6 служит для получения абсолютной величины ошибки в длине дуги . С помощью демодуляторов 7 и 8 из сигнала сумматора 5 формируется управляющий сигнал
ау СОЗо«,+(У(,)51По(1 ,
поступающий в привод вертикального перемещения 9 и Сигнал
Ц( - smcX,H-CVol,)
поступающий в привод горизонтального перемещения 10. Введение сигнала Kj/V позволяет снизить скорость обхода при увеличении/ /и тем самым уменьщить ощибку в длине дуги . Скорости привода измеряются измерителями 11 и 12 скорости и через фильтры низких частот 13 и 14 полученные сигналы поступают на первые входы третьего 15 и четвертого 16 модуляторов. Сигналы модуляторов 15 и 16 складываются в четвертом суммирующем
устройстве 17, на выходе которого получается сигнал
с Uy-sinCi t-VoL,).
Напряжение сумматора 17 поступает на модулятор 4 и через фазовращатель 18 на модулятор 3 и используется в качестве опорных напряжений. Одновременно напряжение сумматора 17 подается в привод 19 поворота горелки 20.
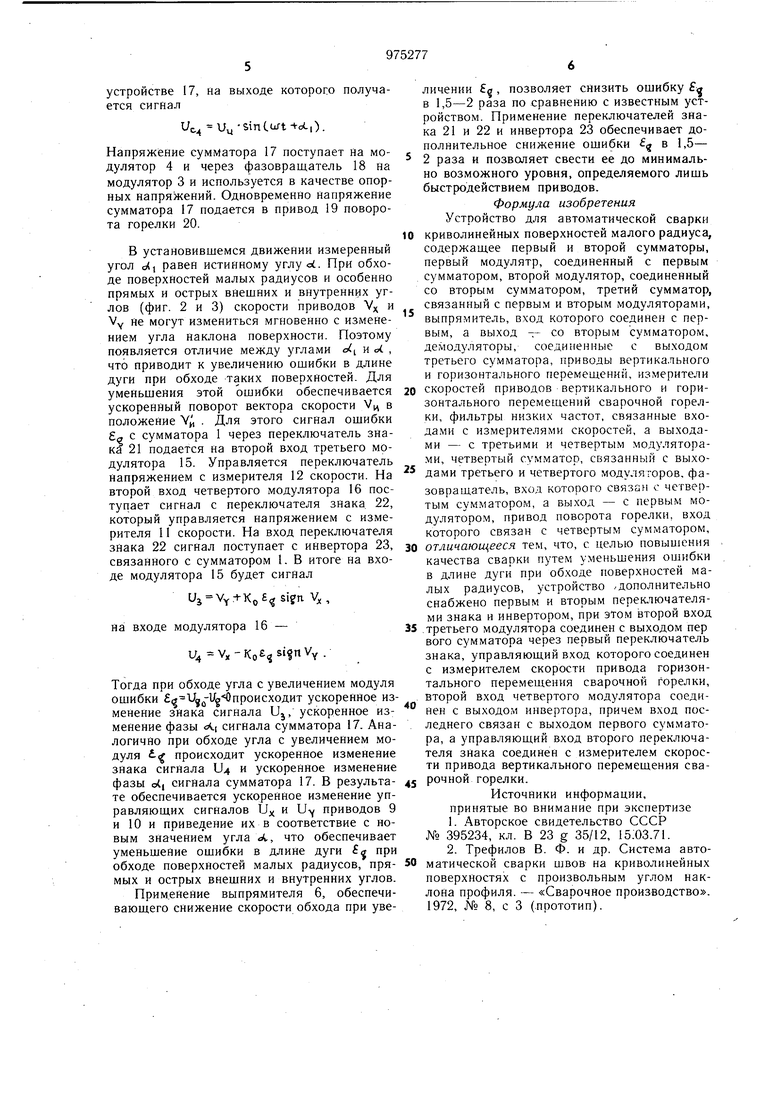
В установившемся движении измеренный угол сг, равен истинному углу ci. При обходе поверхностей малых радиусов и особенно прямых и острых внешних и внутренних углов (фиг. 2 и 3) скорости приводов YX и VY не могут измениться мгновенно с изменением угла наклона поверхности. Поэтому появляется отличие между углами и о( , что приводит к увеличению ошибки в длине дуги при обходе таких поверхностей. Для уменьшения этой ошибки обеспечивается ускоренный поворот вектора скорости V в положение Y . Для этого сигнал ошибки Еа с сумматора 1 через переключатель знака 21 подается на второй вход третьего модулятора 15. Управляется переключатель напряжением с измерителя 12 скорости. На второй вход четвертого модулятора 16 поступает сигнал с переключателя знака 22, который управляется напряжением с измерителя 11 скорости. На вход переключателя знака 22 сигнал поступает с инвертора 23, связанного с сумматором I. В итоге на входе модулятора 15 будет сигнал
UJ VY -Ko siгтl Y(,
на входе модулятора 16
V V -KoS- si nV.
Тогда при обходе угла с увеличением модуля ошибки Сл Цд -ид Опроисходит ускоренное изменение знака сигнала Uj, ускоренное изменение фазы Л.( сигнала сумматора 17. Аналогично при обходе угла с увеличением модуля происходит ускоренное изменение знака сигнала U4 и ускоренное изменение фазы о(| сигнала сумматора 17. В результате обеспечивается ускоренное изменение управляюпдих сигналов U и U-y приводов 9 и 10 и приведение их в соответствие с новым значением угла Л, что обеспечивает уменьшение ошибки в длине дуги В при обходе поверхностей малых радиусов, прямых и острых внешних и внутренних углов. Применение выпрямителя 6, обеспечивающего снижение скорости обхода при увеличении , позволяет снизить ошибку « в 1,5-2 раза по сравнению с известным устройством. Применение переключателей знака 21 и 22 и инвертора 23 обеспечивает дополнительное снижение ошибки ц в 1,5-
2 раза и позволяет свести ее до минимально возможного уровня, определяемого лишь быстродействием приводов.
Формула изобретения Устройство для автоматической сварки
0 криволинейных поверхностей малого радиуса, содержащее первый и второй сумматоры, первый модулятр, соединенный с первым сумматором, второй модулятор, соединенный со вторым сумматором, третий сумматор, связанный с первым и вторым модуляторами, выпрямитель, вход которого соединен с первым, а выход -- со вторым сумматором, демодуляторы, соединенные с выходом третьего сумматора, приводы вертикального и горизонтального перемещений, измерители
0 скоростей приводов вертикального и горизонтального перемещений сварочной горелки, фильтры низких частот, связанные входами с измерителями скоростей, а выходами - с третьими и четвертым модуляторами, четвертый сумматор, связанный с выхо5дами третьего и четвертого модуляторов, фазовращатель, вход которого связан с четвертым сумматором, а выход - с первым модулятором, привод поворота горелки, вход которого связан с четвертым сумматором,
0 отличающееся тем, что, с целью повьшюния качества сварки путем уменьшения ошибки в длине дуги при об.ходе поверхностей малых радиусов, устройство /дополнительно снабжено первым и вторым переключателями знака и инвертором, при этом второй вход
5 третьего модулятора соединен с выходом пер вого сумматора через первый переключатель
знака, управляющий вход которого соединен с измерителем скорости привода горизонтального перемещения сварочной горелки, второй вход четвертого модулятора соединен с выходом инвертора, причем вход последнего связан с выходом первого сумматора, а управляющий вход второго переключателя знака соединен с измерителем скорости привода вертикального перемещения сварочной горелки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 395234, кл. В 23 g 35/12, 15:03.71.
2.Трефилов В. Ф. и др. Система автоматической сварки швов на криволинейных
поверхностях с произвольным углом наклона профиля. - «Сварочное производство. 1972, № 8, с 3 (.прототип).
Фмг./
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической свар-Ки КРиВОлиНЕйНыХ пОВЕРХНОСТЕй | 1979 |
|
SU812465A2 |
| Устройство для автоматической сварки сложных поверхностей | 1975 |
|
SU548395A1 |
| Устройство для автоматической сварки фигурных поверхностей | 1975 |
|
SU691262A1 |
| Устройство для автоматической сварки криволинейных поверхностей | 1974 |
|
SU524639A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1988 |
|
SU1590262A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |

