(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных поверхностей | 1974 |
|
SU524639A1 |
| Устройство для автоматической сварки криволинейных поверхностей малого радиуса | 1980 |
|
SU975277A1 |
| Устройство для автоматической сварки сложных поверхностей | 1975 |
|
SU548395A1 |
| Устройство для автоматической сварки фигурных поверхностей | 1975 |
|
SU691262A1 |
| Устройство для автоматической сварки поверхностей произвольного профиля | 1974 |
|
SU627937A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
Изобретение отно.сится к сварочному производству.
По основному авт.св. №524639 известно устройство для автоматической сварки криволинейных поверхностей, содержащее горелку, проводы вертикального, горизонтального перемещений и поворота горелки, узлы сравнения напряжения дуги, скорости и угла поворота горелки с опорнылда величинами, узлы измерения скорости приводовИ угла поворота горелки, четыре блока умножения, два кйадр атора, два функциональных преобразователя и переключатель знака, при этом вход одного блока умножения соединен с выходами узлов сравнения напряжения дуги и измерения скорости привода горизонтального перемещения. Вход второго блока умножения соединен с выходили узлов сравйения напряжения дуги и измерения скорости вертикального перемещения. Вход третьего блока умножения подключен к выходам узлов сравнения скорости сварки и измерения скорости вертикального перемещения. Вход четвертого блока умножения соединен с выходг1ми узлов сравнения скорости .сварки и измерения скорости 1х ри зонтального перемещения. Выходы первого, третьего, второго и четвертого блоков умножения попарно соединены соответственно с управляющими входами приводов вертикального и горизонтального перемещений. Входы квадраторов соединены с выходами узлов измерения скорости вертикального и горизонтального перемадений, а их выходы подключены к входам одного из функциональных преобразо)вателей, подключенного к входу узла сравнения скорости сварки. Вход второго функционального преобразователя соединен с
5 выходом узла измерения скорости горизонтального перемещения, а выход через пepeкJПoчaтeль знаков, управляющий вход которого соединен с выходом узла изме1 ения скорости вер0тикального перемещения, подключен к узлу сравнения угла поворота горелки.
С помощью измерителей скорости
5 и блоком умножения формируются управляющие сигналы приводом, при
этом . .
-K,aUq;Vy + . Uy
Ux Uv
+ Кдди Uy .
30
Управляющие сигналы приводов от личаются от идеальных
УХ -К ди 51поЦ+ K,juVcoe 4 Uv К ди со5аЦ+ K,j|dVsin JL, .
Это отличие в динамике приводит к тому, что эта система оказывается неустойчивой при обход4 поверхнос1тей с малыми радиусами кривизны, что является ее существенньЫ недостатком.
При обходе таких поверхностей резко увеличивается ошибка ди в напряжении дуги, происходит изменение скоростей приводов и измеренный угол копирования «L sotrct становится существенно отличным от истинного угла оЦ.
b результате нарушается требуемое соотношение составляющих сигналов Uy и Ujj , определяемых д Uc и &У, что приводит к дальнейшему увеличению и возникновению в системе незатухающих колебаний.
Цель изобретения - обеспечение устойчивости работы устройства при сварке криволинейных поверхностей малых радиусов.
Поставленная цель достигается за счет того, что в устройство введены два фильтра-низких частот, при этом один из фильтров включен между приводом горизонтального перемещения и nepBbiM блоком умножения, а второй фильтр - приводом вертикального перемещения и вторым блоком умножения.
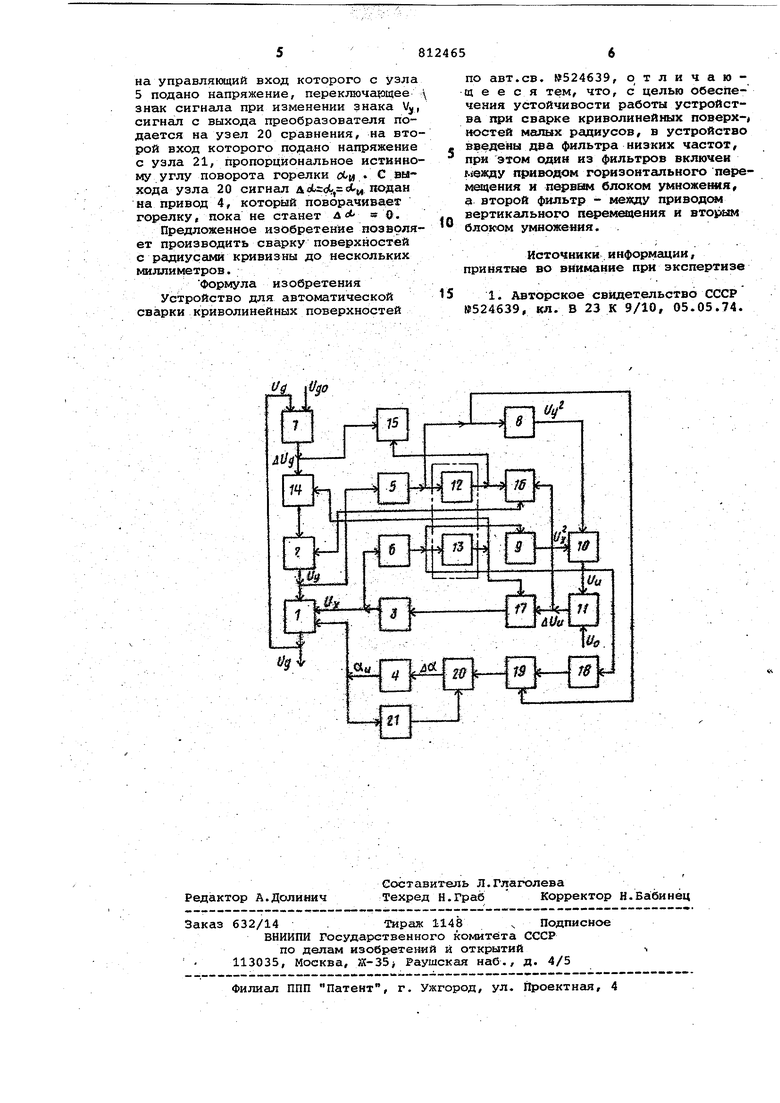
На чертеже изображена блок-схема устройства для автоматической сварки криволинейных поверхностей.
Устройство содержит сварочную горелку 1, привод 2 вертикального перемещения горелки, привод 3 горизонтального перемещения горелки, привод 4 поворота горелки, узел 5 измерения скорости вертикального перемещения, узел б измерения скорости горизонтального перемещения, узел 7 сравнения напряжения дуги с опорным напряжением, квадраторы 8 и 9, входы которых связаны с узлами 5 и б, а выход - с первым функциональным преобразователем 10, устройство 11 сравнения скорости сварки с опорной величиной, фильтры 12 и 13 низких частот, блоки 14-17 умножения, второй функциональный преобразователь 18, переключатель .19 знаков, устройство 20 сравнения угла поворота горелки. с опорной величиной, узел 21 измерения угла поворота горелки.
устройства осуществляется следующим образом.
Сварочная горелка 1 перемещается по вертикали приводом 2, по горизонтали приводом 3 и поворачивается приводом 4. Скорость вертикального Vjj и горизонтального Vy. перемещений измеряются узлами 5 и б измерения скоростей . Напряжение дуги Urt сравнивается с опорным напряжением U в узле 7 сравнения, на выходе которого образуется сигнал ошибки д U
и (Jo - и.
Одновременно с этим напряжения с выходов узлов 5 и 6 подаются на первый и второй квадраторы 8 и 9 и с их выходов - на первый функциональный преобразователь 10, на выходе которого образуется сигнал, пропорциональный истинной скорости сварки Vv «Vvl + V . С выхода преобразователя сигнал поступает на узел . сравнения истинной скорости сварки с опорной величиной, пропорциональной заданной скорости сварки УО так что на выходе узла 11 сравнения формируется сигнал ошибки в скорости ев ДУ V0 .+ V, . Одновременно с этим,.напряжения о узлов 5 и б измерения скоростей через фильтры 12 и 13 низких частот подаются на блоки 14-17 умножения. На один вход блока 14 поступает сигнал AU{g, на второй вход - напряжение с узла б через фильтр 13. На выходе блока 14 в установившемдя движении получается сигнал 1,Д Ucjcosc -f . Аналогично на выходах блоков 15, 16 и 17 получаются соответственно сигналы Uxq; -K AUqrsinrt. .vo K aVsinrf/i) и К Vcos , так как в установившеся движении V V S j п V S f п Vy - Vocoso -J,- С выхода блоков 14 и 16 умножения сигналы подаются в .привод 2, с выходов блоков 15 и 17 - в привод 3, в результате чего управляющие сигналыприводов 2 и 3 равны соответственно требуемым и и и. При обходе поверхностей с малыми радиусами кривизны происходит быстрое изменение скоростей приводов Vy и v;. и их соотношение перестает соответствовать углу копирования oi. Включение фильтров 9 и 10 низких частот сглаживает, усредняет значение сигналов, подаваемых на блоки 11 и 14 умножения, в результате чего измеренные значения 5}яв1.,,и cos А приближшотся к требуемым значениям sinct и COS л,, . в итоге значения управляющих сигналов приводов Uy и (}у приближаются к идеальным даже при обходе поверхностей малых радиусов, что обеспечивает устойчивость устройства.
Формирование опорного сигнала привода 4 осуществляется с помощью второго функционального преобразователя 18, БОС прои 3 водящего функцию
VX
WrcsW
iarcsinlsinij ||j
V
агс,з1«
так, что на выходе получается сигнал, пропорциональный требуемому углу наклона поверхности, азначит, и углу требуемого поворота горелки + .+,90 . Через переключатель 19 знаков
на управляющий вход которого с узла 5 подано напряжение, переключающее знак сигнала при изменении знака 1у, сигнал с выхода преобразователя подается на узел 20 сравнения, на второй вход которого подано напряжение с узла 21, пропорциональное истииному углу поворота горелки Ли С выхода узла 20 сигнал до1ло1 о1.и подан на привод 4, который поворачиваег горелку, пока не станет д 0.
Предложенное изобретение позволяет производить сварку поверхностей с радиусами кривизны до нескольких миллиметров.
Формула изобретения
Устройство для автоматической сварки криволинейных поверхностей
по авт.св. В524639, отличаювд е е с я тем, что, с целью обеспечения устойчивости работы устройства при сварке криволинейных поверх- аостей малых радиусов, в устройство . введены два фильтра низких частот, при этом один из фильтров включен меиаду приводом горизонтального пвре /ющения и первЕоч блоком умножения, а второй фильтр - между приводе вертикального перемещения и вторши
0 блоком умножения.
Источники.информсщии, принятые во внимание при экспертизе
5 1. Авторское свидетельство СССР №524639, кл. В 23 К 9/10, 05.05.74.
