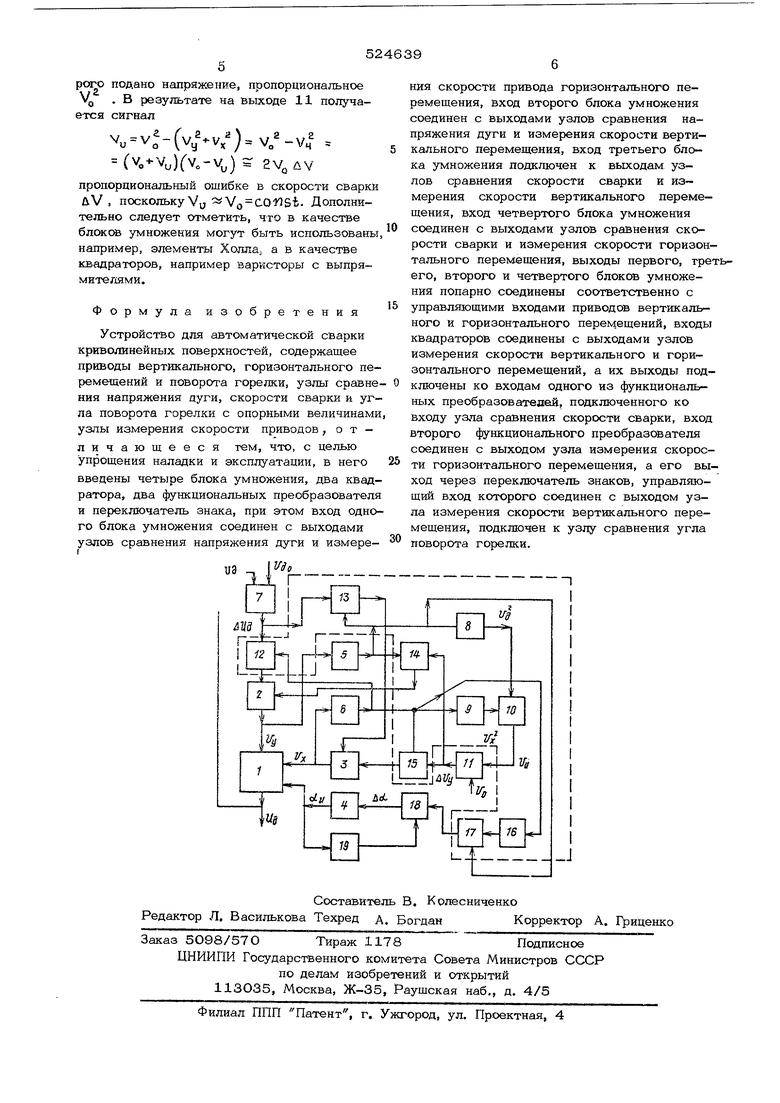
узлов измерения скорости вертикального и горизонтального перемещений, а их выходы подключены ко входам одного из функцие нальных преобразователей, подключенного ко входу узла сравнения скорости сварки, а вход второго функционального преобразователя соединен с выходом узла измерения скорости горизонтального перемещения, а его выход через переключатель знаков, управляющий вход которого соединен с выходом узла измерения скорости вертикального перемещения, подключен к узлу сравнения угла поворота горелки. На чертеже изображена блок-схема пред лагаемого устройства для автоматической сварки криволинейных поверхностей. Устройство содержит сварочную горелку 1, привод 2 вертикального перемещения горелки, привод 3 горизонтального перемещения горелки 3, привод 4 поворота горелки, узел 5 измерения скорости вертикального перемещения, узел 6 измерения скорости горизонтального перемещения, узел 7 сравнения напряжения дуги с опорным напряжением, квадраторы 8, 9, входы которых связаны с узлами 5 и 6, а выходы с первым функциональным преобразователем 10, устройство 11 сравнения скорости сварки с опорной величиной, блоки умножения 12--15 второй функшюнальный преобразователь 16, переключатель знаков 17, устройство 18 сравнения угла поворота горелки с опорной величиной, узел 19 измерения угла поворота горелки. Работа устройства осуществляется следующим образом. Сварочная горелка 1 перемещается по вертикали приводом 2, по горизонтали - приводом 3 и поворачивается приводом 4. Скорость вертикального и горизонтального V перемещений измеряются узлами 5 и 6 измерения скоростей. Напряжение дуги UQ, сравнивается с опорным напряжением U,. в узле сравнения 7, на выходе которого образуется сигнал ошибки AUg.Uo UQ,Одновременно с этим напряжения с выходов узлов 5 и 6 подаются на первый и второй квадраторы 8 и 9 и с их выходов - на первый функдиональный преобразователь 1О, на выходе которого образуется сигнал, пропорциональный истинной скорости сварки )( , С выхода преобразователя 10 сигнал поступает на узел сравнения истинной скороети сварки с опорной величиной, пропорциональной заданной скорости сварки V , гак что на выходе узла сравнения 11 формируется сигнал ощибки в скорости сварки . Для обеспечения работоспособности устройства во всем диапазоне углов наклона свариваемой поверхности, на вход привода 2 должен быть подан сигнал Uu K4AUciCOSat 4. If А Г .- / -|I v.fc|,v.uj, + K2AV3Lao L Uyrt Uyy на вход привода 3 сигнал Ux - Slnoi. Kg slnoi. -Kr.uVcosoC t Ujcv Известно, что скорости приводов 2 и 3 соответственно равны Vy Vu sLrioi Vo Strict, i VX VVCQS. YO CO s в6 j так как при наличии стабилизации скорости сварки Vxj VQ . Поэтому формирование управляющих сигналов приводов 2 и 3 производится следующим образом. Сигнал Л U а с выхоДа устройства сравнения 7 поступает на один вход блока умножения 12, на второй вход которого поступает напряжение с узла 6. На выходе блока 12 получается сигнал Uy л К.|Л Uft . Аналогично на выходах блоков умножения 13, 14, 15 получаются соответственно сигналы Ux -К uU S4« oL ; % KguVSindL-, Uxv J auVcoscL. С выходов блоков умножения 12, 14 сигналы, подаются в привод 2, с выходов блоков 13 и- 15 в привод 3, в результате чего управляющие сигналы приводов 2 и 3 равны соответственно требуемым Uy и U у; Формирование опорного сигнала привода 4 осуществляется с помощью второгофункционального преобразователя, воспроизводящего функцию cxi cSitl так что на выходе преобразователя 16 получается сигнал, пропорциональный требуемому углу наклона поверхности, а значит и углу требуемого поворота горелки d, dl +90° Через переключатель знаков 17, на управляющий вход которого с узла 5 подано напряжение, переключающее знак выходного сигнала при изменении знака Vy , сигнал с выхода преобразователя подается на узел сравнения.18, на второй вход которого.поано напряжение с узла 19, пропорциональное истинному углу поворота горелки о. . выхода узла 18 сигнал йс{- o(-. поано на привод 4, который поворачивает гоелку, пока не станет Л dL О. Для упрощения системы устройство 10, апример, может быть исключено, а выходы вадраторов 8 и 9 соединены со входом зла сравнения 11, на задающий вход которого подано напряжение, пропорциональное V . В результате на выходе 11 получается сигнал f) V v и о (4.v)(fv.-x,) 24, ду пропорциональный ошибке в скорости сварки uV , поскольку Vy Vo C010St. Дополнительно следует отметить, что в качестве блоке умножения могут быть использованы например, элементы Холла а в качестве квадраторов, например варксторы с выпрямителями. Формула изобретения Устройство для автоматической сварки криволинейных поверхностей, содержащее приводы вертикального, горизонтального перемещений и поворота горелки, узлы сравне ния напряжения дуги, скорости сварки и уг ла поворота горелки с опорными величинам узлы измерения скорости пр иводов , о т личающееся тем, что, с целью упрощения наладки и эксплуатации, в него введены четыре блока умножения, два квад ратора, два функциональных преобразовател и переключатель знака, при этом вход одно го блока умножения соединен с выходами узлов сравнения напряжения дуги и измерення скорости привода горизонтального перемещения, вход второго блока умножения соединен с выходами узлов сравнения напряжения дуги и измерения скорости вертикального перемещения, вход третьего блока умножения подключен к вькодам узлов сравнения скорости сварки и измерения скорости вертикального перемещения, вход четвертого блока умножения соединен с выходами узлов сравнения скорости сварки и измерения скорости горизонтального перемещения, выходы первого, третьего, второго и четвертого блоков умножения попарно соединены соответственно с управляющими входами приводов вертикального и горизонтального перемещений, входы квадраторов соединены с выходами узлов измерения скорости вертикального и горизонтального перемещений, а их выходы подключены ко входам одного из функциональных преобразователей, подключенного ко входу сравнения скорости сварки, вход второго функционального преобразователя соединен с выходом узла измерения скорости горизонтального перемещения, а его выход через переключатель знаков, управляющий вход которого соединен с выходом узла измерения скорости вертикального перемещения, подключен к узлу сравнения угла поворота горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической свар-Ки КРиВОлиНЕйНыХ пОВЕРХНОСТЕй | 1979 |
|
SU812465A2 |
| Устройство для автоматической сварки сложных поверхностей | 1975 |
|
SU548395A1 |
| Устройство для автоматической сварки криволинейных поверхностей малого радиуса | 1980 |
|
SU975277A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Устройство для автоматической сварки фигурных поверхностей | 1975 |
|
SU691262A1 |
| Устройство для автоматической сварки поверхностей произвольного профиля | 1974 |
|
SU627937A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
