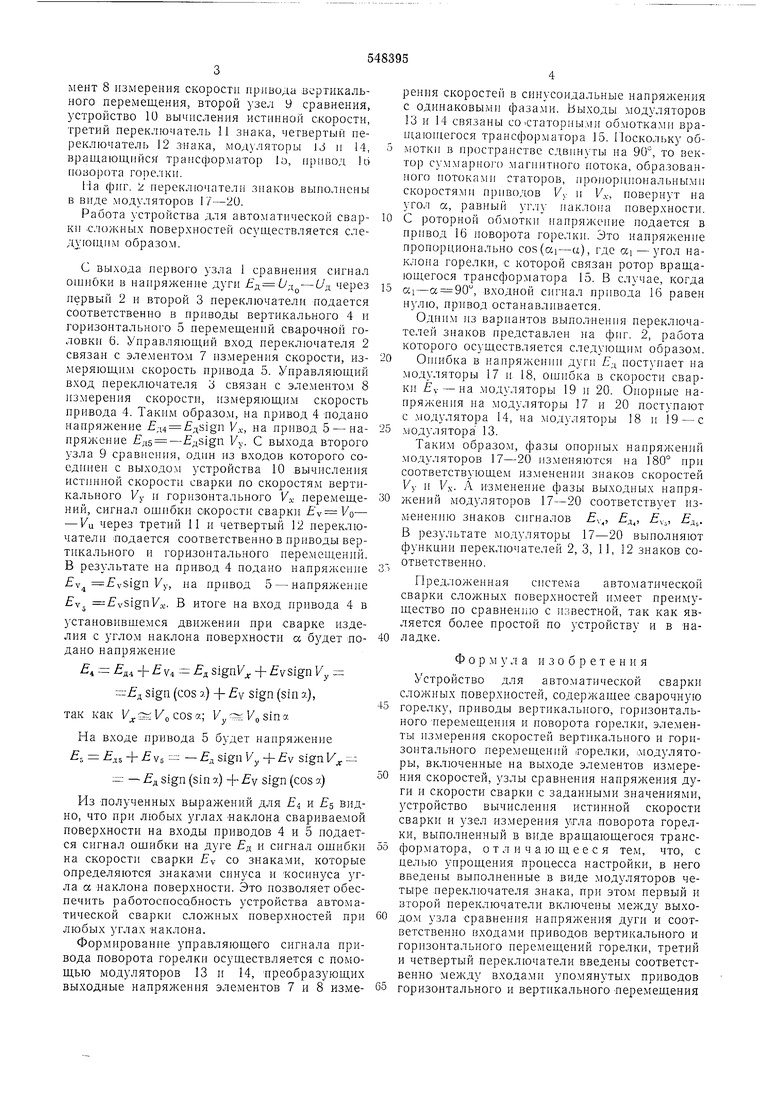
мент 8 измерения скорости вертикального перемещения, второй узел 9 сравнения, устройство 10 вычисления истинной скорости, третий переключатель 11 знака, четвертый переключатель 12 знака, модуляторы и и 14, врапл,аюш.ийс5Г трансформатор о, нривод 1о поворота горе.лки.
На фиг. 2 нереключатели зиаков выполнены в виде модуляторов Г/-20.
Работа устройства для автоматической сварки -сложных поверхностей осундествляется следуюнднм образом.
С выхода первого узла 1 сравнения сигнал ошноки в наиряжение дуги д( через первый 2 н второй 3 переключатели подается соответственно в приводы вертикального 4 п горизонтального 5 перемещеннй сва.рочной головкн 6. Управляюгций вход переключателя 2 связан с эле.ментом 7 измерения скорости, измеряющим скорость привода 5. Управляющий вход переключателя 3 связан с элементом 8 измерения скорости, измеряющим скорость привода 4. Таким образом, на привод 4 подано напряженпе д4 Ядsigп V.v, на прпвод 5 - нанряжение д5 - дsign Уу. С выхода второго узла 9 сравнения, один из входов которого соедииен с выходом устройства 10 вычисления пстиниой скорости сварки по скоростям вертикального Vy п горизонтального У перемещений, сигпал ошпбкп скорости сварки - Vu через третий 11 и четвертый 12 переключатели подается соответственно в приводы вертикального и горизонтального иеремеш,ений. В резу.тьтате на привод 4 подано иапряжеиие у vsign Vy, на привод 5 - напряжение v. EvsignVx- В итоге на вход привода 4 в
установившемся движении при сварке изделия с углом наклона поверхности а будет подано напряжение
E - ЯД4 + V4 - signV + Evsign Vy
sign (cos а) 4- sign (sin у), так как 1/. cosa; Vy- A smyНа входе прпвода 5 будет наиряжепне 5 д,; + vs - - д sign Vy + v sign I/ : EH sign (sin y.) -)- EV sign (cos y.)
Из полученных выражений для Е и 5 видно, что при любых углах -наклона свариваемой поверхности на входы приводов 4 и 5 подается сигнал ошибки на дуге Eт и сигнал ошибки на скорости сварки EV со знаками, которые определяются знаками синуса н косинуса угла ее наклона поверхности. Это позволяет обеспечить работоспособность устройства автоматической сварки сложиых поверхностей при любых углах наклона.
Формирование управляющего сигнала привода поворота горелки осуществляется с помощью модуляторов 13 и 14, преобразующих выходные напряжения элементов 7 и 8 измеренпя скоростей в синусоидальные напряжения с одинаковььмн фазами. Выходы модуляторов 13 и 14 связаны состаторными обмотками враИ1,аюи1егося трансформатора 15. Поскольку обмотки в пространстве сдвинуты на 90°, то вектор суммарного магнитного потока, образованного иотоками статоров, нр0 ор1и1ональными скоростями ириводов 1/у и Vx, повернут на угол а, равный углу наклона поверхности.
С роторной обмотки иапряжеине подается в прпвод 16 поворота горелки. Это напряжение пропорционально cos(ai-ы), где «i -угол наклона горелки, с которой связан ротор вращающегося трансформатора 15. В случае, когда
ai-а 90, входной сигнал нрнвода 16 равен нулю, привод останавливается.
Одиим из вариантов выполяения переключателей знаков нредставлен на фнг. 2, работа которого осуществляется следующнм образом.
Оипгбка в наиряжении дуги Яд поступает на модуляторы 17 и 18, ошибка в скорости сварки - на модуляторы 19 и 20. Оиорные нанряжения иа модуляторы 17 и 20 поступают с модулятора 14, на модуляторы 18 и 19 - с
модулятора 13.
Таким образом, фазы оиориых напряжений модуляторов 17-20 изменяются на 180° ирн соответствующем нзменении зиаков скоростей Vy и УХ. А изменение фазы выходных наиряжений модуляторов 17-20 соответствует измененню знаков сигналов Е,,, д, fv,. Е,. В )езультате модуляторы 17-20 выполняют функнии переключателей 2, 3, 11, 12 знаков соответственно.
Предложеииая система автоматической сварки сложных поверхностей имеет преимущество по сравненшо с известной, так как является более простой по устройству и в наладке.
Формула изобретен и я
Устройство для автоматической сварки сложных поверхностей, содержащее сварочную
горелку, приводы вертикального, горизонтального перемещен 1я и поворота горелкн, элементы измерення скоростей вертикального и горизонтального иеремен;еннй горелки, модуляторы, включенные на выходе элементов измерення скоростей, узлы сравнения напряжения дуги и скорости сварки с заданными значениями, устройство вычисления истинной скорости сварки и узел измерения угла поворота горелки, выполненный в виде вращающегося трансформатора, отличающееся тем, что, с пелью унрощения процесса настройки, в него введеиы выиолненные в виде модуляторов четыре нереключателя знака, при этом первый и второй переключатели включены между выходом узла сравнения наиряжения дуги и соответственно входами приводов вертикального и горнзонтального иеремещений горелки, третий и четвертый переключатели введены соответственно между входами упомянутых приводов
горизонтального и вертикального лере.мещення
и выходом узла сравнения скорости сварки, управляющие входы первого и четвертого переключателя подключены к выходу элемента измерения скорости горизонтального перемещения, а управляющие входы второго и третьего переключателя соединены с выходом элемента измерения скорости вертикального перемещения горелки.
6
Источники информации, принятые ьи внимание при экспертизе
1. Трефилова В. Ф., Сорокина В. А., Ежова Е. К- и Лаптенка В. Д. Система автоматической сварки швов на криволинейных поверхностях с произвольным углом наклона профиля.- «Сварочное производство, 1972, N° 8.