, (54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ФИГУРНЫХ ПОВЕРХНОСТЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Устройство для автоматической сварки криволинейных поверхностей малого радиуса | 1980 |
|
SU975277A1 |
| Устройство для автоматической сварки сложных поверхностей | 1975 |
|
SU548395A1 |
| Устройство для автоматической сварки криволинейных поверхностей | 1974 |
|
SU524639A1 |
| Устройство для автоматической свар-Ки КРиВОлиНЕйНыХ пОВЕРХНОСТЕй | 1979 |
|
SU812465A2 |
| Следящее устройство для направления электрода по стыку | 1979 |
|
SU872093A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для автоматической сварки поверхностей произвольного профиля | 1974 |
|
SU627937A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1234099A2 |
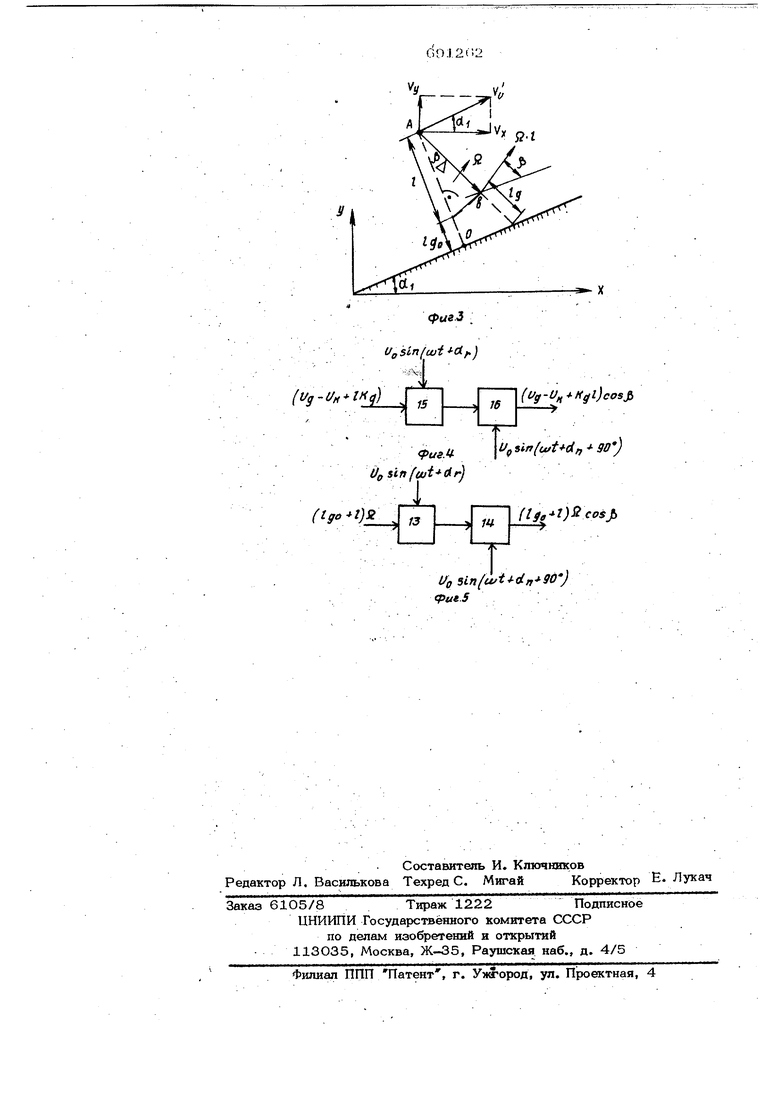
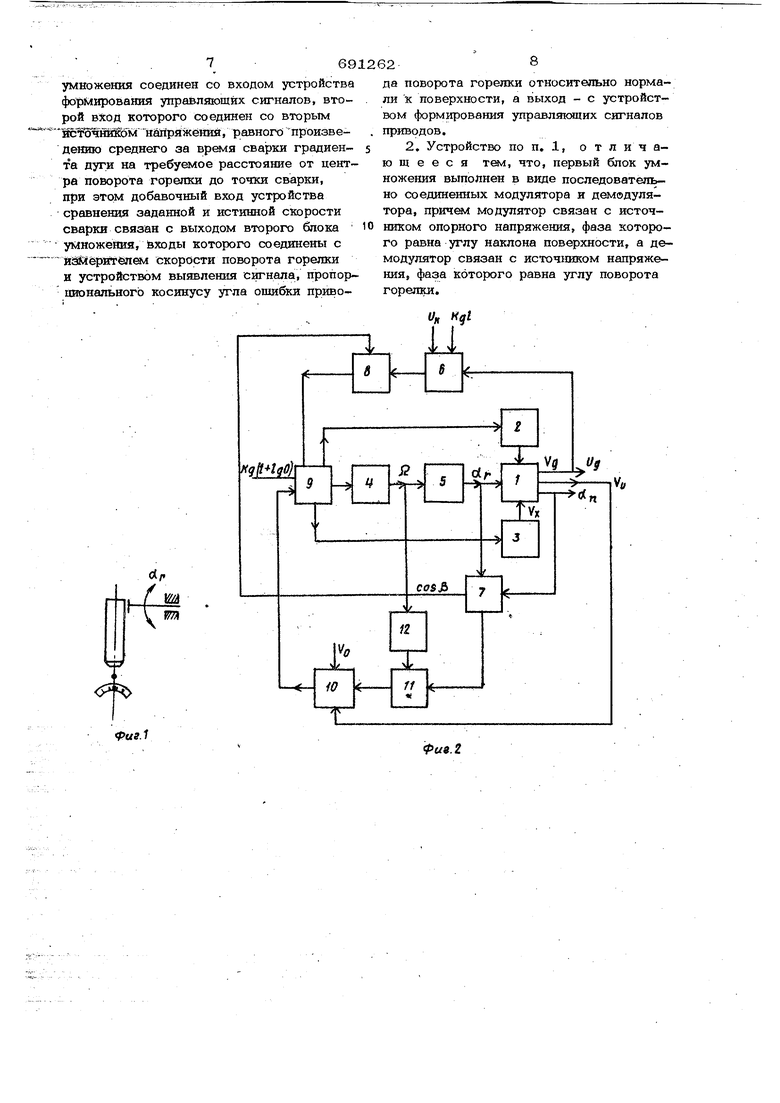
- J : . . Изобретение относится к области сварочного производства, в частности к устройствам для автоматической свар фигурных поверхностей. Известно устройство, содержащее при-г вод поворота горелки, устройство сравнения заданной и истинной скорости сварки, устройство сравнения заданного и иогган Horo напряжения дуги и устройство форМирования управляющих сигналов npJBtBoдов. Для исключения Влияния привода поворота горелки на работу приводов вертикального и горизонтального перемещенияв известных системах o6ecnef4HBaroT совпадение центра поворота горелки с точкой св1арки на изделии. Для этой цели используют достаточню сложные механи ы поворота горелки (например, типа параллелограммов) , которые загромождают зову сварки, затрудняют размещение Привода п одачи присадочной проволоки и требуют точной настройки. При неточной установке центра поворота горелки относительно точки сварки система становится неусто. чивой и неработоспособной. Целью изобретения является лнквидашш влияния привода поворота горелки на работу приводов вертзакального и горимзонтального перемещений при смещении центра поворота горелки относительно .точки сварки и упрощение механизма поворота горелки. Поставленная цель достигается тем, что предлагаемое устройство дополнительно снабжено устройством суммирования, двумя источниками напряжения двумя блоками умножения, устройством выявления сигнала, 1фопорционального косинусу угла поворота горелки относительно нормали к поверхности, измерителем скорости поворота горелки, а у;стройство сравнения заданной и истинной скорости снабжено добавочным выходом, при этом один вход устройства суммирования соединен с дуговым промежутком, другой - с первым источником напряжения, равногх сумме приэлектродных напряжений дуги, и на36пряжения, равного произведенгао среднего за время сварки градиента дуги на началь ную величину смещения вдоль оси электро да центра поворота горелки относительно конца электрода, а выход устройства суммирования соединен со входом первого блока у {ножения, второй вход которого связан с устройством выявления сигнала, пропорционального косинусу угла ошибки привода поворота горелки относительно нормали к поверхности, а выход первого блока умножения соединен со входом устройства формирования управляющих сигналов, второй вход которого соединен со BTopbiM источником напряжения, равного произведению среднего за время сварки градиента дуги на требуемое расстояние от центра поворота горелки до точки сварки, при этом добавочный вход устрой ства сравнения заданной и истинной скорости сварки связан с выходом второго блока умножения, входы которого соеди«нены с измерителем скорости поворота горелки и устройством выявления сигнала, пропорционального косинусу угла ошибки привода поворота горелки относительно нормали к поверхности, а выход с устройством формирования управляющих I сигналов приводов. ; Кроме того, первый блок умножения выполнен в виде последовательно соединенных модулятора и демодулятора, причем модулятор связан с источником опор ного напряжения, фаза которого равна уг лу наклона поверхности, а демодулятор связан с источником напряжения, фаза которого равна углу поворота горетпси. На фиг, 1 показан механизм поворота горелки, который используется в предлагаемом устройстве; на фиг. 2 изображена блок-схема предлагаемого устройства; на фиг. 3 диаграмма скоростей и переме щений горелки при смещении центра поворота горелки относительно точки сварки; на фиг. 4 - блок-схема одного из воа южных вариантов включения устройств а выявления сигнала, пропф1шонального косинусу угла поворота горелки относительно норма;;и к, поверхности и первого блока умножения; на фиг. 5 - блоксхема одного из возможных вариантов включения устройства выявления сигнала, пропорционального косинусу угла поворот горелки относительно йормали к поверхности и второго блока умножения. Устройство для автоматической сваргси фигурных поверхностей содержит сварочную горелку i, привод 2 вертикального 62 перемещения, привод 3 горизонтального перемещения, привод 4 поворота горелки, редуктор 5 привода горелки, устройство 6 суммирования, устройство 7 выявления сигнала, пропорционального косинусу угла поворота горелки относительно нормали к поверхности, соединенное с первым блоком 8 умноже1шя, устройство 9 формирования управляющих сигналов приводов, устройство 1О сравнения заданной и истинной скорости сварки, второй блок 11умножения, связанный с измерителем 12скорости поворота горелки и устройством 7. Работа устройства осуществляется следующим образом. Сварочная горелка перемещается по вертикали приводом 2 вертикального перемещения со скоростью VyI по горизонтали приводом 3 горизонтального перемещения со скоростью YX и поворачивается приводом 4 поворота,горелки через редуктор 5 со скоростью S2. . Если точка А поворота горелки не совпадает с точкой О сварки, то изменение длинь дуги происходит не только за счет перемещения горелки по вертикали и горизонтали, но и за счет поворота горелки относительно нормали к поверхности на угол . В этом случае для напряжения дуги можно записать выражение. аоП1Уу ° п-Ч ° п)°н ,4К. сумма приэлектродных падений напряжений дуги; К - градиент дуги; расстояние от центра поворота горелки (точка А) до конца электрода (точка В);, заданная (исходная) длина дуги; сА. - угол наклона поверхности. Чтобы исключить влияние привода поворота горелки на приводы вертикального и горизонтального пероч ещений, необходимо подать в них сигналы, пропорциональные только тому изменению длины дуги, которое вызывается скоростями этих приводов Vy и V)( , т.е. К.Л (VyCOьo.-VySinc p)dt,. Для этого необходимо построить устройство в соответствии с уравнением i (.n-v,sinct)dt (Ug-u,-fKae)(e.E) что достигается введением устройства суммирования, на вход которого поданы напряжения Ug Vt Л устройства 7 выявления сигнал, пропорциональ ного косинусу угла вС -90-о(.„ и первого блока 8 умножения, входы которого соединены с устройствами 6 и 7. Выход первого блока 8 умножения связан се входом устройства 9 формирования управляющих сигналов приводов, куда одновременно подано напряжение Kз(). Кроме изменения длины дуги при смещении центра поворота относительно точ, ки сварки, поворот горелки со скоростью 52 вызывает изменение суммарной скорости перемещения конца электрода отнот сительно свариваемой поверхности (изменение скорости сварки). В этом случае суммарная скорость равна : V x S i VySlnotn+51 fEfe5j,)cosA Чтобы исключить влияние привода поворота горелки на скорость сварки, нужно суммарную скорость приводов 2 и 3 . ,й л уменьшить на величину St.(E+6д.)cos р, т.е. подать в устройство 9 сигнал, равный ey-Vo-V -S(e+egj os. что достигается введением в устройство 10 сравнения заданной V- и истинной скорости сварки сигнала со второго блока 11 умножения, входы которого соединены с измерителем 12 скорости поворота горелки, вырабатывающим сигнал9г(Е+6дД и устройством 7, вырабатывающим сигнал cos А . Один, из возможных вариантов выполнения устройства выявления косинуса угла первого и второго блоков умножения представлены на фиг. 4, 5. Вьтолнение операции выявления соа/Э я умножения его на (Ug-U + СК ) ос-уществля ется за счет последовательно включенных модулятора 13 с опорным напряжением ;Vo6iп() с фазой, равной углу новорота горелки сС , и демодулятора 14, о опорным напряжением, имеющим фазу olf, + 9О. На вход модулятора подано напряжение (д -VJ| 4 tKg ). В результате на выходе демодулятора получим напряжение ,T.()tosK- n-90 « «К,(иа-ик+81Сз)со5, пропорциональное требуемому. Аналогично построено устройство для получения сиг626 Hana(i SitO,/b (фиг. 4), где 15 - модулятор, 16 - демодулятор. Таким образом, модулятор 13 и демодулятор 14 выполняют функции устройств 7 и 8, а модулятор 15 и демодулятор 16 - функции устройств 7 и 11 k В конечном итоге за счет предлагаемого устройства автоматической сварки фигурных поверхностей ликвидируется влияние привода поворота горелки на привод вертикального и горизонтального перемещений при смещении центра поворота горелки относительно точки сварки, что дает возможность применять простые механизмы поворота горелки. Формула изобретения 1. Устройство для автоматической сварки фигурных поверхностей, содержатцее приводы вертгжального и горизонтального перемещений, привод поворота горелки, устройство сравнения заданной и истинной скорости сварки и устройство формирования управляющих сигналов приводов, о тлич ающ е ее я тем, что, с целью ликвидации влияния привода поворота горелки на работу приводов j i- вертикального и горизонтального перемещений при смещении центра поворота горелки относительно точки сварки и упрощения механиетла поворота горелки, оно дополнительно снабжено устройством суммирования, двумя источниками напряжения, двумя блоками умножения, устройством выявления сигнала, пропорционального косинусу угла поворота горелки относительно нормали к Поверхности, измерите- скорости поворота горелки, а устрой сравнения заданной и истинной скорости снабжено добавочньш выходом, вход устройства суммиро j соединен с дуговым промежутком, „ервым источником напряже„„я равного сумме приэлектродных напряжений дуги, и напряжения, равного произведению среднего за время сварки градиента дуги на начальную величину смещения вдоль оси электрода центра поворота горелки относительно конца электрода, а выход устройства суммирования соединен со входом первого блока умножения, второй вход которого связан с устройством выявления сигнала, пропорционального косинусу угла ошибки привода поворота горелки относительно нормали к поверхности, а выход первого блока
умножения соединен со входом устройства формирования управляющих сигналов, второй вход которого соединен со вторым Ш;точнююмнШряженйя, равного произведению среднего за время сварки градиента дуги на требуемое расстояние от центра поворота горелки до точки сварки, при этом добавочный вход устройства сравнения заданной и истинной скорости сварки связан с выходом второго блока умножения, входы которого соединены с «Шёрипёп&л скорости поворота горелки и устройством выявления сигнала, пропорнирнального косинусу угла ошибки привода поворота горелки относительно нормали к поверхности, а выход - с устройством формирования управлякяцих сигналов приводов,
2, Устройство по п. 1, отличающееся т&л, что, первый блок умножения выполнен в виде последовательно соединенных модулятора и демодулятора, причем модулятор связан с источником опорного напряжения, фаза которого равна углу наклона поверхности, а демодулятор связан с источником напряжения, фаза которого равна углу поворота горелки.
.1
Vg-Vn lXj}
(tffonJS
,
- X
фиг 3 ;
UgSinfuji Cif.)
:±
(lfg-U Hgl)cosSi
(,)
(риеЛ iloSinfcat dtj
k
)ScosJ)
I
Up zinlt t -dn- 90) .5
