(54) СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки конструкций из титана и его сплавов | 1983 |
|
SU1140905A1 |
| Способ пайки трубчатой сотовой панели | 1981 |
|
SU1018834A1 |
| СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2242341C1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2278011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЛОПАТОК С ЗАПОЛНИТЕЛЕМ | 1991 |
|
SU1815873A1 |
| Способ контактно-реактивной пайки | 1988 |
|
SU1563905A1 |
| СПОСОБ ПАЙКИ СЕТОК С ФОЛЬГОЙ | 1996 |
|
RU2096144C1 |
| Способ пайки телескопических соединений | 1987 |
|
SU1549687A1 |
| Способ восстановления контактов низковольтных электрических аппаратов | 1990 |
|
SU1770995A1 |
Изобретение относится к области пайки, в частности к способам пайки тонкостенных конструкций, и может быть использовано при изготовлении сотовых конструкций из различных материалов, в частности из титановых сплавов. Известен способ пайки сотовых панелей, при котором припой размещают между обшивкой и ячеистым заполнителем и производят нагрев до температуры пайки. Припой обычно используют в виде фольги, плакирующего слоя, порошка или покрытий, наносимых различными способами 1. Известны также способы пайки сотовых панелей, согласно которым при контактнореактивной пайке сотовых панелей из титана и его сплавов аналогичным образом вводят контактно-плавящийся материал в виде однослойных или многослойных прокладок или покрытий, размещая их либо по всей поверхности общивки, обращенной к заполнителю 2, либо на торцах заполнителя 3. Известные способы размещения припоя и, особенно, контактно-плавящегося материала не обеспечивают высокой прочности панели из-за возможности эрозии общивки и торцовых кромок сотового заполнителя в зоне их контакта, вызываемой растворением паяемого материала в расплавленном припое и участием паяемого материала в контактном плавлении. Наиболее близким к изобретению является способ пайки сотовых панелей, при котором припой размещают на части поверхности обшивки, производят сборку общивки с ячеистым заполнителем и нагрев до температуры пайки. Используемый припой имеет отверстия, располагаемые при сборке в центре шестигранников, образованных торцами заполнителя 4 . Данный способ хотя и уменьщает общее количество припоя, однако не исключает эрозии обшивки и торцовых кромок заполнителя, так как припой или контактно-плавящийся материал в этом случае находится между обшивкой и заполнителем. Возникновение эрозии приводит к снижению прочности паяных сотовых конструкций. Целью изобретения является повышение прочности паяных конструкций путем снижения эрозии обшивки ,и торцовых кромок заполнителя в зоне их контакта.
Поставленная цель достигается тем, что согласно способу пайки сотовых панелей, при котором припой или койтактно-плавящийся материал размещают на части поверхности обшивки, производят сборку обшивки с ячеистым заполйителем и нагревают до температуры пайки, припой или контактНо-плавяш,ийся материал размещают в пределах каждой ячейки заполнителя вне зоны контакта обшивки и торцовых кромок заполнителя.
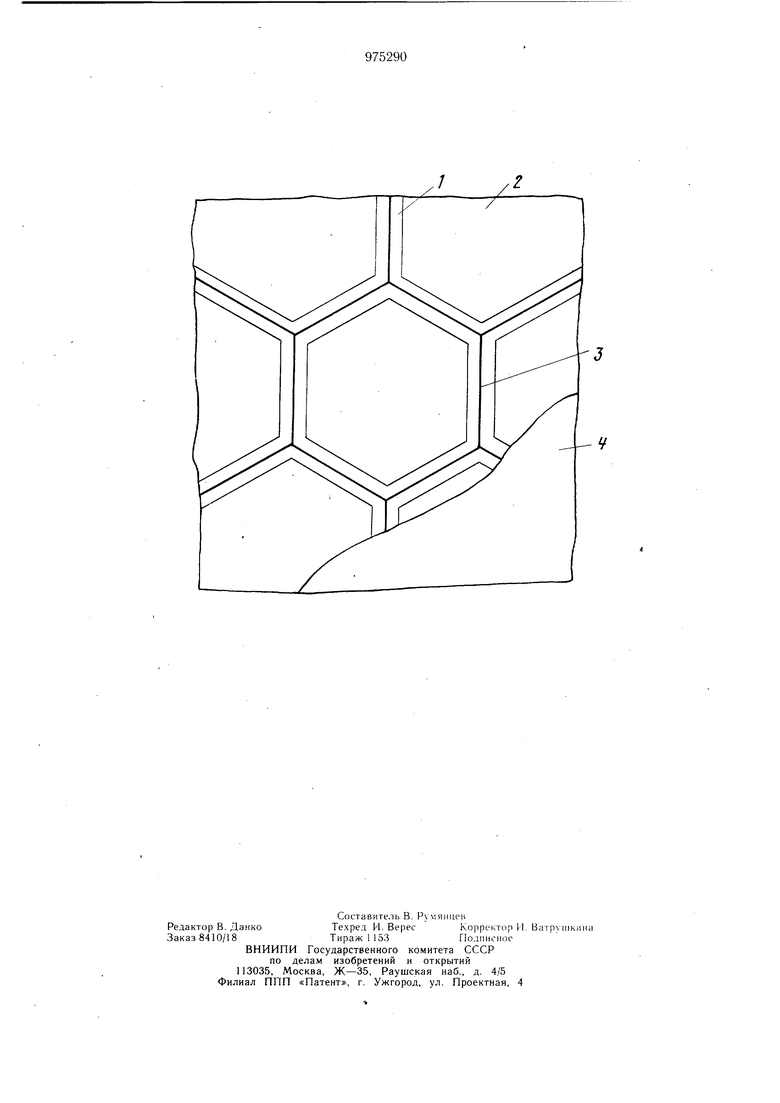
На чертеже представлена сотовая панель после сборки.
На нижней обшивке 1 уложены и закреплены куски фольги припоя 2 таким образом, что при установке ячеистого заполнителя 3 припой 2 попадает внутрь каждой ячейки. Сверху ячеистый заполнитель закрывает ся верхней обвишкой 4, на внутренней стороне который также закреплен припой, попадающий внутрь ячеек.
При использовании припоя в виде фольги последняя закрепляется на общивке точечной сваркой.
При использовании припоя или контактно-плавящегося материала в виде покрытия его Наносят на поверхность общивки, обращенную к заполнителю, по рисунку, соответствующему форме ячеек заполнителя, располагая покрытие внутри ячеек.
fe процессе пайки растворяется в расплавленном припое или участвует в контактном плавлении материал общивки вне зоны контакта ее с торцовыми кромками заполнителя. В формировании паяного соединения участвует припой, насыщенный паяемым материалом, что исключает эрозию обшивки и заполнителя в зоне их контакта.
Перемещение припоя за пределы первоначального места его размещения происходит в результате его растекания, которому способствует неизбежная негоризонтальность обшивки. Для более быстрого формирования соединения панель в процессе пайки наклоняется на небольшой угол временно или устанявливается наклонно.
Надлежащий контакт между контактноплавящимся материалом и обшивкой, необходимый для контактного плавления, обеспечивается без поджатия в процессе пайки. Если используется фольга, то контакт обеспечивается в местах точечной сварки. При использовании покрытий в ходе их нанесения обеспечивается достаточное сцепление между покрытием и основой.
Технико-экономический эффект изобретения достигается за счет повыщения точности размеров (толщины) панели и увеличения прочности или снижения ее веса без снижения прочности путем уменьшения толщины заполнителя, так как исключается припуск, компенсирующий эрозию.
Формула изобретения
Способ пайки сотовых панелей, при котором припой или контактно-плавящийся материал размещают на части поверхности обшивки, производят сборку обшивки с ячеистым заполнителе.м и нагревают до температуры пайки, отличающийся тем, что, с целью повышения прочности паяных конструкций путем снижения эрозии обшивки и торцовых кромок заполнителя в зоне их контакта, припой или контактно-плавящийся материал размещают в пределах каждой ячейки заполнителя вне зоны контакта обшивки и торцовых кромок заполнителя.
Источники информации, принятые во внимание при экспертизе
