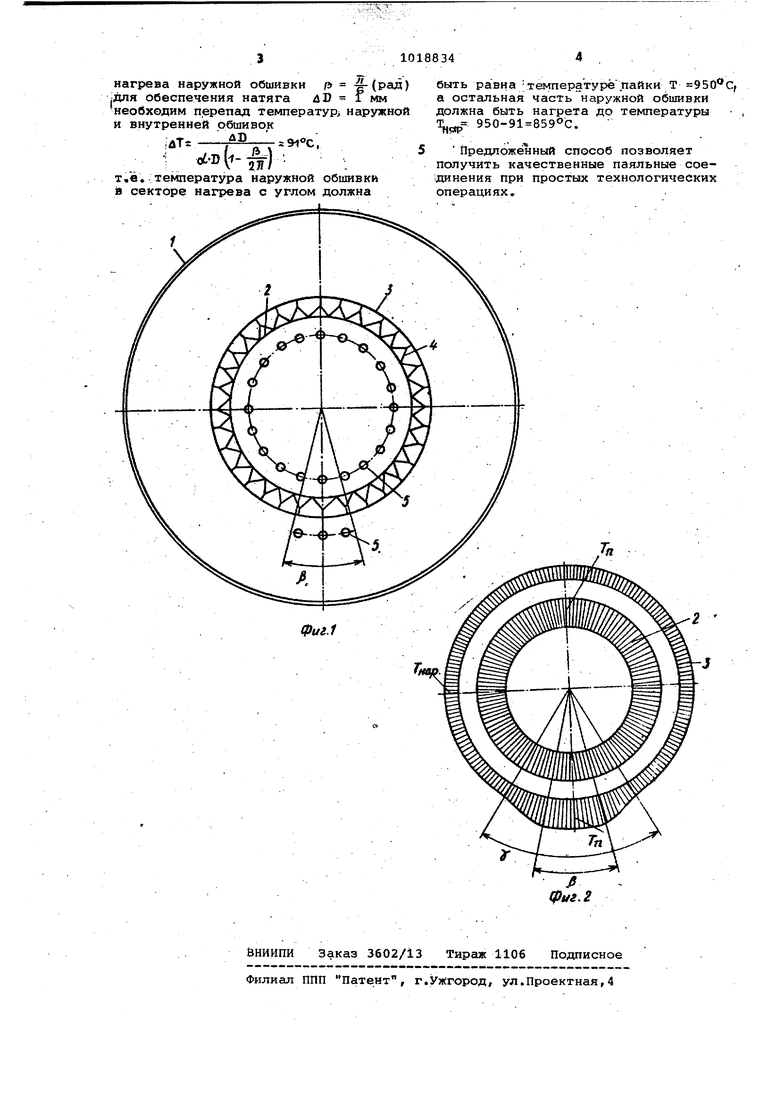
Изобретение относится к пайке, в частности к способам пайки сотовых трубчатых панелей,, и может быть использовано при изготовлении отсеков фюзеляжей летательных аппаратов: кожухов двигателей,трубчатых стоек. Известен способ пайки трубчатых сотовых панелей, заключакицийся в нанесении припоя на обшивку или торцы фольги заполнителя и нагрев в печ в атмосфере инертного газа или в вакуумной печи до температуры пайки. I Панель помещают в оснастку, осуществ ляющую механический прижим обшивки панели к поверхности сотового заполнителя Cl Однако такой способ требует сложной и громоздкой оснастки, работающей при высоких температурах ( порядка 1000-1200°С )f при этом потребляется дополнительный расход энергии на нагрев оснастки, увеличивается время нагрева и охлаждения панели пр пайке., Известен способ пайки трубчатой сотовой панели, состоящей из внутренней и наружной обшивок и сотового аполнителя, при котором на соединяемые поверхности наносят припой производят сборку,- размещают панель в печи в горизонтальном положении и осуществляют нагрев до температуры пайки с вращением вокруг продольной оси. При пайке между стенками обшивки создают разрежение и под действием внешнего давления стенки обшивки плотно прилегают к вершинам сотового заполнителя. Дополнительное под жатие.может быть осуществлено избыточным давлением, подаваемым снаружи. Способ, обеспечивает хорошее качество паяных.; соединений С2 . Однако способ требует сложных. операций герметизации полости между обшивками и вакуумирования. Целью изобретения является упрощение технологического процесса за счет изменения схемы прижима обшивок к поверхности сотового заполнителя. Поставленная цель достигается тем что согласно способу пайки трубчатой сотовой панели, состоящему из внутренней и наружной обшивок и сотового заполнителя, при котором на соединяе мые поверхности наносят припой, про изводят сборку, размещают панель в печи в горизонтальном положении и осуществляют нагрев до темпер атуры пайки с вращением вокруг продольной оси, нагрев ведут в неоднородном тe гиlepaтypнoм поле, обеспечивая нагрев до температуры пайки внутренней обшивки.и нижнего сектора наруж ной обшивки в пределах угла /э от до -| рад., а на остальной поверхности наружной о&аивки поддерживают температуру ниже температуры пайки на величину определ яемую из соотношения ЛП (- ) где дВ- расчетный диаметральный натяг, мм; . Т} диаметр внутренней обшивки,мм.; оС - коэффициент температурного расширения материала обшивок, а вращение производят с угловой скоростью 1 , равной - , где t - время выдержки пайки. На фиг. 1 приведена схема расположения трубчатой сотовой панели в печи; на фиг. 2 - схема распределения температур по обшивкам панели, сечение. Оболочка вакуумной печи 1 и трубчатая сотовая панель состоят 1ИЗ внутренней обшивки 2, внешней обшивки 3 и сотового заполнителя 4 (фиг.11 Нагрев панели осуществляется нагревателяьш 5, расположенными внутри панели по всей окружности и снаружи в пределах сектора, ограниченного углом р , На фиг. 2 показано распределение температуры пайки Т, по внутренней обшивке 2 и распределение температур Т, на Т по наружной обшивке 3. При этом в пределах угла j- желательно обеспечение плавного Тг изменения температур от Т ОТ Т„урДО р , уменьшсоощего возможные местные ле температурные напряжения. Нижний предел угла сектора нагрева наружной обечайки р,. определяется, с одной стороны, минимальным углом, гарантирующим возможность замера выхода наружной обечайки на заданную те1УПи ераи ру пайки и составляющим 51, 5 угТ (рад) другой стороны, от возможностей оборудования «меть минимальную угловую скорость вращения, достаточную для получения необходимого минимального времени выдержки наружной обечайки при температуре пайки tp. Верхний пределу определяется из условий отсутствия стекания припоя под действием силы тяжести с краев нагретого сектора наружной ойиивки в нижнюю точку трубчатой панели/и сохранения необходимого натяга без значительного увеличения разницы температур аТ,вызванного К гревом до температуры пайки и частичным удлинением наружной обшивки. С точки зречения простоты технологии д Т желательно сохранять минимальной. П р им ер. Паяют цилиндрические сотовые панели из сташи припоем ВПр-13 с нагревом до 950°С в атмосфе ре инертного газа или в вакуумной печи. Для пайки сотовой панели диаметром В 1QOO мм из стали, имеющей коэффициент температурного расширения оС 12,3 -10, и угл,е
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2242341C1 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| Способ пайки сотовых панелей | 1981 |
|
SU975290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ КОНСТРУКЦИИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1995 |
|
RU2103132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| Способ пайки многослойных конструкций | 1971 |
|
SU368790A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОЙ МЕТАЛЛИЧЕСКОЙ ПАНЕЛИ | 1992 |
|
RU2015078C1 |
СПОСОБ ПАЙКИ ТРУБЧАТОЙ СОТОВОЙ ПАНЕЛИ, состоящей из внутренней и наружной обшивок и сотового заполнителя, при которомна соединя- емые поверхности наносят припой, производят сборку, размещают панель в печи в горизонтальном положении и осуществляют нагрев до температуры пайки с вращением вокруг продольной оси, отличающийся тем, что, с целью упрощения технологического процесса, нагрев ведут в неоднородном температурном поле, обеспечивая нагрев до температуры пайки внутренней обшивки и нижнего сектора наружной обшивки в пределах угла fb от -7 до -2- рад., а на остальной повер хности наружной обшивки поддерживают температуру ниже температуры пайки на величину л1 ,определяемую из соотношения ) od-D (l- Л-) 21Г I &D - расчетный диаметральный нагде тяг, мм; л Э - диаметр внутренней обшивки, мм; oi - коэффициент температурного расширения материала обшис вок, е а вращение производяТцС угловой скоUJ , равной ±- , где tn ростью п О время выдержки пайки. 00 00 со i4