(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического удаления заусенцев | 1975 |
|
SU593879A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Установка для анодно-ультразвукового удаления заусенцев | 1989 |
|
SU1685645A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ анодно-ультразвукового удаления заусенцев и установка для его осуществления | 1987 |
|
SU1495036A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ В АРМИРУЕМЫХ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛАХ | 2001 |
|
RU2207231C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
1
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способа электрохимического удаления заусенцев.
Известен способ электрохимического удаления заусенцев в нейтральных и слабокислых электролитах, по которому наложение ультразвуковых колебаний осуществляют периодически, совмещая моменты включения и выключения ультразвуковой системы с мрментами достижения первой производной тока в межэлектродном зазоре нулевых значений 1.
Недостаток способа заключается в неэффективном использовании эффекта пассивации поверхности деталей продуктами электрохимического растворения металла из-за жесткой связи периода работы ультразвуковой системы с периодом достижения первой производной тока в межэлектродном зазоре нулевых значений. Это ведет к снижению производительности обработки, так как включение ультразвуковой системы происходит в момент, когда разрушается пассивирующая пленка не только на заусенцах, но и на основной поверхности деталей, что снижает точность обработки.
Целью изобретения является повышение производительности и точности обработки за счет более полного использования эффекта пассивации поверхности обрабатываемых деталей продуктами электрохимического растворения металла.
Поставленная цель достигается тем, что включение ультразвуковых колебаний производят до достижения током в межэлектродном зазоре своего минимального значения, а выключение - до достижения током своего максимального значения, причем период работы ультразвуковой системы регулируют в пределах 0,2-0,8 периода максимального изменения тока в межэлектродном зазоре.
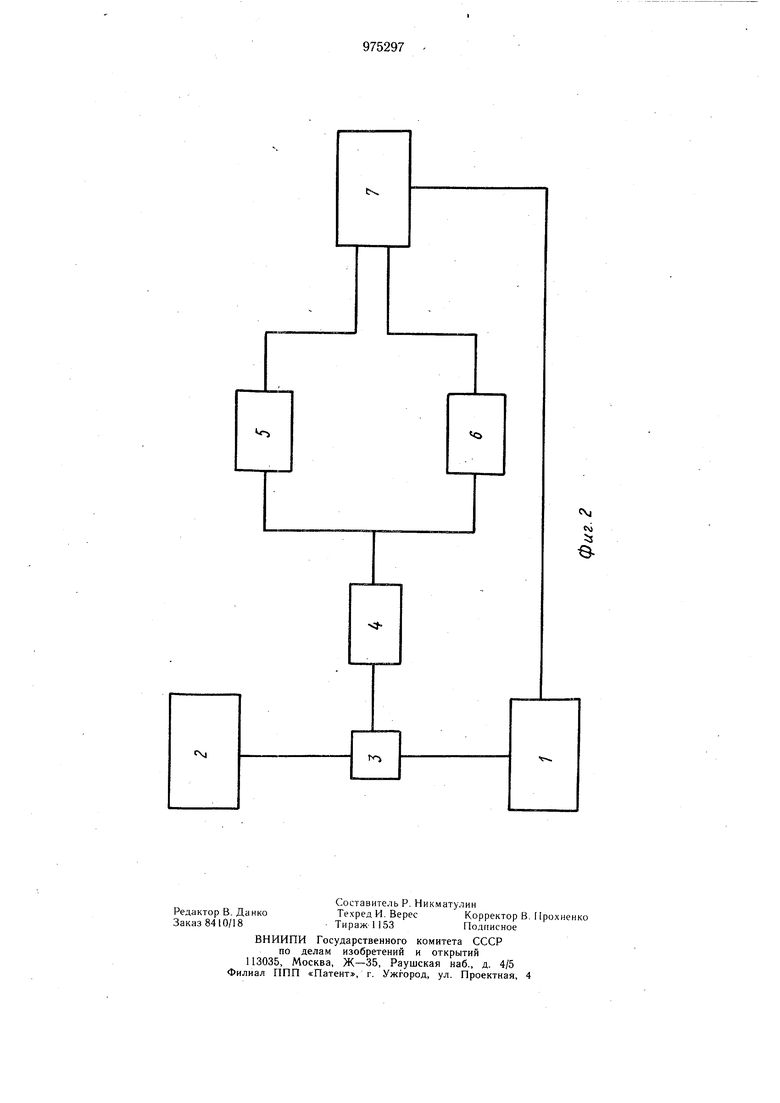
Для осуществления этого между источ15 Ником постоянного тока и ванной электрохимической обработки последовательно подключен низкоомный щунт, соединенный с предварительным усилителем, вход которого соединен с включенными параллельно пороговыми устройствами нижнего и верхнего уровня, а выход пороговых устройств соединен с системой дистанционного управления ультразвуковым генератором.
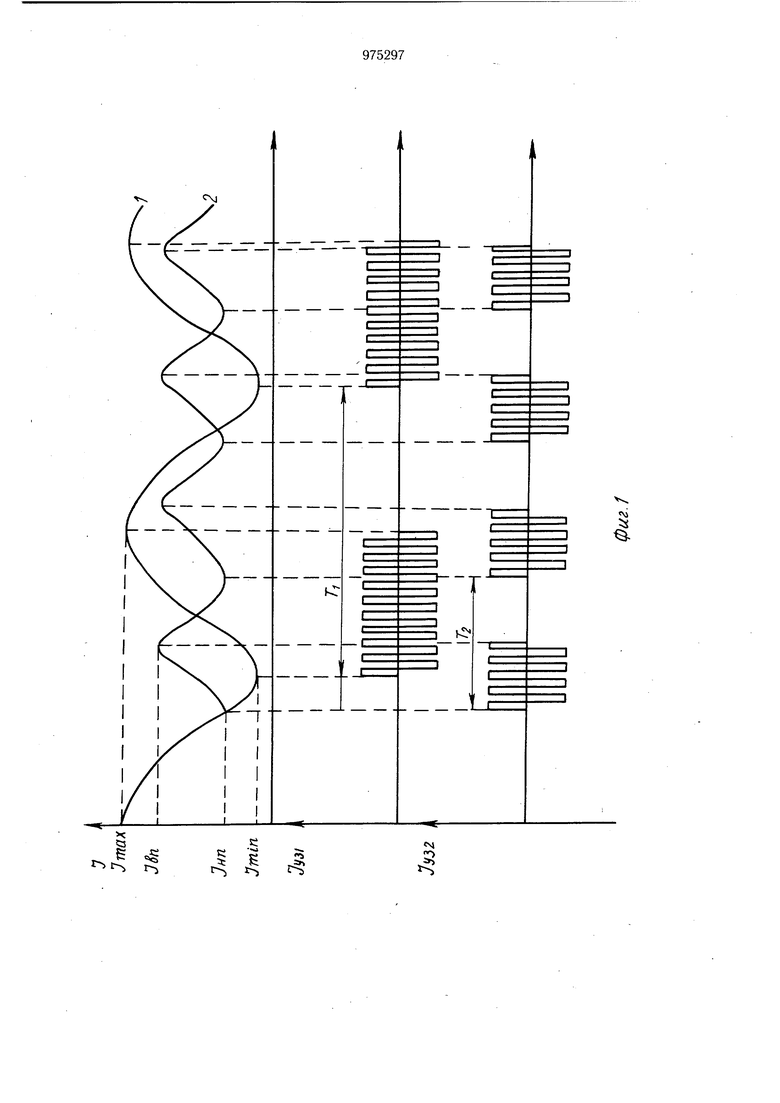
На фиг. 1 приведен характер изменения тока в межэлектродном зазоре по известному способу (кривая 1) и предлагаемому способу (кривая 2), где J - ток в межэлектродном зазоре; Jmax- максимальный ток в межэлектродном зазоре, соответствующий полному удалению пассивирующей пленки с деталей; 3(nin - минимальный ток в межэлектродном зазоре, соответствующий полному прекращению процесса электрохимической обработки; и Знп - верхний и Нижний пороговые значения тока в межэлектродном зазоре, соответствующие включению и выключению ультразвуковой системы по предлагаемому способу; Jyj , Uy32 , TI и Tg - ток и Периоды ультразвуковых колебаний по известному и предлагаемому способам соответственно; На фиг. 2 - схема устройства, реализующая предложенный способ. Устройство состоит из следующих узлов: ванны для электрохимической обработки со встроенным ультразвуковым излучателем, являющимся катодом 1, источника 2 постоянного тока, низкоомного щунта 3, предварительного усилителя 4, порогового устройства Нижнего 5 и верхнего 6 уровней, ультразвукового генератора 7. Способ осуществляется следующим образом. Обрабатываемые изделия помещают в ванну 1 с электролитом в зону действия ультразвукового излучателя. Включением источника 2 постоянного тока 1 Начинают электрохимическую обработку деталей, которая происходит при уменьщающемся из-за образования пассивирующих пле нок токе в межэлектродном зазоре в цепи источника постоянного тока. Последовательно с ванной включен низкоомный щунт 3. Падение напряжения На данном щунте, пропорциональное изменению тока в межэлектродном зазоре, подается на предварительный усилитель 4 и далее на пороговые устройства нижнего 5 и верхнего 6 уровней с регулируемыми порогами срабатывания, например триггер Шмидта. Как только ток в межэлектродном зазоре достигнет определенного нижнего порогового значения, срабатывает нижнее пороговое устройство 5, которое включает ультразвуковой генератор 7. Ультразвуковые колебания разрущают пассивирующую пленку на деталях, причем в первую очередь на заусенцах, при этом ток в межэлектродном зазоре начинает возрастать до некоторого верхнего порогового значения, соответствующего удалению пассивирующей пленки преимущественно с заусенцев, срабатывает верхнее пороговое устройство 6, которое выключает ультразвуковой генератор 7. Далее процесс повторяется. Нижний и верхний пороговые значения регулируют в пороговых устройствах 5 и 6, и их точные значения определяют во время наладки устройства. Предлагаемый способ удаления заусенцев позволяет с высокой производительностью обрабатывать изделия щирокой номенклатуры массового производства и сложной конфигурации с заусенцами, расположенными в труднодоступных местах, соблюдая требуемую точность. Формула изобретения Способ электрохимического удаления заусенцев, при котором На процесс анодного растворения периодически Накладывают ультразвуковые колебания, отличающийся тем, что, с целью повыщения производительности и точности обработки за счет более полного использования эффекта пассивации поверхности обрабатываемых деталей продуктами электрохимического растворения металла, включение ультразвуковых колебаний производят до достижения током в межэлектродном зазоре своего минимального значения, а выключение - до достижения током своего максимального значения, причем период работы ультразвуковой системы регулируют в пределах 0,2-0,8 периода максимального изменения тока в межэлектродном зазоре. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 593879, кл. В 23 Р 1/00, 1975.
-I
S
r
«M
C4i
e
