(54) ПОЛОЕ СВЕРЛО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ В ЭЛАСТИЧНЫХ МАТЕРИАЛАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ СВЕРЛЕНИЯ С ПОМОЩЬЮ УКАЗАННОГО СВЕРЛА | 2008 |
|
RU2469820C2 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2009 |
|
RU2457082C2 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| ПНЕВМАТИЧЕСКАЯ МАШИНА УДАРНОГО ДЕЙСТВИЯ | 2003 |
|
RU2244827C1 |
| СПИРАЛЬНОЕ СВЕРЛО С РАЗВЕРТКОЙ (ВАРИАНТЫ) | 2008 |
|
RU2492971C2 |
| Устройство для рассверливания обратного конуса глухих отверстий | 1978 |
|
SU895685A1 |
| Устройство для сверления глубоких отверстий | 1982 |
|
SU1093425A1 |
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
V
Изобретение относится к машиностро частности к инструкентам для сверления, и может быть использовано для получения глубоких сквозных отверстий в эластичных материалах (полиуретан, резина и т.п.) бесстружечным методом с образованием стержня.
Известно цилиндрическое полое caefU ло для обработки сквозных отверстий, режущая часть которого вьшопнена в вкае зубьев, расположенных по окр5р шоо ти, а -режущая кромка зуба образована передним и задним углом. Пространство между зубьями используется для отвода стружки С 1 ..
Однако сверление такими сверлами в эластомерах (например, полиуретане) невозможно из-за плохого отвода стружки и закусывания инструмента обрабатьтаемым материалом.
Наиболее близким по технической сущности к предлагаемому является полое сверло для сверления глубоких отверстий в эластичных материалах, выполненное в виде цилиндрического стакана с кольцевой режущей кромкой, образованной пересечением наружного и вну1 реннего конусов, причем наружный конус выполнен расширяющимся в сторону, противоположную режущей кромке f 2 J .
Кольцевая острая кромка режущих элементов образована расщ1фяющейся
10 наружной конической и конической сужа- ющейся внутренней поверхностями с увеличением толщины стенки вплоть до днища стакана, в результате чего при сверлении образуется контакт с обрабатьта15емым материалом по значительной поверхности, что вызывает больщие силы трения, так как эластомеры имеют больщой коэффициент трения. Силы трения
20 переходят в тепло, (шлавляющее полиуретан и увеличивающее тем самым щероховатость поверхности отверстия и стержня. При -сверлении глубоких отверстий возможно закусывание инструмента обрабатываемым материалом.
Цель изобретения - повышение качества готового изделия.
Эта цель достигается тем, что в полом сверле для сверления глубоких отверстий в эластичных материалах, выполненном в виде цилиндрического стакана с кольцевой режущей кромкой, образованной пересечением наружного и внутреннего конусов, причем наружный конус вьшолнен расширяющимся в сторо ну, противоположную .режушей кромке, внутренний конус также выполнен расширяющимся в сторону, противоположную режущей кромке, а максимальный диаметр наружного конуса больше наружного диаметра цилиндрического стакана.
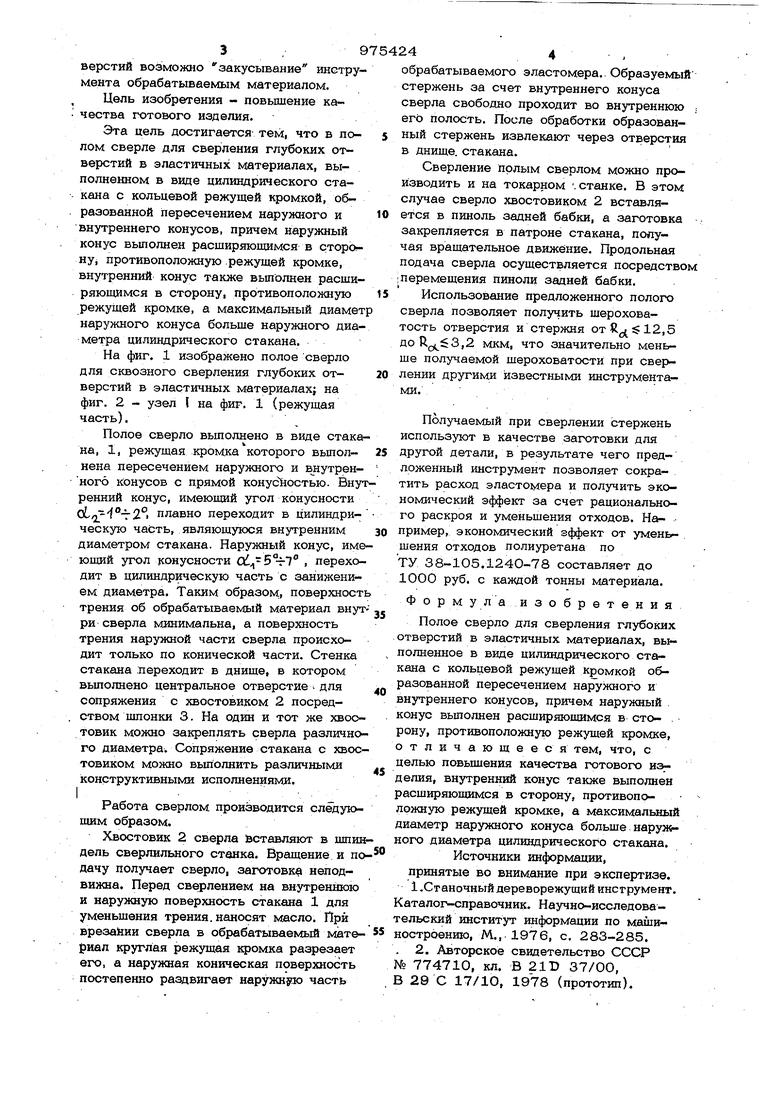
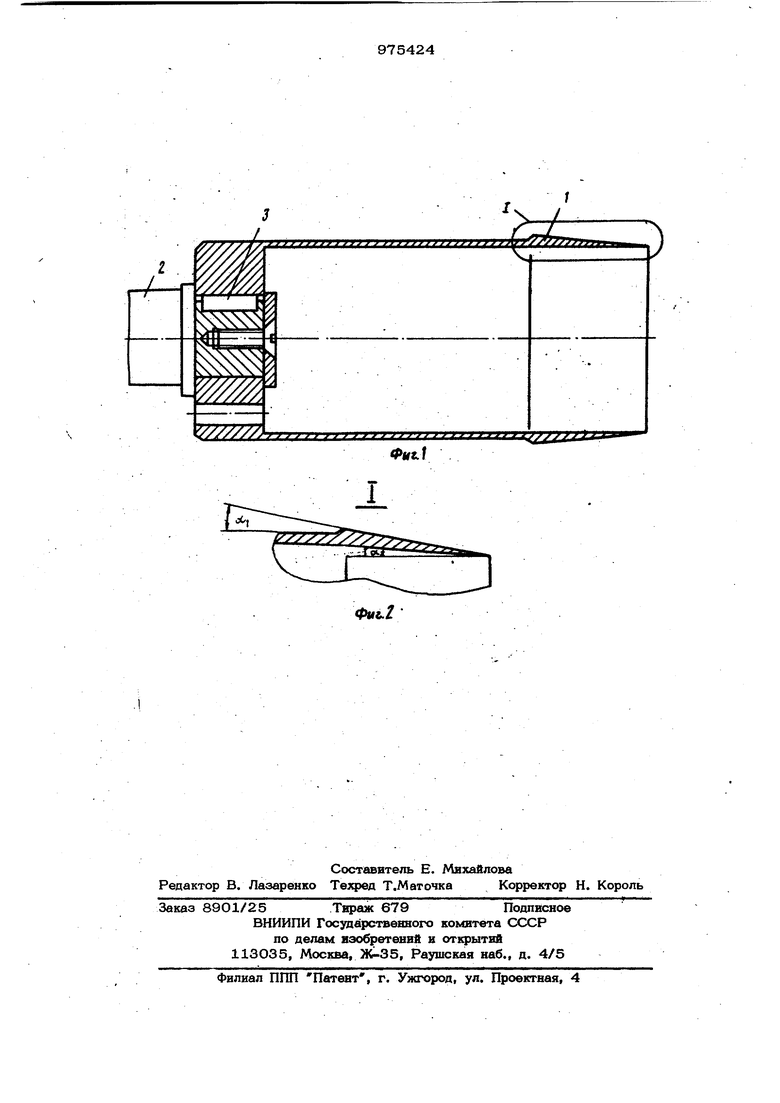
На фиг. 1 изображено полое сверло для сквозного сверления глубоких отверстий в эластичных материалах; на фиг. 2 - узел I на фиг. 1 (режущая часть).
Полое сверло вьшолнено в виде стакана, 1, режущая кромка которого вьшолйена пересечением наружного и BjsyTpeHного к;онусов с прямой конусностью. Внутренний конус, имеющий угол конусности oLo-f -r2. плавно переходит в цилиндрическую часть, являющуюся внутренним диаметром стакана. Наружный конус, имеющий угол конусности Of. , переходит в цилиндрическую часть с занижением диаметра. Таким образом, поверхност трения об обрабатываемый материал внут ри сверла минимальна, а поверхность трения наружной части сверла происходит только по конической части. Стенка стакана .переходит в днище, в котором выполнено центральное отверстие для сопряжения с хвостовиком 2 посредством шпонки 3. На один и тот же хвостовик можно закреплять сверла различного диаметра. Сопряжение стакана с хвостовиком можно выполнить различными конструктивными исполнениями.
I.
Работа сверлом производится следующим образом.
Хвостовик 2 сверла ьставляют в шпив дель сверлильного станка. Вращение и по дачу получает сверло, заготовка неподвижна. Перед сверлением на внутреннюю и наружную поверхность стакана 1 для уменьшения трения, наносят масло. При врезайии сверла в обрабатываемый материал круглая режущая кромка разрезает его, а наружная коническая поверхность постепенно раздвигает наружную часть
обрабатываемого эластомера.. Образуемы стержень за счет внутреннего конуса сверла свободно проходит во внутреннюю его полость. После обработки образованный стержень извлекают через отверстия в днище, стакана.
Сверление полым сверлом можно производить и на токарном .станке. В этом случае сверло хвостовиком 2 вставляется в пиноль задней бабки, а заготовка закрепляется в патроне стакана, получая вращательное движение. Продольная подача сверла осуществляется посредств ; перемещения пиноли задней бабки.
Использование предложенного полого сверла позволяет получить шероховатость отверстия и стержня ,5 до ,2 мкм, что значительно меньше получаемой шероховатости при CBejvлении другими известными инструмен:таМИ.
Получаемый при сверлении стержень используют в качестве заготовки для другой детали, в результате чего предложенный инструмент позволяет сократить расход эластомера и получить экономический эффект за счет рационального раскроя и уменьщения отходов. Например, экономический эффект от уменьшения отходов полиуретана по ТУ 38-1О5.1240-78 составляет до 10ОО руб. с каждой тонны материала.
Ф ор мулаи 30 бр етен ия
Полое сверло для сверления глубоких отверстий в эластичных материалах, выполненное в виде цилиндрического стакана с кольцевой режущей кромкой о&разованной пересечением наружного и внутреннего конусов, причем наружный . конус вьшолнен расщиряющимся в сто- . рону, противоположную режущей кромке, отличающееся тем, что, с целью повьшдения качества готового изделия, внутренний конус также выполнен расширяющимся в сторону, противоположную режущей кромке, а максимальный диаметр наружного конуса больще наружного диаметра цилиндрического стакана.
Источники информации, принятые во внимание при экспертизе.
1 /
