Изобретение относится к обработке резанием, в частности к сверлению материалов, и может быть использовано для вскрытия отверстия в плате из неметаллического материала, например, для обработки глубоких отверстий.
Известен инструмент для обработки отверстий (а.с. СССР №729006, кл. В23В 51/02, 1980), рабочая часть которого выполнена из листа и содержит канавки для отвода стружки.
Недостатком известного инструмента являются ограниченные технологические возможности в виду недостаточной жесткости и виброустойчивости.
Наиболее близким к предлагаемому изобретению является инструмент для обработки отверстий (а.с. СССР №1271677, кл. В23В 51/02, 1986), состоящий из хвостовика и прикрепленной к нему рабочей части, выполненной из листов в форме равносторонних треугольников с образованием тетраэдальной винтовой колонны или из трех листов, свернутых в винт с образованием винтовой трехходовой колонны, и содержащей канавки для отвода стружки.
Недостатком известного инструмента являются ограниченные технологические возможности, обусловленные сложностью изготовления, а также в виду больших сил трения и затруднений при сверлении.
Техническим решением задачи является расширение технологических возможностей за счет упрощения изготовления, уменьшения сил трения и облегчения сверления.
Поставленная задача достигается тем, что в инструменте для обработки отверстий, состоящем из хвостовика и прикрепленной к нему рабочей части, содержащей канавки для отвода стружки, согласно изобретению по первому варианту рабочая часть выполнена из трех и более скрученных в вертикальной плоскости относительно собственной оси симметрии и изогнутых по винтовым линиям на цилиндрической оправке в поперечном направлении и последовательно соединенных между собой по длине рабочей части трех и более винтовых прямоугольных полос, соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой многоходовой винтовой цилиндрической поверхности по всей длине рабочей части, снабженной по наружному диаметру тремя и более цилиндрическими винтовыми линиями, а по внутренней поверхности тремя и более цилиндрическими винтовыми канавками по всей длине рабочей части, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, по второму варианту рабочая часть выполнена, по крайней мере, из трех и более винтовых прямоугольных полос криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи или внутри поперечного сечения рабочей части, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявляемому, что позволяет судить об изобретательском уровне предлагаемой конструкции инструмента для обработки отверстий.
Новизна заключается в том, что по первому варианту рабочая часть выполнена из трех и более скрученных в вертикальной плоскости относительно собственной оси симметрии и изогнутых по винтовым линиям на цилиндрической оправке в поперечном направлении и последовательно соединенных между собой по длине рабочей части трех и более винтовых прямоугольных полос, соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой многоходовой винтовой цилиндрической поверхности по всей длине рабочей части, снабженной по наружному диаметру тремя и более цилиндрическими винтовыми линиями, а по внутренней поверхности тремя и более цилиндрическими винтовыми канавками по всей длине рабочей части, что уменьшает силу трения и облегчает процесс сверления, расширяет технологические возможности.
Новизна заключается также в том, что изготовление инструмента по первому и второму варианту многоходовым, а именно не только с тремя и более винтовыми линиями по наружной поверхности, но и с тремя и более режущими и рассверливающими кромками, улучшает условия резания, увеличивает стойкость инструмента, расширяет технологические возможности.
Новизна обусловлена тем, что рабочая часть выполнена по второму варианту из трех и более винтовых полос криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи или внутри поперечного сечения рабочей части, что уменьшает силы трения и облегчает процесс сверления, расширяет технологические возможности.
Новизна заключается также в том, что благодаря винтовым поверхностям двоякой кривизны рабочей части по первому и второму вариантах уменьшается сила трения и облегчается процесс сверления, что расширяет технологические возможности.
Новизна усматривается в том, что барабан выполнен, по крайней мере, из трех и более прямоугольных полос, что упрощает изготовление и расширяет технологические возможности.
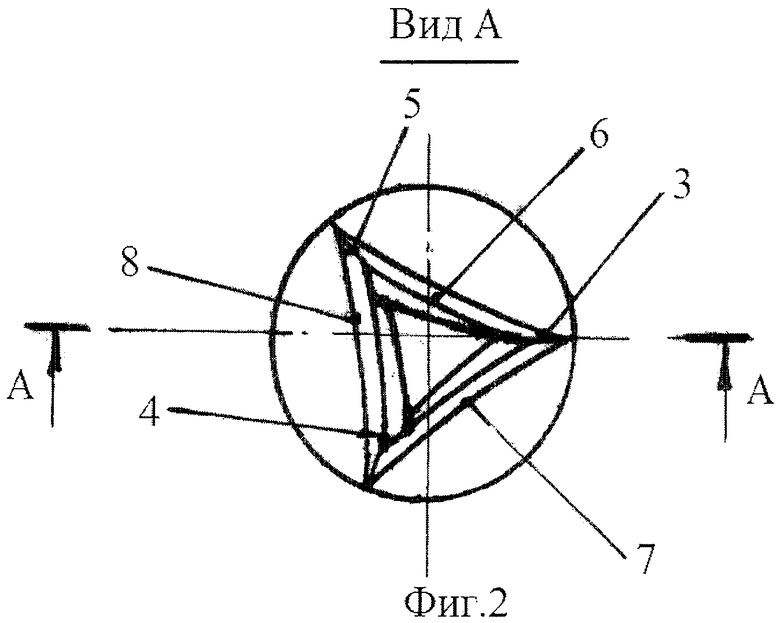
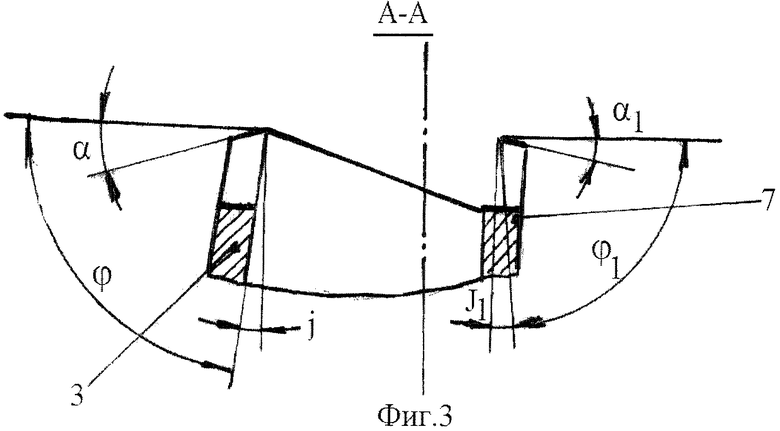
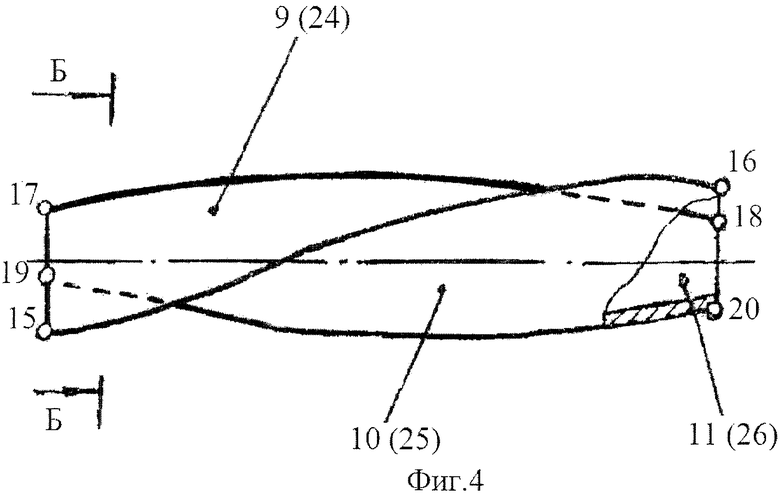
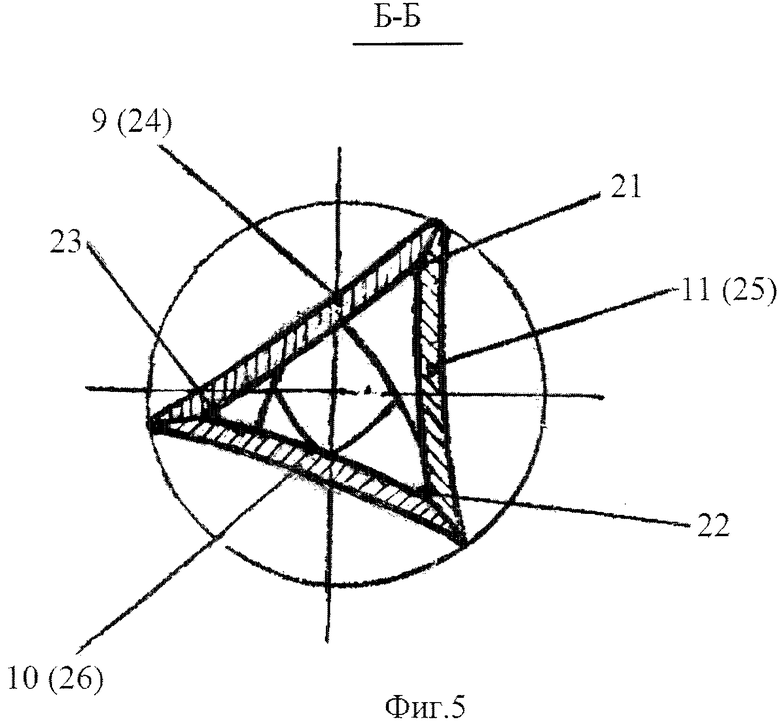
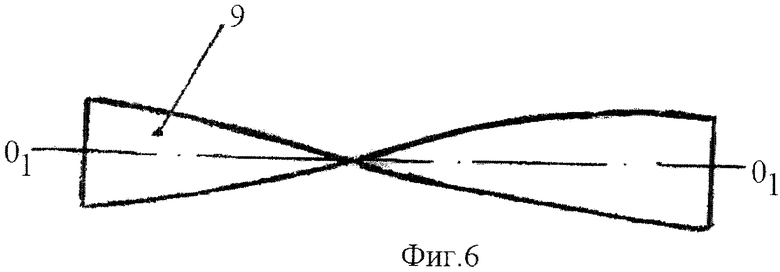
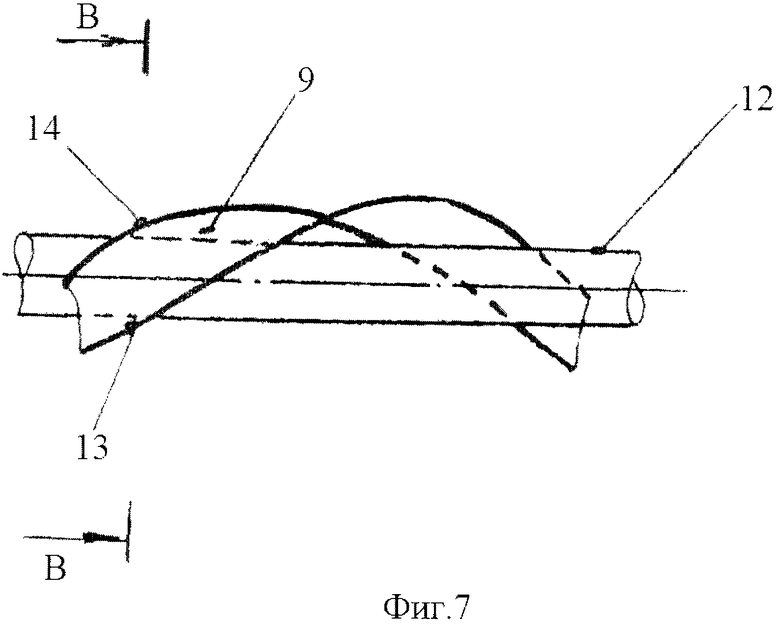
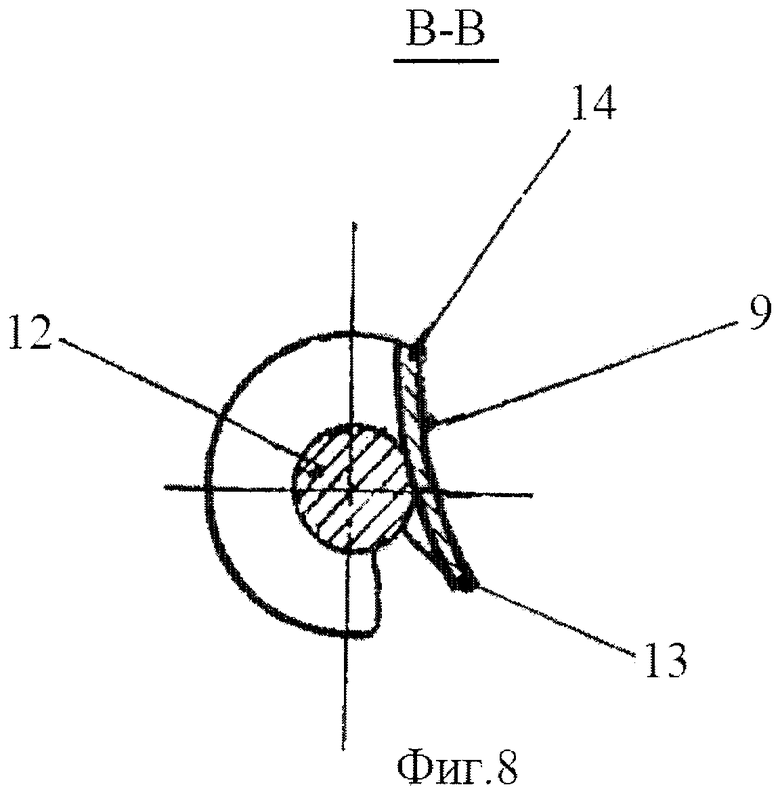
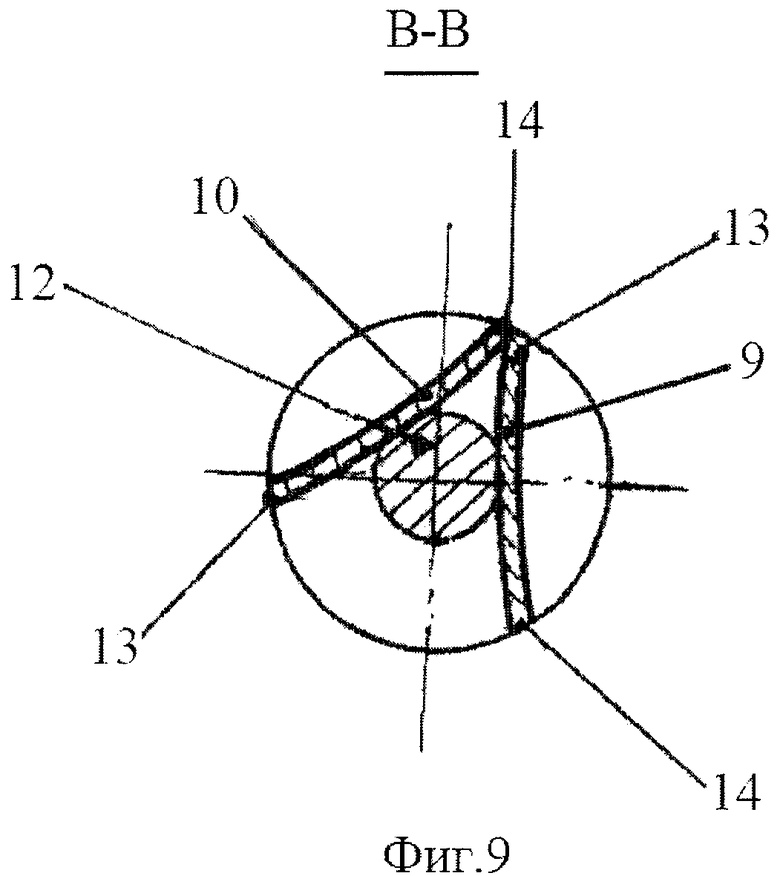
Сущность изобретения поясняется чертежами, где на фиг.1 изображен инструмент для обработки отверстий, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - сечение А-А на фиг.2; на фиг.4 - рабочая часть инструмента, общий вид; на фиг. 5 - разрез Б-Б на фиг.4; на фиг.6 - вид прямоугольной полосы после скручивания ее концов относительно горизонтальной оси O1-O1; на фиг.7 - вид полосы после скручивания ее на оправке; на фиг.8 - разрез В-В на фиг.7; на фиг.9 - разрез В-В с совмещением кромок двух полос; на фиг.10 - сечение Б-Б на фиг.4, винтовые полосы описаны кривыми вогнутой формы, у которых центры кривизны расположены вне поперечного сечения рабочей части инструмента; на фиг.11 - сечение Б-Б, винтовые полосы описаны кривыми выпуклой формы, у которых центры кривизны расположены внутри поперечного сечения рабочей части инструмента.
Инструмент для обработки отверстий состоит из рабочей части 1 и хвостовика 2 (фиг.1), который прикреплен жестко с одной торцевой стороны рабочей части. На второй торцевой стороне рабочей части 1 выполнены режущие кромки 3, 4, 5 и три рассверливающие кромки 6, 7, 8. Рассверливающие кромки 6, 7, 8 являются продолжением режущих кромок 3, 4, 5 и по мере углубления инструмента в тело детали (рассверливают) увеличивают ширину высверливаемого кольца. Наличие кромок 6, 7, 8 увеличивают длину контакта резания, что при одной и той же ширине выреза при прочих равных условиях резания повышает стойкость режущего инструмента.
Углы заточки могут быть различны в зависимости от конкретных условий обработки, например для режущих кромок 3, 4, 5 (фиг.3) передний угол J, задний угол α, угол резания φ для рассверливающих кромок 6, 7, 8 передний угол J1, задний угол α1, угол резания φ1.
Рабочая часть 1 инструмента для обработки отверстий (фиг.4, фиг.5) по первому варианту выполнена из трех и более полос, например 9, 10, 11, скрученных в продольном и в поперечном направлениях по винтовым линиям, т.е. предварительно скрученную в продольном направлении полосу относительно оси O1-O1, например 9 (фиг.6), помещают на оправку 12 (фиг.7, фиг.8) и изгибают так, чтобы кромки 13 и 14 полосы 9 свернуты были по винтовым линиям. После этого полосу 9 деформируют и снимают с оправки 12, либо фиксируют на оправке 12. Аналогичным образом обрабатывают остальные полосы 10 и 11. Далее три деформированные таким образом полосы 9, 10, 11 после совмещения, например, кромок 13 и 14 соединяют, например, сваркой. В результате по периметру рабочей части 1 (фиг.4) по наружной поверхности образуются три и более плавные винтовые линии, например три 15-16, 17-18, 19-20, и три внутренние плавные канавки 21, 22, 23 (фиг.5). На фиг.4 и фиг.5 полосы, например три, изготовленные по первому варианту, обозначены позициями 9, 10, 11, а изготовленные по второму варианту 24, 25, 26, указанные на фиг.4 и фиг.5 в скобках.
Рабочая часть 1 по второму варианту может быть изготовлена пустотелой винтовой по периметру из трех и более свернутых в вертикальной плоскости и последовательно соединенных между собой по длине рабочей части полос 24, 25, 26 криволинейной вогнутой (фиг.10) или выпуклой (фиг.11) формы относительно оси вращения рабочей части 1, описанных кривыми различного порядка и степени кривизны, например линиями второго порядка кривизны:
- эллипсом х2/а 2+у2/b2=1;
- параболой у2=2*р*х;
- гиперболой у=к/х;
линиями третьего порядка кривизны и выше:
- Декартов лист х3+у3-3*а*х*у=0;
- локон Аньези у=а 3*(α2+х2);
- строфоида у3=х2(а+х)/(а-х);
- улитка Паскаля (х2+у2-2R*x)2-а 2*(x2+у2)=0 и т.д.
и линиями n-го порядка кривизны - полиномами.
Линии соединения свернутых в винт полос образуют ясно выраженную многоходовую, например трехходовую и более, винтовую рабочую часть 1.
Предлагаемая конструкция инструмента для обработки отверстий может быть применена не только для сверл глубокого сверления, но и вскрытия отверстий в плитах из неметаллических материалов, например из стеклотекстолита. Образующая при сверлении стружка поступает в отверстие внутреннего канала. При сверлении глубоких отверстий во внутреннюю полость сверла может подаваться охлаждающая жидкость.
Технико-экономические преимущества возникают за счет создания внутри и наружи рабочей части многоходовых (три и более) криволинейных винтовых поверхностей двоякой кривизны и трех и более винтовых канавок, уменьшающих силы резания и облегчающих процесс сверления, а также за счет упрощения изготовления инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ВСКРЫТИЯ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ (ВАРИАНТЫ) | 2009 |
|
RU2449864C2 |
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| ВИНТОВАЯ СВАЯ | 2013 |
|
RU2536547C1 |
| АГРЕГАТ ДЛЯ РЕЗКИ СОЛОМЫ И РАЗНОТРАВЬЯ | 2016 |
|
RU2626634C1 |
| БЕТОНОСМЕСИТЕЛЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2012 |
|
RU2516629C1 |
| Устройство для получения кормовых гранул из стебельчатой массы | 2016 |
|
RU2636478C1 |
| СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ДИСПЕРСНЫХ ЧАСТИЦ ОТ ГАЗА | 2012 |
|
RU2521027C1 |
| ПЕЧЬ ВРАЩАЮЩАЯСЯ ДЛЯ ПРИГОТОВЛЕНИЯ ЦЕМЕНТНОГО КЛИНКЕРА | 2013 |
|
RU2536318C1 |
| Аппарат теплообменный | 2016 |
|
RU2614304C1 |
| СТАНОК ДЛЯ ХИМИКО-ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2519398C1 |
Инструмент состоит из хвостовика и прикрепленной к нему рабочей части, содержащей канавки для отвода стружки, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях. По первому варианту рабочая часть выполнена из трех и более скрученных в вертикальной плоскости относительно собственной оси симметрии и изогнутых по винтовым линиям на цилиндрической оправке в поперечном направлении и последовательно соединенных между собой по всей длине рабочей части трех и более винтовых прямоугольных полос, соединенных друг с другом по периметру рабочей части своими боковыми сторонами. По второму варианту рабочая часть выполнена по крайней мере из трех и более винтовых прямоугольных полос криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части. Технический результат: расширение технологических возможностей. 2 н.п. ф-лы, 11 ил.
1. Инструмент для обработки отверстий, состоящий из хвостовика и прикрепленной к нему рабочей части, содержащей канавки для отвода стружки, отличающийся тем, что рабочая часть выполнена из трех и более скрученных в вертикальной плоскости относительно собственной оси симметрии и изогнутых по винтовым линиям на цилиндрической оправке в поперечном направлении и последовательно соединенных между собой по всей длине рабочей части трех и более винтовых прямоугольных полос, соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой многоходовой винтовой цилиндрической поверхности, снабженной по наружному диаметру тремя и более цилиндрическими винтовыми линиями, а по внутренней поверхности тремя и более цилиндрическими винтовыми канавками по всей длине рабочей части, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях.
2. Инструмент для обработки отверстий, состоящий из хвостовика и прикрепленной к нему рабочей части, содержащей канавки для отвода стружки, отличающийся тем, что рабочая часть выполнена по крайней мере из трех и более винтовых прямоугольных полос криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях.
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| Способ изготовления спиралей шнеков | 1975 |
|
SU671899A1 |
| Сверло | 1977 |
|
SU729006A1 |
| Винт винтового конвейера и способ его изготовления | 1989 |
|
SU1703584A1 |
| ВИНТОВАЯ СВАЯ | 1999 |
|
RU2172373C2 |
| Прибор для демонстрации гироскопических явлений | 1984 |
|
SU1251156A1 |

