Область техники, к которой относится изобретение
Настоящее изобретение относится к сверлу, выполненному из керамического материала. Оно находит применение, в частности, в авиации для высокоскоростного сверления высокотвердых материалов, таких как жаропрочные материалы и, в частности, суперсплавов на основе никеля и кобальта, например Inconel 718, которые используются, в частности, для изготовления фланцевых деталей в авиационных конструкциях.
Уровень техники
В настоящее время все шире используется керамика для изготовления режущих инструментов в связи с ее высокой твердостью и способностью выдерживать высокие температуры. Как правило, известные керамические режущие инструменты, которые способны обеспечивать осуществление высокоскоростной механической обработки высокотвердых материалов, такие как описанные в документе ЕР-В1-0477093, представляют собой фрезы и токарные резцы. К сожалению, напряжения, которые могут воздействовать на сверло (связанные с глубиной сверления, удалением стружки, интенсивностью и направлением сил резания) в ходе операции сверления, превышают напряжения, которые могли бы воздействовать на токарный резец или на фрезу в ходе фрезеровочной работы. Эти напряжения затрудняют применение керамических сверл для сверления с очень высокими скоростями материалов повышенной твердости.
В каталогах многих производителей предлагается широкий спектр керамических сверл. Одно из таких сверл описано в патенте US-A-5641251. Хотя эти сверла обеспечивают получение улучшенных характеристик по сравнению с обычными сверлами, выполненными из быстрорежущей стали или из карбида вольфрама, варианты их использования ограничены и они не обеспечивают возможности сверления с очень высокой скоростью таких твердых материалов, как суперсплавы. Из-за низкой вязкости керамических материалов керамические сверла обладают более низким пределом прочности при кручении и сопротивлением сжатию, чем металлические сверла, например, выполненные из карбида вольфрама, и с такими механическими характеристиками металлокерамические сверла демонстрируют хрупкость при сверлении твердых материалов или при высоких скоростях подачи, или при высоких скоростях резания. Была проделана большая работа по улучшению механических характеристик материалов на керамической основе. В частности, в патенте US-A-4789277 описаны керамические материалы, в которые внесены волокна (или нитевидные кристаллы) карбида кремния (SiC) для улучшения их механических характеристик. Кроме того, известно и рекомендуется, чтобы режущие кромки сверл всегда выполняли с нулевым или отрицательными углами для защиты режущих кромок от износа и увеличения таким образом срока службы керамического сверла.
Использование таких сверл все же ограничено в отношении материалов и скоростей резания и подачи сверл. В случаях, когда просверливаемые материалы имеют твердость жаропрочных материалов, таких как суперсплавы на основе, например, никеля или кобальта (имеющие число твердости по Виккерсу, составляющее около 440), и при высоких скоростях резания и подачи, например, когда при скорости резания, превышающей около 400 метров в минуту (м/мин) и при скорости подачи, превышающей 0,04 мм за оборот, скручивающее усилие и усилие осевого сжатия, которые генерируются и воздействуют на сверла, известные из уровня техники, достигают значений, неизбежно приводящих к разрушению сверл. Кроме того, силы резания, прилагаемые такими сверлами к обрабатываемым деталям, и трение между радиально-внешними поверхностями сверл и внутренними цилиндрическими поверхностями просверливаемых отверстий приводит к возникновению термических напряжений в сверлах и просверливаемых обрабатываемых деталях, которые приводят к ускоренной порче сверл и деформации обрабатываемой детали при попытках сверлить твердые материалы с высокой скоростью.
Кроме того, с увеличением глубины просверливаемого отверстия скручивающие усилия, воздействующие на керамические сверла, становятся все больше, в первую очередь, из-за нарастающего увеличения площади внешней поверхности сверла, трущейся о внутреннюю цилиндрическую поверхность просверливаемого отверстия, и, во вторую очередь, из-за того, что при сверлении с высокими скоростями керамические сверла из известного уровня техники не способны эффективно извлекать большое количество стружки, что приводит к явлению забивания сверла и, вследствие этого к увеличению скручивающих усилий, прилагаемых к сверлу, и к увеличению риска его разрушения. Эти недостатки обычно делают невозможным сверление с высокой скоростью до глубины, которая превышает диаметр сверла.
Раскрытие изобретения
Задачей изобретения является устранение указанных выше недостатков и разработка технического решения, которое отличалось бы простотой и невысокой стоимостью и позволяло улучшить характеристики керамических сверл, и обеспечивало возможность сверления твердых материалов с очень высокой скоростью.
Для решения этой задачи предложено керамическое сверло, содержащее:
- цилиндрический хвостовик; и
- рабочую часть, проходящую в осевом направлении соосно с хвостовиком и имеющую свободный конец, формирующий режущую оконечность сверла, причем рабочая часть имеет форму усеченного конуса, большее основание которого расположено вблизи режущей оконечности сверла,
причем режущая оконечность содержит две главные режущие кромки и центральную кромку, расположенную между двумя главными режущими кромками, при этом рабочая часть содержит два режущих зуба и две канавки, проходящие, чередуясь друг с другом, вокруг оси вращения сверла, режущие зубья и канавки проходят от режущей оконечности к хвостовику, каждый режущий зуб имеет ленточку, и каждая канавка имеет основную переднюю поверхность, примыкающую к ленточке и к главной режущей кромке, по меньшей мере, рабочая часть сверла выполнена из керамического материала, при этом
- передний угол сверла является положительным;
- задняя поверхность сверла проходит от каждой главной режущей кромки под задним углом, составляющим приблизительно от 4° до 10° относительно плоскости, перпендикулярной оси вращения сверла; и
- два выреза, формирующие две вторичные передние поверхности, проходят от центральной кромки сверла под положительными передними углами, составляющими приблизительно от 1° до 7° относительно оси вращения сверла.
В варианте осуществления изобретения режущие зубья и канавки завиты по спирали вокруг оси вращения сверла под углом наклона винтовой линии, составляющим приблизительно от 20° до 30°, и предпочтительно приблизительно от 20° до 25° относительно оси сверла.
В другом варианте осуществления изобретения угол конусности рабочей части составляет приблизительно от 1° до 5° и предпочтительно приблизительно от 2° до 4°.
В другом варианте осуществления изобретения ширина каждой ленточки составляет менее одной десятой и предпочтительно равна или меньше одной двадцатой части внешнего диаметра рабочей части.
Комбинация размерных и геометрических характеристик сверла, соответствующего изобретению, дает несколько преимуществ.
Одно из этих преимуществ состоит в существенном уменьшении скручивающих усилий и усилий сжатия, прилагаемых к сверлу, что предотвращает его разрушение или срезание при сверлении с высокой скоростью высокотвердых материалов, таких как суперсплавы, основанные на никеле и кобальте. Для уменьшения скручивающих усилий без снижения прочностных характеристик сверла используют разные решения, одно из которых относится к ограничению ширины фасок для уменьшения фрикционного момента между сверлом и цилиндрической стенкой просверливаемого отверстия. Конусность рабочей части сверла, составляющая приблизительно от 1° до 3°, также способствует уменьшению фрикционного момента между сверлом и стенкой просверливаемого отверстия, при этом ленточки входят в контакт с внутренней цилиндрической стенкой просверливаемого отверстия только вблизи режущей оконечности сверла. В противоположность практике изготовления керамических сверл известного уровня техники передние углы сверла согласно изобретению являются положительными и составляют приблизительно от 4° до 10° относительно оси сверла, благодаря чему уменьшены силы резания и, следовательно, уменьшены скручивающие усилия, воздействующие на сверло. Согласно известному уровню техники передние углы являются нулевыми или даже отрицательными для уменьшения износа режущих кромок. Уменьшение сил резания и трения между сверлом и стенками просверливаемого отверстия также дает возможность уменьшения тепловой энергии, генерируемой при сверлении, что позволяет осуществлять сверление очень твердых материалов с высокой скоростью без повреждения сверла или обрабатываемой детали.
Усилия сжатия, которые воздействуют на сверло при сверлении, уменьшены благодаря двум вырезам, сформированным начиная от центральной кромки металлокерамического сверла. Обычные центральные кромки металлокерамических сверл не имеют переднего угла и, следовательно, они оказывают существенное противодействие осевому перемещению сверла. Наличие вырезов позволяет модифицировать центральную кромку таким образом, что она становится режущей кромкой, имеющей два положительных передних угла, составляющих приблизительно от 1° до 7° относительно оси сверла.
Согласно изобретению и для снижения риска разрушения или срезания сверла режущие зубья и канавки имеют спиральную конфигурацию, позволяющую сверлу лучше выдерживать скручивающие усилия, которые на него воздействуют, без ухудшения других его прочностных характеристик. Спиральная конфигурация канавок, имеющих угол наклона винтовой линии, составляющий менее 25°, позволяет обеспечивать хорошее удаление стружки независимо от скорости резания и при глубинах сверления, которые могут превышать внешний диаметр сверла.
В противоположность тому, чего можно было бы ожидать, термические напряжения и порча материала на краю отверстия остаются незначительными и ограничены глубиной в несколько сотен микрометров (мкм). Производимая стружка приобретает красный цвет, когда она выходит из отверстия, что означает, что ее температура составляет около 1000°С. Можно заключить, что энергия, производимая в ходе высокоскоростного сверления, большей частью переходит в стружку и извлекается стружкой. В большинстве случаев просверленные обрабатываемые детали оставляют неотделанными. В отличие от этого в отношении обрабатываемых деталей, которые подвергаются воздействию сильных напряжений, таких как роторы турбореактивных двигателей, отверстия, выполненные в процессе сверления, впоследствии подвергают завершающей отделке обычными средствами. В любом случае высокоскоростное сверление с использованием сверла, соответствующего изобретению, приносит выгоду.
Согласно другим отличительным признакам изобретения угол наклона винтовой линии канавок и режущих зубьев предпочтительно составляет приблизительно от 20° до 25°, при этом рабочая часть сверла имеет угол конусности, равный приблизительно 1°, каждая ленточка имеет ширину, составляющую меньше приблизительно одной двадцатой части внешнего диаметра сверла, задняя поверхность проходит от каждой режущей кромки под углом менее 12° относительно плоскости, перпендикулярной оси сверла, причем указанный угол предпочтительно составляет менее 8°, при этом может быть также сформирована подрезанная поверхность, проходящая в линию с каждой задней поверхностью. Каждая режущая кромка сверла и передняя кромка каждой ленточки, формирующая пересечение каждой ленточки и основной передней поверхности, закруглена с радиусом, составляющим приблизительно от 2 мкм до 40 мкм. Углы режущих кромок также могут быть скошены приблизительно на 0,5 миллиметра (мм) под углом около 20° относительно оси сверла. Эти дополнительные признаки служат для уменьшения скручивающего усилия и усилия сжатия, воздействующих на керамическое сверло. Они также служат для уменьшения количества энергии, производимой при сверлении с высокой скоростью, а также для улучшения рассеяния указанной энергии при помощи стружки.
Согласно другому предпочтительному признаку угол при вершине сверла, соответствующий углу, сформированному между двумя главными режущими кромками, составляет приблизительно от 140° до 155°. Этот признак обеспечивает самоцентрирование сверла и, следовательно, устраняет необходимость в операции разметки для центрирования сверла.
Согласно другим признакам сверла соответствующего изобретению:
- каждая ленточка имеет ширину, составляющую от 0,2 мм до 0,8 мм, и предпочтительно от 0,4 мм до 0,8 мм;
- хвостовик и рабочая часть сверла выполнены из керамического материала;
- керамический материал выбран на основе окиси алюминия, двуокиси циркония, нитрида кремния или смеси керамических материалов;
- керамический материал армирован волокнами карбида кремния (SiC); и
сверло приспособлено для сверления жаропрочных материалов, например, таких как авиационные материалы на основе никеля или кобальта, и, возможно, в частности, на основе Inconel 718, имеющего число твердости по Виккерсу, составляющее около 440.
Задача решается также способом сверления при помощи керамического сверла типа, описанного выше, согласно которому для высокоскоростного сверления жаропрочных авиационных материалов на основе кобальта и никеля окружная скорость резания сверла составляет приблизительно от 400 м/мин до 1000 м/мин, и скорость подачи сверла составляет от 0,04 до 0,1 миллиметра за оборот. Эти диапазоны определяют условия, в которых можно использовать керамическое сверло, соответствующее изобретению, без риска ускоренного износа или разрушения сверла, и которые делают возможным хорошее удаление стружки и обеспечивают хорошее рассеяние тепла при помощи стружки. Для получения оптимальных условий использования окружная скорость резания сверла составляет приблизительно от 400 м/мин до 600 м/мин.
Согласно другим признакам способа соответствующего изобретению, сверление осуществляют всухую, без использования смазки, и оно не требует предварительной операции разметки для центрирования дрели. Использование смазки при сверлении сверлом, соответствующим изобретению, не рекомендуется, поскольку она ухудшает характеристики сверла в отношении параметров резания и срока службы.
В зависимости от требуемого конечного состояния поверхности, для получения завершенного отверстия может быть достаточно выполнить одну операцию сверления без выполнения операции предварительной разметки и без выполнения последующей операции отделки. Поскольку скорость сверления высока и поскольку количество операций при сверлении уменьшено, сверло, соответствующее изобретению, позволяет существенно уменьшить время, требуемое для сверления высокотвердых материалов. По сравнению со сверлами, известными из уровня техники, которые не позволяют выполнять сверление высокотвердых материалов с такими высокими скоростями, длительность операции сверления сверлом согласно изобретению сокращается, по меньшей мере, в 5 раз.
Согласно другим признакам изобретения способ применим для сверления жаропрочных материалов, в частности авиационных материалов на основе никеля или кобальта, и, возможно, на основе материала Inconel 718, имеющего число твердости по Виккерсу, составляющее около 440, и сверление составляет операцию черновой обработки.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на сопровождающие фигуры чертежей, в числе которых:
Фиг.1 представляет схематический вид сбоку сверла, соответствующего изобретению;
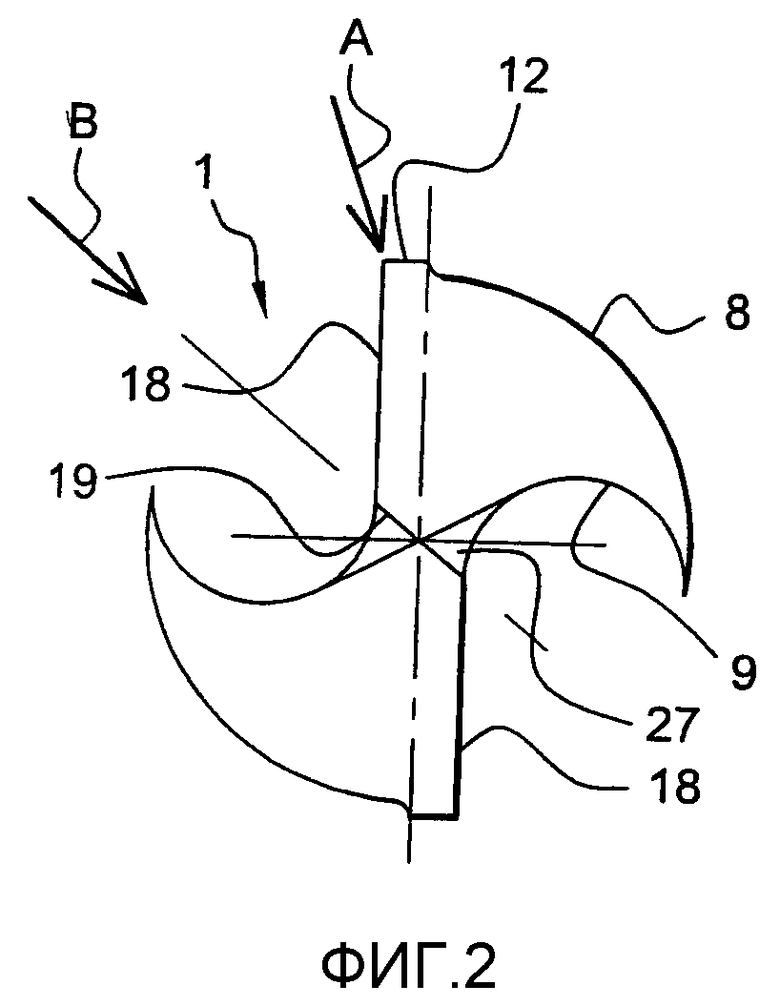
Фиг.2 - схематический вид переднего конца сверла, показанного на фиг.1;
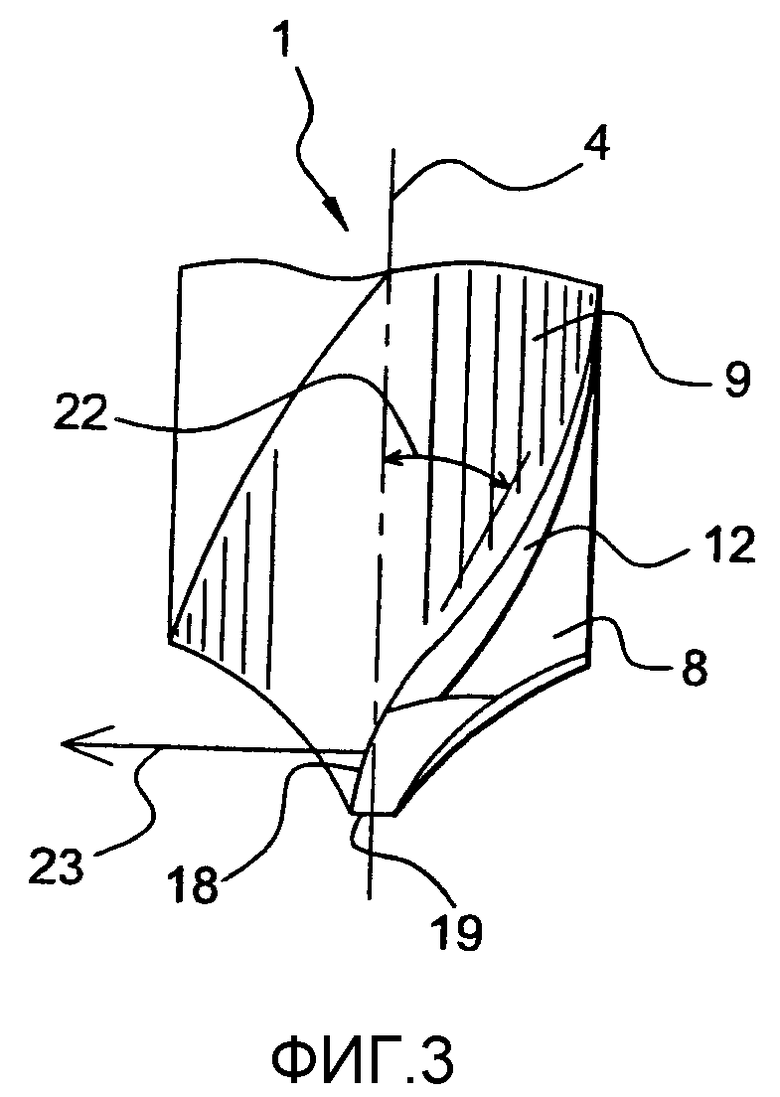
Фиг.3 - вид сбоку части сверла, показанного на фиг.1, видимой по направлению А на фиг.2; и
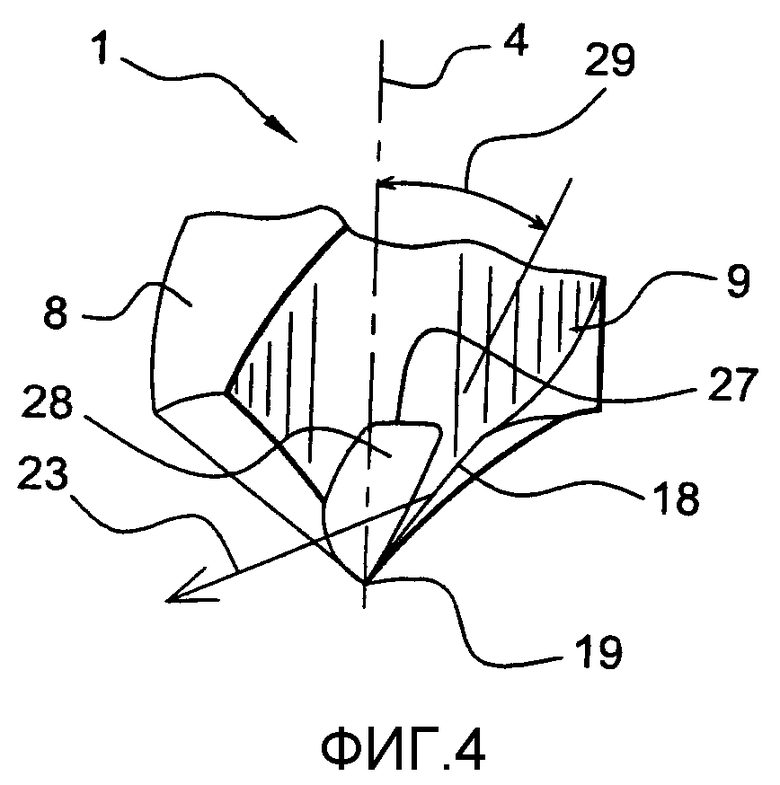
Фиг.4 - вид сбоку части сверла, показанного на фиг.1, видимой по направлению В на фиг.2.
Осуществление изобретения
В качестве примера на фиг.1-4 показано цельное керамическое сверло для высокоскоростного сверления материалов очень высокой прочности, таких как жаропрочные авиационные материалы, выполненные из суперсплавов и, в частности, из Inconel 718.
Это керамическое сверло 1 содержит (фиг.1) цилиндрический хвостовик 2 и рабочую часть 3, проходящую от хвостовика вдоль оси 4 сверла. Хвостовик включает в себя кольцевую выточку 5 для захвата зажимным патроном механического станка (не показан). Свободный конец 6 ориентированного вдоль оси цилиндрического хвостовика заканчивается фаской 7 для облегчения вставки хвостовика в зажимный патрон механического станка.
Рабочая часть 3 сверла 1 содержит два режущих зуба 8 и две канавки 9, проходящие, чередуясь друг с другом, вокруг оси 4 от осевого конца 10 сверла 1, который удален от хвостовика 2 и назван режущей оконечностью сверла. Режущие зубья 8 и канавки 9 завиваются по спирали вокруг оси 4 под углом 11 наклона винтовой линии, который меньше или равен приблизительно 25°.
Каждый режущий зуб 8 содержит ленточку 12 для скольжения по внутренней стенке просверливаемого отверстия и заднюю поверхность 13, которые имеют спиральную конфигурацию. Согласно изобретению каждая ленточка 12 имеет ширину 14, которая меньше или равна приблизительно одной десятой диаметра 15 рабочей части 3 сверла 1. Каждая канавка 9 имеет основную режущую поверхность 16, примыкающую к ленточке 12. Пересечение между ленточкой 12 и основной режущей поверхностью 16 формирует кромку, называемую передней кромкой 17 ленточки 12.
Каждая ленточка 12 продолжается вблизи режущей оконечности 10 сверла 1 главной режущей кромкой 18. Две главные режущие кромки разделены центральной кромкой 19. Угол 20 при вершине, сформированный между двумя главными режущими кромками, составляет приблизительно от 140° до 155°. Каждая главная режущая кромка 18 сформирована пересечением основной передней поверхности 16 канавки 9 и задней поверхности 21 под углом, составляющим меньше приблизительно 10° относительно плоскости, перпендикулярной оси 4 сверла. Каждая задняя поверхность 21 проходит от главной режущей кромки 18 под задним углом, составляющим приблизительно от 4° до 10°, и предпочтительно приблизительно от 6° до 8° относительно плоскости, перпендикулярной оси 4 сверла 1. Положительный или отрицательный угол определяется ориентацией передней поверхности 16 относительно направления 23 резания: когда передняя поверхность отклоняется от режущей кромки в направлении 23 резания, передний угол является отрицательным, и, наоборот, когда передняя поверхность 16 отклоняется от режущей кромки в направлении, противоположном направлению 23 резания, передний угол 22 является положительным.
Каждый угол 24 сверла, образованный пересечением между главной режущей кромкой 18 и передней кромкой 17 ленточки 12, включает в себя скос 25 на приблизительно 0,5 мм и приблизительно под углом 20° относительно оси 4 сверла.
Рабочая часть 3 сверла 1 имеет общую внешнюю конфигурацию в форме усеченного конуса. Большее основание усеченного конуса находится вблизи режущей оконечности 10, и угол 26 конусности рабочей части 3 составляет приблизительно от 1° до 3°.
Две вторичные передние поверхности 28, сформированные двумя вырезами 27 (фиг.1, 2 и 4), проходят от центральной кромки 19 сверла под положительным передним углом 29 (фиг.4), составляющим приблизительно от 1° до 7° относительно оси 4 сверла. Таким образом, центральная кромка 19 согласно изобретению включает в себя две вторичные режущие кромки.
Главная и вторичная режущие кромки 18 и 19 сверла 1 и передняя кромка 17 каждой ленточки 12 имеют закругления с радиусом, составляющим от 2 мкм до 40 мкм.
Керамический материал, составляющий цельное сверло 1, выполнен на основе окиси алюминия, армированной волокнами карбида кремния (SiC).
В варианте выполнения сверла согласно изобретению керамический материал может быть выполнен на основе двуокиси циркония, на основе нитрида кремния или смеси керамических материалов, представляющих двуокись циркония и нитрид кремния, возможно, армированной волокнами карбида кремния.
В другом варианте осуществления изобретения рабочая часть 3 и хвостовик 2 сверла 1 представляют собой два элемента, которые выполнены отдельно из разных материалов и соединены друг с другом, например, пайкой твердым припоем. Рабочую часть 3 сверла в этом случае выполняют из керамического материала, тогда как хвостовик 1 сверла выполняют из материала, имеющего большую прочность, чем керамический материал, чтобы он лучше выдерживал усилия, воздействующие на сверло 1. Например, материалом для выполнения хвостовика 2 сверла 1 может быть карбид вольфрама.
Для улучшения характеристик сверла 1, соответствующего настоящему изобретению, угол 11 наклона винтовой линии предпочтительно составляет приблизительно от 20° до 25°, рабочая часть 3 имеет угол 26 конусности, равный приблизительно 1°, каждая ленточка 12 имеет ширину 14, которая меньше около одной двадцатой части внешнего диаметра 15 рабочей части 3, каждая задняя поверхность 21 имеет угол, составляющий около 8° относительно плоскости, перпендикулярной оси 4 сверла 1, и каждая задняя поверхность 21 может быть также продолжена подрезанной поверхностью 30.
В варианте выполнения сверла 1, соответствующем изобретению, ширина 14 каждой ленточки 12 приблизительно равна 0,5 мм.
Керамическое сверло 1, соответствующее изобретению, особенно хорошо адаптировано для сверления жаропрочных материалов, таких как жаропрочные авиационные материалы на основе никеля или кобальта и в целом названные "суперсплавами". Например, можно сверлить с очень высокой скоростью Inconel 718, имеющий число твердости по Виккерсу, составляющее около 440. Согласно изобретению окружная скорость резания сверла составляет приблизительно от 400 м/мин до 1000 м/мин, и скорость подачи составляет приблизительно от 0,04 до 0,1 миллиметра за оборот при сверлении таких твердых материалов, как Inconel 718, что делает возможным существенное уменьшение напряжений, воздействующих на сверло 1 как термически, так и механически в форме скручивающих усилий и усилий сжатия. При этих скоростях термические напряжения снижаются посредством рассеяния тепла при помощи стружки, которая быстро переносит эту тепловую энергию наружу из просверливаемого отверстия. Для получения оптимальных условий использования окружная скорость резания сверла должна составлять приблизительно от 400 м/мин до 600 м/мин. Использование сверла вне рекомендованного диапазона скоростей приводит к ускоренному износу сверла.
Согласно другому признаку изобретения сверление выполняют всухую, без смазки и оно представляет собой операцию черновой обработки, которая не требует какой-либо предварительной операции разметки для центрирования сверла.
В зависимости от требуемого конечного состояния поверхности, для выполнения завершенного отверстия может быть достаточной одна операция сверления без какой-либо предварительной операции разметки и без какой-либо последующей операции отделки.
Сверло содержит цилиндрический хвостовик и рабочую часть, содержащую две главные режущие кромки и поперечную кромку, два режущих зуба и две канавки, проходящие, чередуясь друг с другом, вокруг оси вращения сверла, каждый режущий зуб имеет ленточку и каждая канавка содержит основную переднюю поверхность, примыкающую к ленточке и к главной режущей кромке. По меньшей мере рабочая часть сверла выполнена из керамического материала, при этом передний угол сверла выполнен положительным. Задняя поверхность сверла проходит от каждой главной режущей кромки под задним углом, составляющим приблизительно от 4° до 10° относительно плоскости, перпендикулярной оси вращения сверла. Два выреза, формирующие две вторичные передние поверхности сверла, проходят от поперечной кромки под положительными передними углами, составляющими приблизительно от 1° до 7° относительно оси вращения сверла. Технический результат: повышение прочности сверла и производительности обработки. 2 н. и 21 з.п. ф-лы, 4 ил.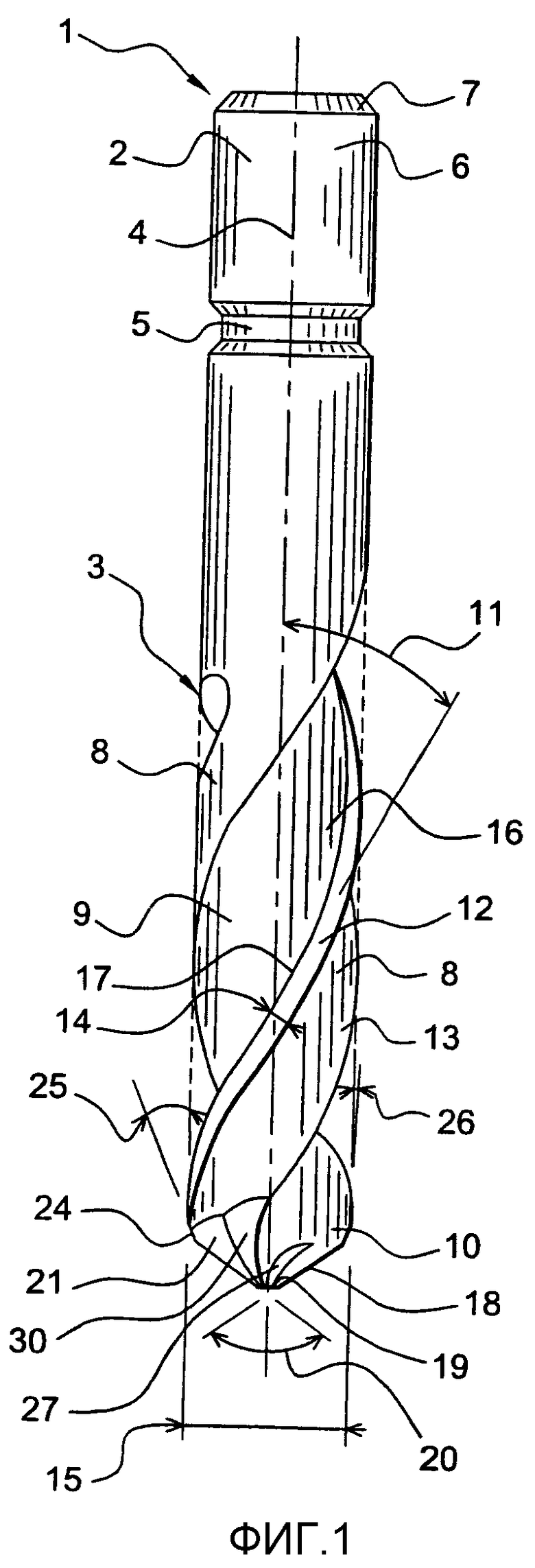
| US 5641251 А, 24.06.1997 | |||
| Двухперовое спиральное сверло | 1940 |
|
SU62214A1 |
| Сверло спиральное | 1972 |
|
SU512007A1 |
| Сверло | 1990 |
|
SU1808507A1 |
| РОДИН П.Р | |||
| Металлорежущие инструменты | |||
| - Киев: Вища школа, 1974, с.57, 95, 102, 104 | |||
| Справочник инструментальщика./Ред | |||
| И.А | |||
| Ординарцев | |||
| - Л.: Машиностроение, 1987, с.126, 147, 148, табл.4.20. | |||

