Изобретение относится к обработке металлов резанием, в частности к сверлильным устройствам для обработки глубоких отверстий.
Известно устройство для сверления глубоких отверстий с червячным приводом подачи пиноли, несущей инструментальный, шпиндель, включающим муфту и кулачок с поводком, связанным с пинолью 1.
Недостатком известного устройства является его низкая производительность изза создания неравномерного усилия на сверле во время обработки, а также несвоевременности вывода сверла из отверстия для удаления стружки, что приводит к поломке сверла.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что устройство для сверления глубоких отверстий с червячным приводом подачи пиноли, несущей инструментальный шпиндель, включающим муфту и кулачок с поводком, связанным с пинолью, снабжено размещенной на пиноли подпружиненной втулкой, установленными в муфте с возможностью взаимодействия с упомянутой втулкой подпружиненными резьбовыми сухарями и обхватывающим муфту кронштейном с пальцами, на которых выполнена коническая поверхность, причем муфта дополнительно снабжена пальцами с конической поверхностью для взаимодействия с соответствующими коническими поверхностями пальцев кронштейна.
Кроме того, устройство дополнительно снабжено связанным с червячным колесом ходовым винтом, расположенным с возможностью взаимодействия с поводком, и профильным вкладышем, установленным с возможностью перемещения вдоль оси винта и взаимодействующим с ним.
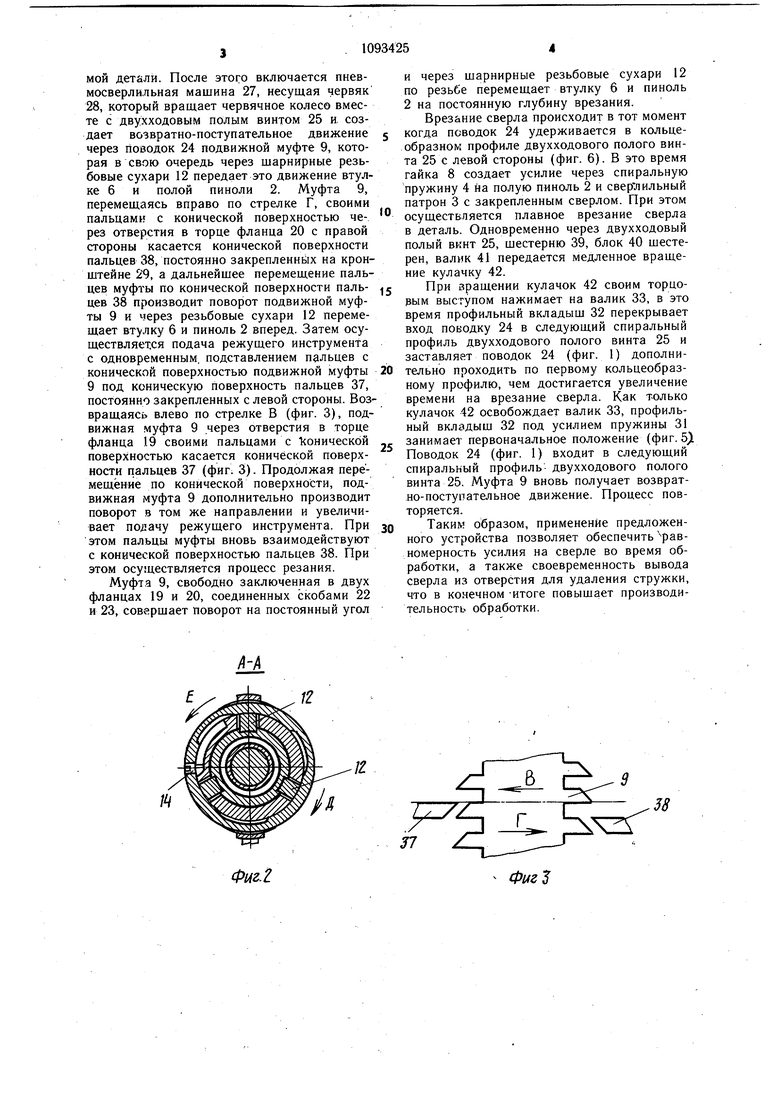
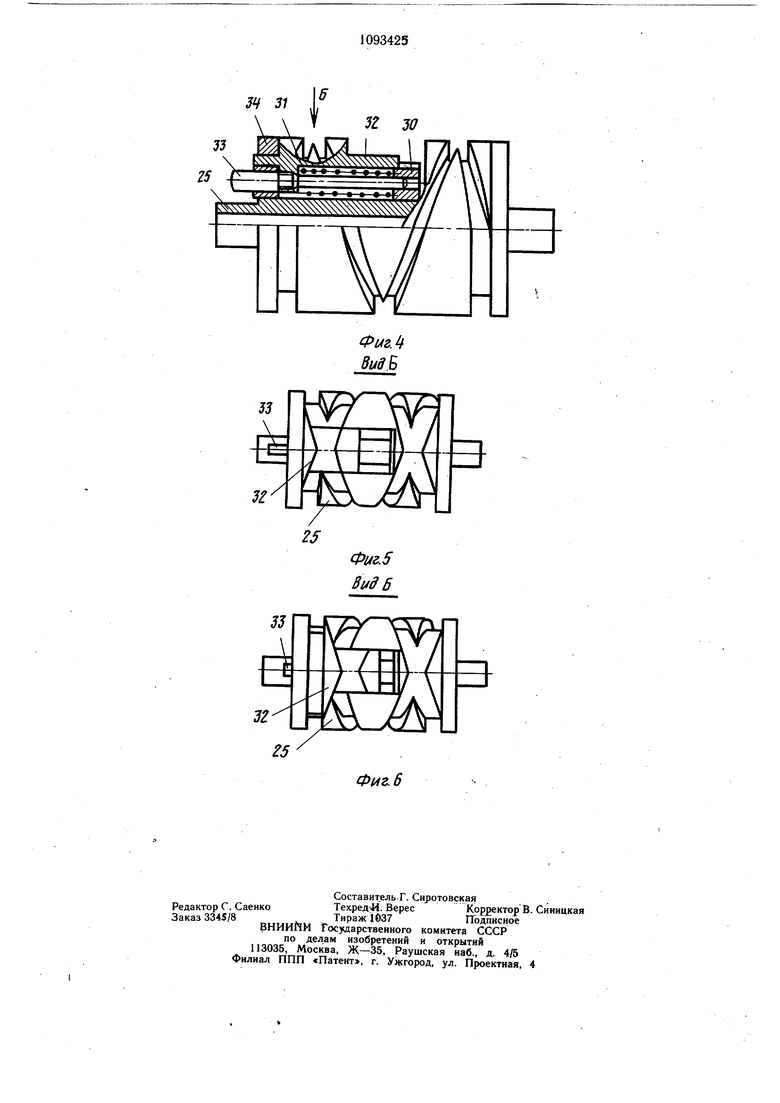
На фиг. -1 представлено устройство для сверления глубоких отверстий, разрез; на .фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - муфта с пальцами, развертка; на фиг. 4 - схема ходового винта с профильным вкладыщем; на фиг. 5 - вид Б на фиг. 4 (при возможности возвратно-поступательного перемещения поводка); на фиг. 6 - то же при удержании поводка в кольцеообразном профиле ходового винта.
Устройство содержит коническую оправку 1, несущую свободно перемещающуюся вдоль оси полую пиноль 2, снабженную с одной стороны сверлильным патроном 3, а с другой - спиральной пружиной 4. Пиноль удерживается от осевого поворота через паз фиксатором 5, закрепленным в конце цилиндрической направляющей конической оправки 1.
Полая пиноль 2 несет свободно перемешающуюся вдоль оси втулку 6, снабженную с одной стороны пазом, через который проходит фиксатрр 7, закрепленный в полой
пиноли 2 и удерживающий ее от осевого поворота и одновременно ограничивающий продольное перемещение. С другой стороны пиноль несет полую круглую гайку 8.
Внешний диаметр втулки 6 снабжен резьбой, по которой свободно перемещается подвижная муфта 9, несущая на осях 10 подпружиненные пружиной 11 щарнирные резьбовые сухари 12, зацепление которых с втулкой 6 осуществляется поворотом вокруг оси кольца 13 с ограничителем 14 (фиг. 2), плотно установленным между двумя ограничительными втулками 15 и 16 (фиг. 1), закрепленными, винтами 17 и 18 на подвижной муфте 9.
Подвижная муфта 9 снабжена с обеих сторон расположенными по окружности пальцами с конической поверхностью с одной стороны каждого пальца, а своими шейками с двух сторон свободно входит во фланцы 19 и 20, соединенные винтами 21, верхней 22 и нижней 23 скобами.
В отверстие нижней скобы 23 свободно вставлен поводок 24, плоскость которого входит в профиль двухходового полого винта 25, снабженного с одной стороны червячным колесом 26, установленным вместе с пневмосверлильной машиной 27, несущей червяк 28 на кронщтейне 29, закрепленном. на конической оправке 1, а с другой стороны (фиг. 4) - перемещающимся в продольном положении по направляющим 30, подпружиненным пружиной 31 профильным вкладышем 32, соединенным с валиком 33 и удерживаемым кольцом 34.
На кронщтейне 29 с двух сюрон закреплены винтами 35 и 36 пальцы 37 и 38 с конической поверхностью, а с его обратной стороны на двухходовом полом винте 25 закреплена шестерня 39, передающая через блок 40 шестерен вращение валику 41 с закрепленным на нем кулачком 42.
Устройство работает следующим образом.
Коническая оправка 1 своим коническим хвостовиком вставляется в пиноль задней бабки токарного станка, после чего поворотом кольца 13 по стрелке Д до упора ограничителя 14 шарнирные резьбовые сухари 12 выводятся из зацепления с наружной резьбой втулки6 и перемещаются в крайнее левое положение до соприкосновения буртика втулки 6 с торцом подвижной муфты 9. Затем поворотом кольца 13 по стрелке Е (фиг. 2) шарнирные резьбовые сухари 12 вводятся в зацепление с наружной резьбой втулки 6. Кратковременным включением пневмосверлильной машины 27 устанавливают поводок 24 так, что он занимает крайнее левое положение в нарезке кольцеобразного профиля двухходового полого винта 25, затем перемещают пиноль 2 до соприкосновения сверла, закрепленного в сверлильном патроне 3, с торцом обрабатываемой детали. После этого включается пневмосверлильная машина 27, несущая червяк 28, который вращает червячное колесо вместе с двухходовым полым винтом 25 и, создает возвратно-поступательное движение через поводок 24 подвижной муфте 9, которая в свою очередь через щарнирные резьбовые сухари 12 передает это движение втулке б и полой пиноли 2. Муфта 9, перемещаясь вправо по стрелке Г, своими пальцами с конической поверхностью через отверстия в торце фланца 20 с правой стороны касается конической поверхности пальцев 38, постоянно закрепленных на кронштейне 29, а дальнейшее перемещение пальцев муфты по конической поверхности пальцев 38 производит поворот подвижной муфты 9 и через резьбовые сухари 12 перемещает втулку 6 и пиноль 2 вперед. Затем осуществляется подача режущего инструмента с одновременным, подставлением пальцев с конической поверхностью подвижной муфты 9 под коническую поверхность пальцев 37, постоянно закрепленных с левой стороны. Возвращаясь влево по стрелке В (фиг. 3), подвижная муфта 9 через отверстия в торце фланца 19 своими пальцами с Т оническЬй поверхностью касается конической поверхности пальцев 37 (фиг. 3). Продолжая перемещение по конической поверхности, подвижная муфта 9 дополнительно производит поворот в том же направлении и увеличивает подачу режущего инструмента. При этом пальцы муфты вновь взаимодействуют с конической поверхностью пальцев 38. При этом осуществляется процесс резания. Муфта 9, свободно заключенная в двух фланцах 19 и 20, соединенных скобами 22 и 23, сов{;рщает поворот на постоянный угол и через шарнирные резьбовые сухари 12 по резьбе перемещает втулку 6 и пиноль 2 на постоянную глубину врезания. Врезание сверла происходит в тот момент когда поводок 24 удерживается в кольцеобразном профиле двухходового полого винта 25 с левой стороны (фиг. 6). В это время гайка 8 создает усилие через спиральную пружину 4 на полую пиноль 2 и сверТ ильный патрон 3 с закрепленным сверлом. При этом осуществляется плавное врезание сверла в деталь. Одновременно через двухходовый полый вкнт 25, шестерню 39, блок 40 шестерен, валик 41 передается медленное вращение кулачку 42. При вращении кулачок 42 своим торцовым выступом нажимает на валик 33, в это время профильный вкладыш 32 перекрывает вход поводку 24 в следующий спиральный профиль двухходового полого винта 25 и заставляг т поводок 24 (фиг. 1) дополнительно проходить по первому кольцеобразному профилю, чем достигается увеличение времени на врезание сверла. Как только кулачок 42 освобождает валик 33, профильный 32 под усилием пружины 31 занимает первоначальное положение (фиг. 5Д Поводок 24 (фиг. 1) входит в следующий спиральный профиль двухходового полого винта 25. Муфта 9 вновь получает возвратно-поступательное движение. Процесс повторяется. Таким образом, применение предложенного устройства позволяет обеспечить равномерность усилия на сверле во время обработки, а также своевременность вывода сверла из отверстия для удаления стружки, что в конечном -итоге повышает производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наполнения фаршем сосисок | 1958 |
|
SU116314A1 |
| Механизм подачи шпинделя сверлильного станка | 1987 |
|
SU1426707A1 |
| ЛЕСТНИЧНЫЙ ПОДЪЕМНИК | 2019 |
|
RU2703812C1 |
| Силовая головка | 1987 |
|
SU1480241A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| Машина для набора планок иглами или колками | 1937 |
|
SU55219A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Фрезерная головка планетарного типа | 1974 |
|
SU500919A1 |
| ФРЕЗЕРНАЯ БАБКА | 1973 |
|
SU382482A1 |
К УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ с червячным приводом подачи пиноли, несущей инструментальный шпиндель, включающим муфту и кулачок с поводком, связанным с пйнолью, отличающееся тем, что, с целью повышения производительности, оно снаб-. жено размещенной на пиноли подпружиненной втулкой, установленными в муфте с воз-, можностью взаимодействия с упомянутой втулкой подпружиненными резьбовыми сухарями и обхватывающими муфту кронштейном, с пальцами, на которых выполнена коническая поверхность, причем муфта дополнительно снабжена пальцами с конической поверхностью для взаимодействия с соответствующими коническими поверхностями пальцев кронштейна. 2. Устройство по п. 1, отличающееся тем, что оно снабжено связанным с червячным колесом ходовым винтом, расположенным ..с возможностью взаимодействия с поводком, и профильным вкладышем, установленным с возможностью перемещения вдоль оси винта и взаимодействующим с ним. (Л со со ю ел
12
%
Фиг.2.
ФигЗ
J4f
J5
33
32
ФигЛ 8и35
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СИЛОВАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ГОЛОВКА | 0 |
|
SU313617A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
