(54) ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ПРОКАЛКИ КУСКОВОГО
1
Изобретение относится к области химического машиностроения, в частности к вращающимся печам для термообработки материалов, и может быть использовано для термообработки антрацита, кокса и других углеродистых материалов, например, для самоспекающихся электродов электротермических печей, а также к промыщлениости строительных материалов, например известняка.
Наиболее близкой по технической сущности щ и достигаемому результату к предлагаемой является вращающаяся печь для прокладки углеродистых материалов.
Вращающаяся печь представляет собой длин- . ный барабан, установленный с уклоном 2,5-5° j и вращающийся со скоростью 1-5 об/мин. Регулирование скорости вращения печи ступенчатое. Корпус печи футерован огнеупорным кирпичем.
Верхним концом барабан соединен с холод-20 ной (задней) головкой, которая через систему боровов соединена с дымовой трубой. Сквозь эту головку проходит стальная охлаждаемая водой труба., через которую производится МАТЕРИАЛА
загрузка материала в печь. С противоположной стороны барабан соединен с горячей (передней) головкой. В передней головке печи установлены жестко закрепленные форсунки для сжигания топлива. Через отверстие в нижней части головки горячие П{юкале1шые материалы поступают в холодильник, расположенный под печью. Холодильник представляет собойвращающийся стальной барабан, охлаждаемый снаружи водой. Благодаря уклону и вращению печи прокаливаемый материал, который подают в верхний конец печи, перемещается к ее нижнему концу, к горячей гоповке. Топливо и воздух вводят в нижний конец печи вблизи которого происходит горение.
Таким образом, физико-химические процессы происходят во вращающейся печи под влиянием тепловой энергии, которая развивается в результате горения топлива и передается
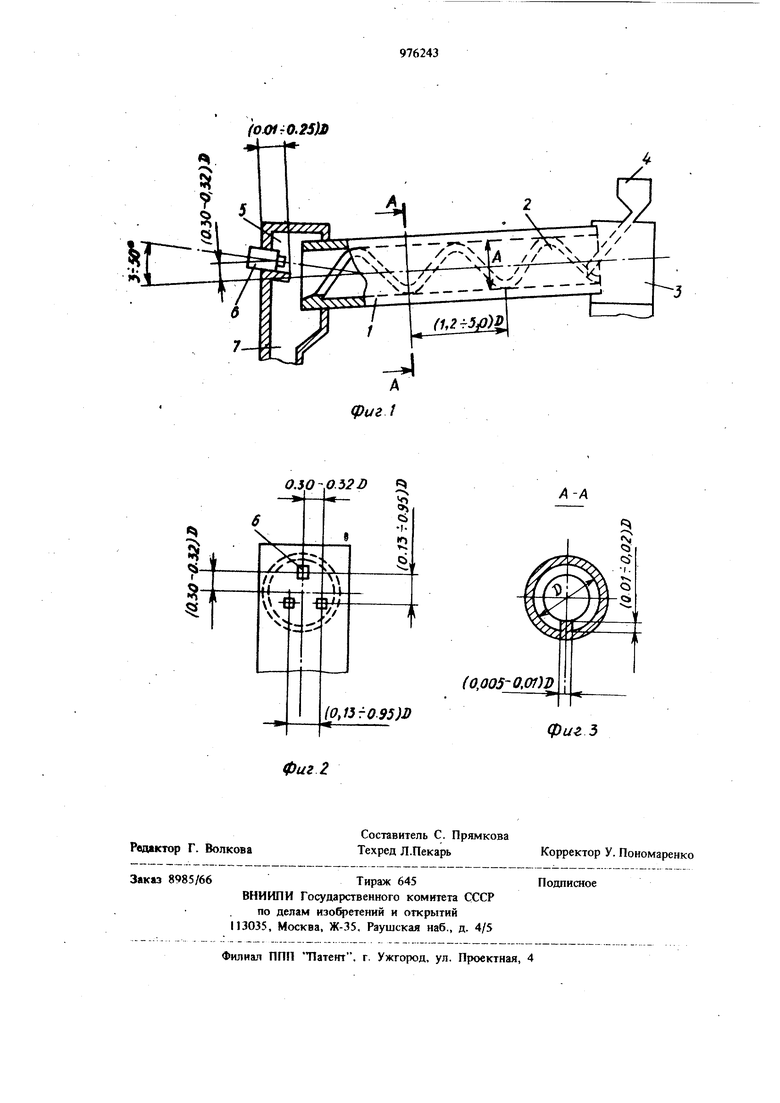
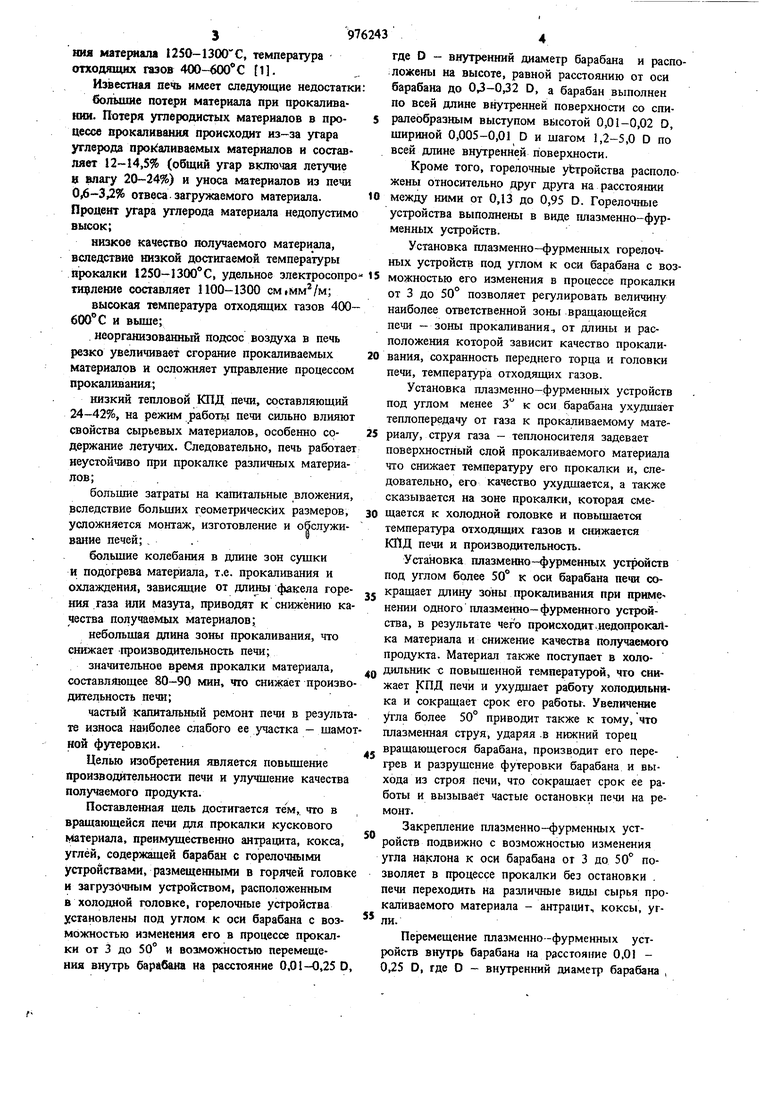
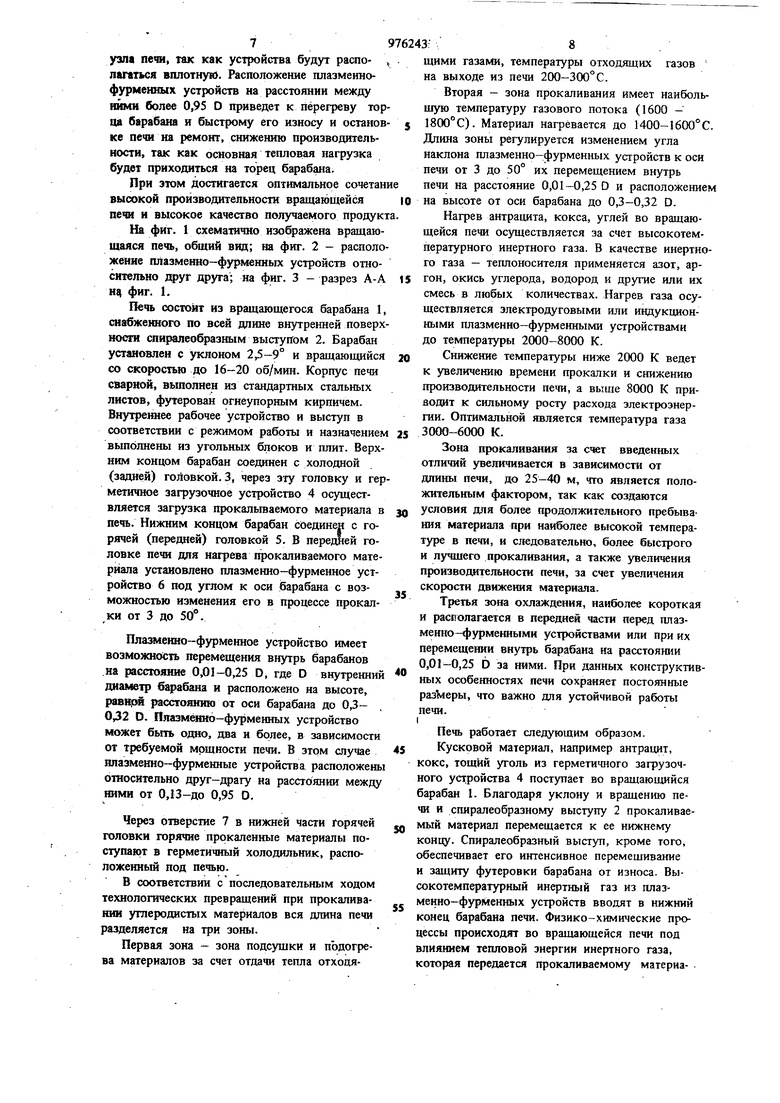
.лрокаливаемому материалу при перемещении его навстречу, продуктам горения, а также за счет снижения летучих и части самого прока. ливаемого материала. Температура прокалива397ния Mareimana 12 SO-1300 С, температура отходящих газов 400-600 С 1. Известная печь имеет следующие недостатки большие потери материала при прокаливании. Потеря углеродистых материалов в процессе прокаливания происходат из-за угара углерода прокаливаемых материалов и составляет 2-14,5% (общий угар включая летучие V влагу 20-24%) и уиоса материалов из печи 0, отвеса загружаемого материала. Процент угара углерода материала недопустимо высок; низкое качество получаемого материала, вследствие низкой достигаемой температуры прокалки 1250-1300 С, удельное злектросопро ти рлеше составляет 1100-1300 см. высокая температура отходящих газов 400бСЮ С и выше; неорганизованный подсос воздуха в печь резко увеличивает сгорание прокаливаемых материалов и осложняет управление процессом прокаливания; низкий тепловой КПД печи, составляющий 24-42%, на режим работь печи сильно влияют свойства сырьевых материалов, особенно содержание летучих. Следовательно, печь работае неустойчиво при прокалке различных материалов;. большие затраты на капитальные вложения вследствие больших геометрических размеров, усложняется монтаж, изготовление и обслуживание печей; ,. большие колебания в длине зон сушки и подогрева материала, т.е. прокаливания и охлаждения, зависящие от длины факела горе ния газа или мазута, приводят к снижению ка чества получаемых материалов; небольшая длина зоны прокаливания, что снижает производительность печи; значительное время прокалки материала, составляющее 80-90 мян, что снижа ет произво дительность печи; частый капитальный ремонт печи в результ те износа наиболее слабого ее участка - шамо ной футеровки. Целью изобретения является повьпиение производительности печи и улучщение качества полуодемого продукта. Поставленная цель достигается тем, что в вращающейся печи для прокалки кускового Материала, преимущественно антрацита, кокса, углей, содержащей барабан с горелочными устройствами, размещенными в горячей головк и загрузочным устройством, расположенным в холодной головке, горелоч1П)1е устройства установлены под углом к оси барабана с возможностью изменения его в процессе прокалки от 3 до 50° и возможностью перемещения внутрь барабана на расстояние 0,01-0,25 D где D - внутренний диаметр барабана и расположены на высоте, равной расстоянию от оси барабана до 03-0,32 D, а барабан выполнен по всей длине внутренней поверхности со спиралеобразным выступом высотой 0,01-0,02 D, шириной 0,005-0,01 D и шагом 1,2-5,0 D по всей длине внутренней поверхности. Кроме того, горелочные уЬтройства расположены относительно друг друга на расстоянии между ними от 0,13 до 0,95 D. Горелочные устройства выполнень в виде плазменно-фурменных устройств. Установка плазменно-фурменных горелочных устройств под углом к оси барабана с возможностью его изменения в процессе прокалки от 3 до 50° позволяет регулировать величину наиболее ответственной зоны вращаюшейся пеод - зоны прокаливания., от длины и расположения которой зависит качество прокаливания, сохранность переднего торца и головки печи, температура отходящих газов. Установка плазменно-фурменных устройств под углом менее 3 к оси барабана ухудшает теплопередачу от газа к прокаливаемому материалу, струя газа - теплоносителя задевает поверхностный слой прокаливаемого материала что снижает температуру его прокалки и, следовательно, его качество ухудшается, а также сказывается на зоне прокалки, которая смещается к холодной головке и повышается температура отходящих газов и снижается КПД печи и производительность. Установка плазменно-фурменных устройств под углом более 50 к оси барабана печи сокращает длину зоны прокаливания при применении одного плазменно- фурменного устройства, в результате чего происходит.недопрокаЛка материала и снижение качества получаемого продукта. Материал также поступает в холодильник с повышенной температурой, что снижает КПД печи и ухудшает работу холодильника и сокращает срок его работы. Увелшгение УГЛЕ более 50° приводит также к тому, что плазменная струя, ударяя .в нижний торец вращающегося барабана, производит его перегрев и разрушение футеровки барабана и вы. хода из строя печи, что сокращает срок ее работы и вызывает частые остановки печи на ремонт. Закрепление плазменно-фурменных устройств подвижно с возможностью изменения угла наклона к оси барабана от 3 до 50° позволяет в процессе прокалки без остановки . печи переходить на различные виды сырья прокаливаемого материала - антрацит., коксы, угли. Перемещение плазменно-фурменных устройств внутрь барабана 1и расстояте 0,0 0,25 D, где О - внутренний диаметр барабана , позволяет также регулировать величину зоны прокаливания. Перемещение ппазменно-фурменных устройств на величину, больше 0,25 О не целесообразно, так как это приведет к местному перегреву футеровки, снижению КПД печи, сокращению зоны прокалки и снижению качества получаемого материала. Здесь наблюдаются трудности изготовления и мбитажа данно узла печи, что удорожает конструкцию. Установка плазменно-фурменных устройств на расстоянии менее 0,01 D приводат к умень шению зоны прокалки и недопрокалке материала, что снижает качество получаемого материала. Смещение плазмекно-фурменных устройств от оси барабана до 0,3-0,32 О вверх или вниз, направлено также на регулирование зоны прокаливания и повыщение качества материала и производительности печи. Смещение плазменно-фурменных устройств на расстояние более 0,30-0,32 О приводит к сильному перегреву части горячей головки и нижнего торца вращающегося барабана и быстрому выходу их из строя, чю сокращает мемфемонт ный период печи, ее производительность и снижает надежность работы. При расположении плазменно-фурменных устройств на высоте, равной расстоянию от оси барабана до 0,3-032 D, в сочетании с углом наклона к оси барабана от 3 до 50° и возможностью перемещения внутрь барабана на расстояние 0,01-0,25 D достигается опти- . мальное сочетание технологических параметров позволяющих повысить качество прокаливаемо го материала, производительность печи, надежность работы (устойчивость) и ее КПД до 55-70% Применение на внутренней поверхности барабана по всей его длине спиралеобразно1чз выступа высотой 0,01-0,02 D, щириной 0,0050,01 D и шагом 1,2-5,0 О служит двум целя защите футеровки барабана от перегрева газом плазменно-фурменных устройств и лучшему перемешиванию и перемещению прокаливаемо го материала в печи. Инертный газ нагревается в плазменно- фурменных устройствах и имеет температуру 3000-6000 К. Выступ защищает футеровку печи от перегрева и разрушения , принимая на себя основной тепловой поток и увеличивает срок ее службы. Так как материал перемещ ется вдоль печи перекатыванием и смещением с выступом, то в отдельные момеиты времени возможно воздействие газа-теплоносителя прямо на футеровку барабана печи или через тонкий слой прокаливаемого материала. В этих условиях основная тепловая нагрузка приходится на выступ, который и предохраняет футерювку барабана печи от преждевременного износа. Наличие выступа в печи позволяет также увеличить скорость движения материала и его перемешивание в печи, что также способствует повышению числа оборотов и объему загрузки печи до 25-30%, и, следовательно, повышению производительности печи и ее КПД. Равномерное перемешивание материала позволяет получить высокое качество получаемого продукта. В известной печи повышение козффициента заполнения печи ухудшает условия прокаливания, передвижение материала и теплоотдачу, футеровки, отчего кожух печи резко перегревается, а качество прокаливания снижается. Применение выступа высотой менее 0,010,2 О и шириной менее 0,005-0,01 D ухудшает перемешивание материала в печи и значительно сокращается срок службы выступа вследствие его быстрого износа, что приводит к частым остановкам на ремонт печи и снижает ее производительность и надежность , для получения продукта высокого качества. Выступ меньших размеров не позволяет также эффективно перемешивать и перемещать материал в печи. Увеличение размеров выступа высотой более 0,01-0,02 D и шириной более 0,0050,01 D приводит к быстрому его износу вследствие перегрева струей высокотемпературного газа, неудовлетвор 1тельному перемешиванию материала и к неоправданному усложнению изготовления и монтажа его в печи, вследствие чего снижается качество продукта и производительность печи. Шаг выступа 1,2-5,0 О позволяет равномерно и с высокой скоростью перемещать прокаливаемый материал в печи, позволяя повысить объем заполнения печи до 2-5-30% , качество продукта и производительность печи, шаг ме- нее 1,2 О значительно усложняет монтаж печи и сокращает скорость Движения материала в печи, что снижает ее производительность. Увеличивается время нахождения материала в .печи, т. е. неоправданно возрастает время обработки, одновременно сильно измельчается фракция прокаливаемого материала, что снижает его качество. Шаг более 5,0 D также снижает скорость прохождения материала и ухудцгает его перемешивание, в результате чего материал выходит недопрокалённый, т. е. снижается его качество. Кроме того, плазменно-фурменные устройства должны быть расположены относительно друг друга на расстоянии между собой от . 0,13 до 0,95 о: Расположение плазменно-фурменных устройств на расстоянии менее 0,13 рабочегб диаметра вращающегося барабана значительно усложняет монтаж и эксплуатацию данного узла печи, так как устройства будут раото- , лататься вплотнун). Расположение плазменнофурменных устройств на расстоянии между ними более 0,95 D приведет к перегреву торца барабана и быстрому его износу н останов ке печи на ремонт, снижению производительности, так как основная тепловая нагрузка будет приходиться на торец барабана. При этом достигается оптимальное сочетан высокой производительности вращающейся печи и высокое качество получаемого продукт На фиг. 1 схематично изображена вращающаяся печь, общий вид; на фиг. 2 - располо жение плазменно-фурменных устройств относительно друг друга; на фиг. 3 - разрез А-А н фиг. 1. Печь состоит из вращающегося барабана 1, (шабжеиного по всей длине внутренней поверх ности спиралеобразным выступом 2. Барабан установлен с уклоном 2,5-9° и вращающийся со скоростью до 16-20 об/мин. Корпус печи сварной, выполнен из стандартных стальных листов, футерован огнеупорным кирпичам. Внутреннее рабочее устройство и выступ в соответствии с режимом работы и назначением выполнены из угольных блоков и плит. Верхним концом барабан соединен с холодной (задней) головкой. 3, через зту головку и гер метичное загрузочное устройство 4 осуществляется загрузка прокальгеаемого материала в печь. Нижним концом барабан соединен с горячей (передней) головкой 5. В передней головке печи дня нагрева прокаливаемого материала установлено плазменно-фурменное устройство 6 под углом к оси барабана с возможностью изменения его в процессе прокалки от 3 до 50°. Пла енно-фзфменное устройство имеет возможность перемещения внутрь барабанов на расстояние 0,01-0,25 D, где D внутренний диаметр барабана и расположено на высоте, равН|С расстоянию от оси барабана до 030,32 D. Пяазмшно-фурменных устройство может быть одно, два и более, в зависимости от требуемой мощности печи. В этом случае ялазмеино-фурменные устройства расположены относительно друг-драгу на расстоянии между ними от 0,13-до 0,95 О. Через отверстее 7 в нижней части Горячей головки горячие прокаленные материалы поступают в герметичный холодильник, расположенный под печью. В соответствии с последовательным ходом технологических превращений при прокаливании углеродистых материалов вся длина печи разделяется на три зоны. Первая зона - зона подсущки и подогрева материалов за счет отдачи тепла отхояящими газами, температуры отходящих газов на выходе из печи 200-300°С. Вторая - зона прокаливания имеет наибольщую температуру газового потока (1600 - 1800°С). Материал нагревается до 1400-1600°С. Длина зоны регулируется изменением угла наклона плазменно-фурменных устройств к оси печи от 3 до 50° их перемещением внутрь печи на расстояние 0,01-0,25 D и расположением на высоте от оси барабана до 0,3-0,32 D. Нагрев антрацита, кокса, углей во вращающейся печи осуществляется за счет высокотемпературного инертного газа. В качестве инертного газа - теплоносителя применяется азот, аргон, окись углерода, водород и другие или их смесь в любых количествах. Нагрев газа осуществляется злектродуговыми или индукционными плазменно-фурмешп)1ми устройсгвами до температуры 2000-8000 К. Снижение температуры ниже 2000 К ведет к увеличению времени прокалки и снижению производительности печи, а выше 8000 К приводит к сильному росту расхода электроэнергии. Оптимальной является температура газа 3000-6000 К. Зона прокаливания за счет введенных отличий увеличивается в зависимости от длины печи, до 25-40 м, что является положительным фактором, так как создаются условия для более продолжительного пребывания материала при наиболее высокой температуре в печи, и следовательно, более быстрого и лучщего прокаливания, а также увеличения производительности печи, за счет увеличения скорости движеиия материала. Третья зона охлаждения, наиболее короткая и располагается в передней части перед плазменно-фурменными устройствами или при их перемещении внутрь барабана на расстоянии 0,01-0,25 D за ними. При данных конструктивных особенностях печи сохраняет постоянные разКгеры, что важно для устойчивой работы Печь работает следующим образом. Кусковой материал, например антрацит, кокс, тощий УГОЛЬ из герметичного загрузочного устройства 4 поступает во вращающийся барабан I. Благодаря уклону и вращению печи и спиралеобразному выступу 2 прокаливаемый материал перемещается к ее нижнему концу. Спиралеобразный выступ, кроме того, обеспечивает его интенсивное перемешивание и защиту футеровки барабана от износа. Высокотемпературный инертный газ из плазменно-фурменных устройств вводят в нижний конец барабана печи. Физико-химические процессы происходят во вращающейся печи под влиянием тепловой энергии инертного газа, которая передается прокаливаемому матерналу при перемещении его навстречу газу. Прокалка материала производится при небольшом избыточном давлении (1,01-1,4 атм), позволяющем исключить подсос воздуха и угар материала в печи. Таким образом, термическая обработка производится в инертной среде. Прокаленный материал через отверстие 7 в нижней головке 5 поступает в холодильн где охлаждается традиционным способом. Качество полученного термоантрацита определяет ся путем измерения его удельного электросопротивления по ГОСТ 4668-75. Необходимая величина удельного злектро- сопротивления достигается путем изменения утла наклона к оси печи плазменно-фурменных устройств, перемещением их внутрь барабана и смещением по высоте от оси печи, а также скоростью вращения барабана пеии, подводимой мощностью и расхода инертного газа на нагрев. Применение предлагаемой вращающейся печи для прокалки кусковь1Х материалов, например антрацита, кокса, углей, позволяет получить: полное отсутствие потерь материала при прокаливании , отсутствие угара, так как прокалка происходит в инертной среде и под небольшим избыточным давлением (1,01 - 1.4 атм), исключающим неорганизованный подсос -воздуха в печь: высокое качество получаемого материала, удельное электросопротивление получаемого материала, например термоантрацита, составля ет 700-800 см-мм м; снизить температуру отходящих газов до 200-300°С; увеличить скорость вращения печи до 1620 об/мин;. увеличить объем загрузки до 25-30% (в известной печи объем загрузки 6-15%); сократить время прокаливания до 20-30 м повысить надежность работы печи в виду простоты управления и повышения срока службы футеровки печи в виду возможности замены щамотной на угольную, так как в пе чи инертная атмосфера и отсутствует угар уг леродистого материала; полностью исключается влияние свойств сырьевых материалов на режим работы печи; стабилизация величины зон прокалки, предварительного нагрева и охлаждения; применение данных конструктивных сх бенностей позволяет повысить КПД печи до 55-70%; возможность быстрого перехода с одного вида сырья прокаливаемого материала на другой; увеличение длины зоны прокалки способствует также повыщению качества получаемого продукта; простота управления температурным режимом печи путем изменения электрической мЬщности; автоматизации и механизации процесса; лучшие санитарно-гигиенические условия труда. Формула изобретения 1.Вращаюцхаяся печь для прокалки кускового материала, преимущественно антрацита, кокса, углей, содержащая барабан, с горелочными устройствами, размещенными в горячей головке и загрузочным устройством, расположенным в холодной головке, отличающаяся тем, что, с целью повышения производительности печи и улучи1ения качества получаемого продукта, горелочные устройства установлены под углом к оси барабана с возможностью изменения его в процессе прокалки от 3 до 50° и возможностью перемещения внутрь барабана на рассстояние 0,01-0,25 D, где D внутренний диаметр барабана, и расположены на высоте, равной расстоянию от оси барабана до 0,3-0,320, а барабан выполнен со спиралеобразными выступом высотой 0,01-0,02 D,Шириной 0,005-0,01 D и шагом 1,2-5,0 D по всей длине внутренней поверхности. 2.Пвчь по п. 1, отличающаяся тем, что горелочные устройства расположены относительно друг друга на расстоянии между ними от 0,13 до 0,95 О. Источники информации, принятые во внимание при экспертизе 1. Чалых Е. Ф. Технология и оборудова ш,е электродных и злектроугольных предатриятий. М., Металлургия, 1972, с. 572 394.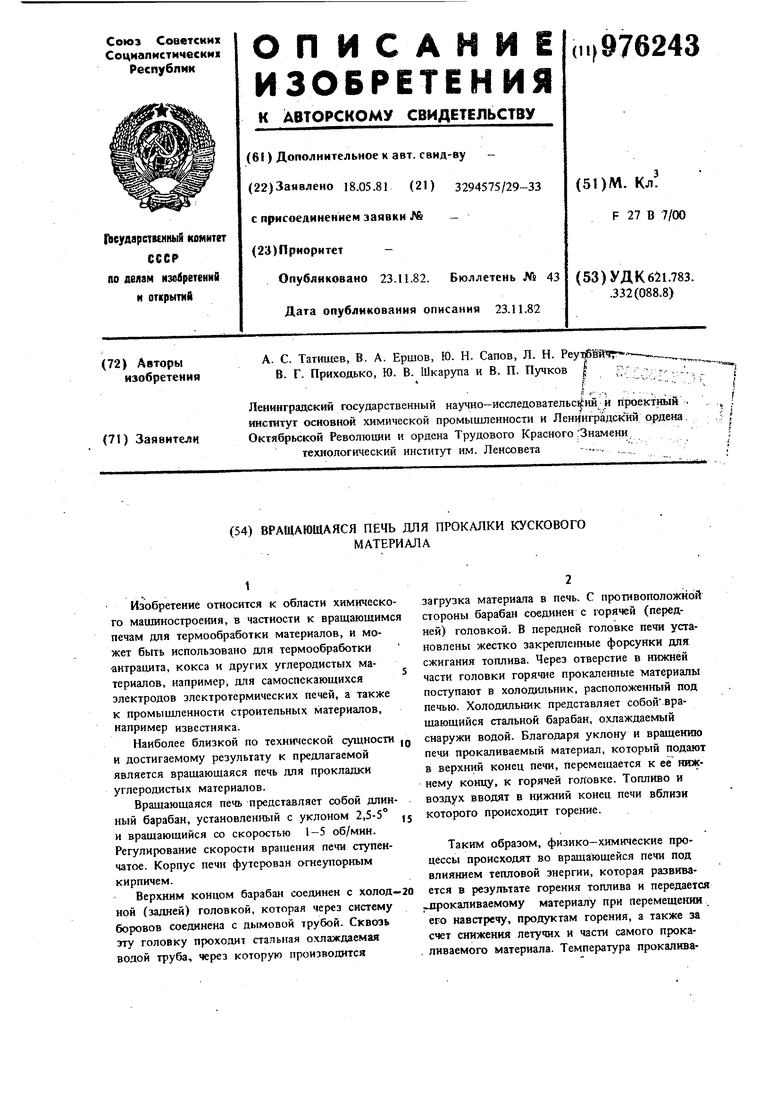
| название | год | авторы | номер документа |
|---|---|---|---|
| Шахтная печь для прокалки кускового материала | 1980 |
|
SU903673A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛУРГИЧЕСКОГО КОКСА | 2013 |
|
RU2553116C1 |
| Вращающаяся печь для прокаливания углеродсодержащего материала | 1977 |
|
SU711329A1 |
| Вращающаяся печь для прокалки сыпучего материала | 1980 |
|
SU934167A2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1995 |
|
RU2119531C1 |
| Барабанная вращающаяся печь | 1988 |
|
SU1740925A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1996 |
|
RU2115634C1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Устройство для дожигания летучих веществ | 1979 |
|
SU877285A1 |