(54) ШАХТНАЯ ПЕЧЬ ДЛЯ ПРОКАЛКИ КУСКОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Вращающаяся печь для прокалки кускового материала | 1981 |
|
SU976243A1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| СПОСОБ ПРОКАЛКИ АНТРАЦИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2050406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1995 |
|
RU2119531C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1996 |
|
RU2115634C1 |
| Способ получения термоантрацита | 1987 |
|
SU1423577A1 |
| Способ термообработки антрацита | 1978 |
|
SU817050A1 |
| СПОСОБ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2003 |
|
RU2243817C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| Шахтная печь для получения карбида кальция | 1988 |
|
SU1545054A1 |
1
Изобретение относится к области химического машиностроения, в частности к шахтным печам для термообработки материалов, а также к промышелнности строительных материалов, и может быть использовано для термообработки антрацита, электродного кокса, получения термографита для самоспекаюшихся электродов электротермических печей и для обжига различных материалов, например известняка, в шахтных печах.
Известна шахтная печь прямого нагрева газообразным теплоносителем, содержащая вертикальную теплоизолированную рабочую камеру, загрузочные и разгрузочные устройства, в зоне прокалки которой расположены газовые горелки 1.
Недостатками этой шахтной печи являются низкая производительность, низкий тепловой КПД, высокий расход Топлива на нагрев и неравномерная прокалка материала.
Наиболее близкой по технической сущности к изобретению является печь для термической обработки антрацита, содержащая рабочую камеру, загрузочное устройство
и расположенное в нижней части печи разгрузочное устройство. Устройства для подвода тепла расположены по высоте печи, а не только в зоне прокалки.
Печь работает следующим образом.
Антрацит через зугрузочные отверстия поступает в печь и по мере опускания нагревается до температуры около 1200°С. Скорость прохождения антрацита регулируется выгрузкой готового продукта - термоантрацита. Время прокаливания составляет 18-24 ч. Нагревание антрацита происходит газовым теплоносителем за счет сгорания части обрабатываемого антрацита, происходящего в нижней части шахты. Благодаря этому в нижней части шахты развивается наиболее высокая температура. Расход (сгорание) антрацита на термообработку составляет 18-20%, а выход термоантрацита по отношению к загруженному антрациту 59,5-67,2%. Качество термоантрацита определяется его удельным электрическим сопротивлением по ГОСТ, последнее не должно превышать 1000 ом-мм /м 2. Однако в такой шахтной печи имеются: низкий выход термоантрацита 59,5-67,2% из-за использования 10-20% антрацита
на нагрев, угар антрацита 8-15% и летучие
2
низкая производительность печи
7о;
из-за большой продолжительности термической обработки, составляющей 18-24 ч; неоднородность качества получаемого термоантрацита объясняется большой разностью температур в отдельных местах шахты, при этом получаемый антрацит приходится подвергать дополнительной термической обработке в прокалочных печах, что увеличивает затраты и себестоимость продукта; низкая механизация и автоматизация процесса; тяжелые условия труда.
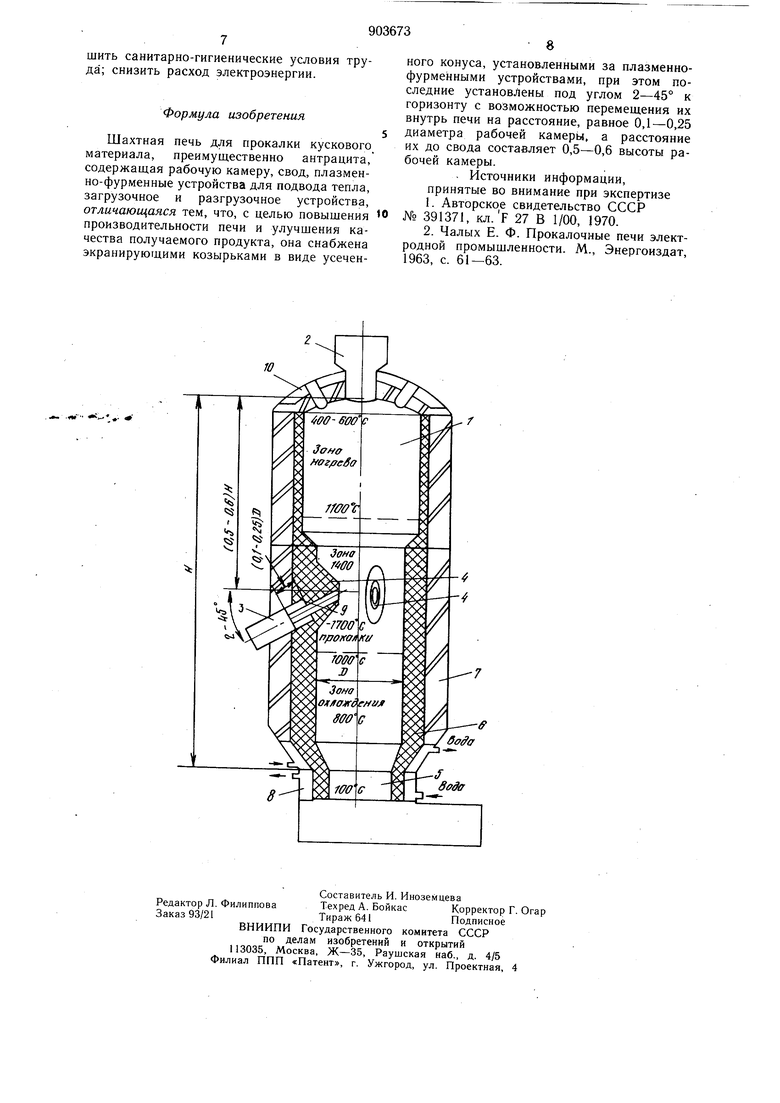
Кроме того, удельное электросопротивление отдельных кусков превышает 1200 ом-мм /м (по ГОСТ 4794-75 удельное электросопротивление не должно превышать 1000 ом-мм /м). Цель изобретения - повышение производительности шахтной печи и улучшение качества получаемого продукта. Указанная цель достигается тем, что шахтная печь для прокалки кускового материала, преимушественно антрацита, содержащая рабочую камеру, свод, плазменнофурменные устройства для подвода тепла, загрузочное и разгрузочное устройства, снабжена экранирующими козырьками в виде усеченного конуса, установленными за плазменно-фурменными усройствами, при этом последние установлены под углом 2-45° к горизонту с возможностью перемещения их внутрь печи на расстояние, равное 0,1-0,25 диаметра рабочей камеры, а расстояние их до свода составляет 0,5- 0,6 высоты рабочей камеры. Установка плазменно-фурменных устройств под углом 2-45° создает наилучшие условия теплопередачи от газа к прокаливаемому материалу, т. е. позволяет значительно улучшить качество получаемого продукта, а также обеспечивает оптимальную скорость прохождения материала, т. е. позволяет повысить производительность печи. Расположение плазменно-фурменных устройств на расстоянии, равном 0,5-0,6 высоты рабочей камеры от свода печи дает оптимальное соотношение высот зоны нагрева, зоны прокалки, зоны охлаждения, способствующее утилизировать тепло отходящих газов и тепло прокаленного материала на сам процесс прокалки, что позволяет повысить тепловые КПД печи. При установке плазменных устройств ниже 0,6 Н, где Н - высота рабочей камеры печи, повышается температура в зоне охлаждения и материал будет выходить из шахтной печи с повышенной температурой, что снижает его качество, а также уменьшается тепловой КПД печи, что приводит к снижению ее производительности. При установке плазменных устройств выше 0,5 Н печи наблюдается недопрокалка материала, т. е. снижается качество продукта и повышение температуры отходяших газов до 1500°С, т. ё. снижается тепловой КПД и соответственно падает производительность печи.
К аналогичным результатам приводит изменение угла наклона плазменно-фурменных устройств менее 2 и более 45°. Наклон менее 2° не обеспечивает хорошую теплопередачу от газа к материалу, что снижает качество прокаленного продукта, нарушаются газодинамические характеристики, наклон свыше 45° также ухудшает процесс теплообмена от газа к материалу, создает неустойчивый режим работы, нарушая газодинамические характеристики, снижается качество материала и производительность шахтной печи. В процессе работы шахтной печи возникает необходимость прокалки материала различного фракционного состава, причем чем крупнее материал (свыше 25 мм) и чем однороднее фракция, тем лучше газопроницаемость шихты, а следовательно, лучше качество прокаленного материала и выше производительность печи. В этом случае плазменно-фурменнные устройства расположены, в стенке печи. При прокалке материала мелкой фракции или же широкого интервала фракций газопроницаемость шихты значительно хуже, поэтому для создания равномерного температурного поля по поперечному сечению шахты печи плазменно-фурменные устройства перемещаются во внутрь печи на расстояние от 0,1 до 0,25 D, где D - внутренний диаметр рабочей камеры печи. Таким образом, для прокалки шихты фракцией свыше 25 мм плазменно-фурменное устройство расположено в стенке печи, а при прокалке фракции менее 25 мм устройство перемещается на расстояние от 0,1 до 0,25 D. Данная особенность шахтной печи позволяет стабильно поддерживать высокое качество прокал иваемого материала при высокой производительности печи. вне зависимости от фракционного состава загружаемой шихты. Внутри шахтной печи для защиты плазменно-фурменных устройств установлены экранирующие козырьки в виде усеченного конуса, позволяющие повысить срок службы устройств и увеличить межремонтный период и производительность печи. Применение данных конструктивных особенностей позволило повысить производительность печи и улучшить качество прокаливаемого материала, так, например, при прокалке антрацита, у полученного антрацита достигнуто снижение зольности и удельного электросопротивления, а нагрев в плазменно-фурменных устройствах инертного газа позволяет увеличить выход материала и исключить его угар, На чертеже изображена шахтная печь, разрез. Печь содержит рабочую камеру 1 и расположенное в верхней части печи загрузочное устройство 2. Нагрев материала осуществляется плазменно-фурменными устройствами 3, установленными на расстоянии 0,5-0,6 Н печи от свода и под углом 2-45° к горизонту. Плазменно-фурменные устройства имеют возможность перемещаться внутрь печи на расстояние 0,1-0,25 D и за ними установлены экранирующие козырьки 4 в виде усеченного конуса. Плазменно-фурменных устройств может быть одно, два, три, четыре и более в зависимости от требуемой мощности печи. Вь1грузка прокаленного материала осуществляется через разгрузочное отверстие 5, расположенное в нижней части печи. Шахта печи разделена на три зоны: первая - зона предварительного нагрева щихты, вторая - зона прокалки, третья - зона охлаждения. В соответствии с назначением и температурным режимом футеровка шахты печи выполняется из угольных (графитовых) блоков 6, высокоглиноземистого шамота 7, бетона или другого теплоизоляционного материала. Загрузочное устройство 2 выполняется герметичным, исключающее подсос воздуха. Зона охлаждения представляет футеровку из графита или оболочку из огнеупорного бетона с наружной водяной рубашкой 8. Снаружи шахта имеет кожух из отдельных секций сварных металлоконструкций 9. Свод 10 предусматривается съемным, выполняется из огнеупорного бетона, что позволяет сложную фасонную конструкцию выполнить монолитной и упростить сборку печи. Работа Щахтной печи осуществляется следующим образом. Кусковой материал, например антрацит, из загрузочного устройства 2 поступает в рабочую камеру печи 1 и заполняет ее полностью. Нагрев антрацита в шахтной печи осуществляется за счет потока высокотемпературного инертного газа. В качестве инертного газа (теплоносителя) применяется азот, аргон, гелий или другой инертный газ или смесь газов в любых количествах. Нагрев газа осуществляется электродуговы.ми или индукционными плазменно-фурменными устройствами, установленными на расстояНИИ 0,5-0,6 Н от свода печи 1 под углом 2- 45°, до температуры 3000-8000 К. Снижение температуры газа ниже 3000 К ведет к увеличению времени процесса прокалки и снижению производительности печи, а выше 8000 К приводит к сильному росту расхода электроэнергии. Оптимальной является температура инертного газа 4000-6000 К. При прохождении через слой антрацита, высокотемпературный инертный газ нагревает его до заданной температуры (для получения термоантрацита 1500-1800°С, для получения термографита до 2500-2800°). Качество полученного термоантрацита определяется путе.м измерения удельного электросопротивления по ГОСТ 4668-75. Необходимая величина удельного электросопротивления достигается путем изменения угла наклона плазменно-фурменных устройств, величины перемещения внутрь печи, регулированием удельного расхода электроэнергии и расхода инертного газа на нагрев. В нижней части шахты печи прокаленный материал выходит через разгрузочное отверстие 5. Термоантрацит (или другой кусковой материал) охлаждают в ватержакете. подачей инертного газа или любым другим традиционным способом. Экранирующие козырьки 4 предохраняют сопла плазменнофурменных устройств от воздействия прокаливаемого материала, увеличивают срок их службы, способствуют созданию более равномерного температурного поля в зоне прокалки материала, а также обеспечивают дополнительное перемешивание прокаливаемого материала, т. е. более равномерную прокалку .материала по сечению шахты при высоких скоростях прохождения материала. Перемещение плазменно-фурменных устройств во внутрь печи на расстояние 0,1 - 0,25 D позволяет более равно.мерно прокаливать материал в широко.м диапазоне фракции, так для прокалки антрацита фракции более 25-30 мм плазменно-фурменное устройство устанавливается на расстояние 0,1 D, при прокалке фракции менее 5 мм - на расстояние 0,25 D. Для защиты сопла плазменно-фурменного устройства возможна подача инертного газа на срез сопла по системе штуцеров и рассеиватель. Загруженный кусковой материал нагревается- в зоне нагрева в основном за счет температуры отходящих газов, затем поступает в зону прокалки и нагревается до заданной температуры, выдерживается при этой температуре и далее поступает в зону охлаждения и выгружается из печк. Применение предлагаемой шахтной печи для прокалки кусковых .материалов, например антрацита, позволяет повысить производительность за счет сокращен.чя вре.мени прокалки с 18-24 ч до 0,5 ч; повысить качество кусковых материалов из-за более равномерного распределения температуры по сече(1Ю шахты и повышения температуры прокалки с 1200 до 1600°С; снизить уде.чьное электросопротивление термоантрацигй до 450 Ом-;у1М /м; увеличить выход прокаливаемого .материала, например термоантрацита, так как в известной печи антрацит нагревается за счет его частичного (18-20%) сгорания и выход термоантрацита составляет 59,5-67,2% от загруженного антрацита, а в предлагаемой печи сгорание антрацита отсутствует и выход обусловлен лишь удалением летучих и рабочей влаги антрацита и составляет 90-91°/о; автоматизировать и .механизировать процесс; улуч
