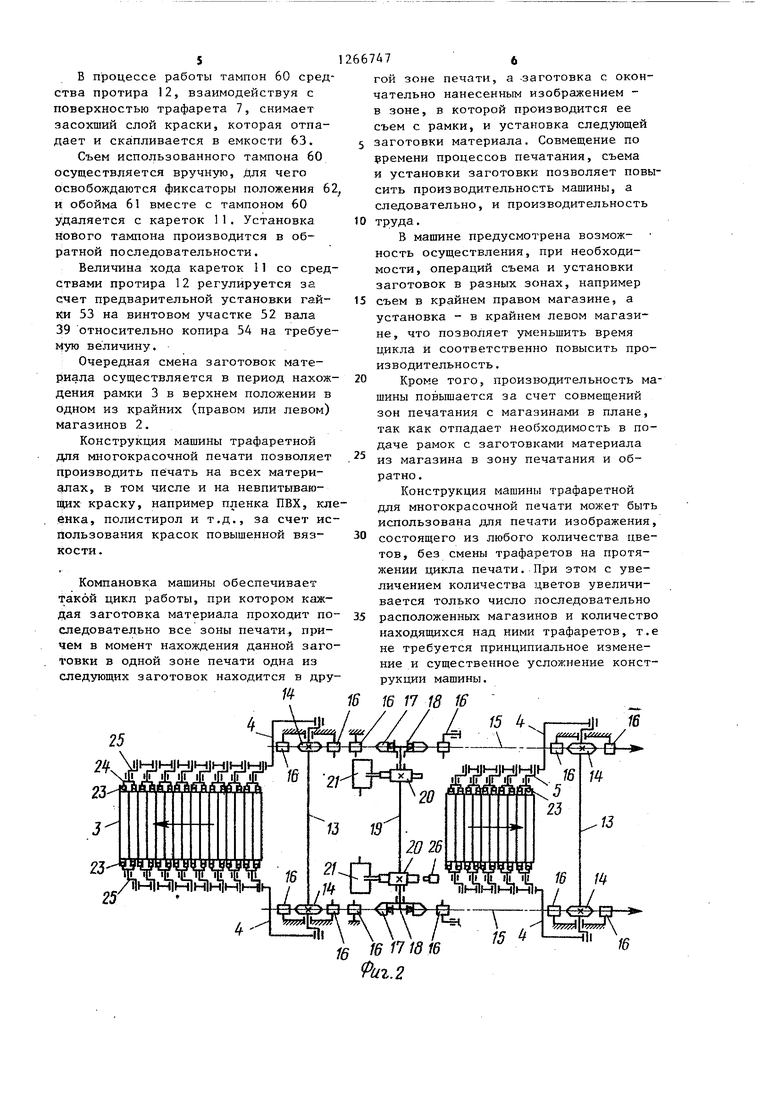
Изобретение относится к средствам для нанесения на заготовки материала многокрасочного изображения с помощью трафарета. Целью изобретения является расширение эксплуатационных возможностей машины. : На фиг.1 представлена машина, &ИД сбоку; на фиг.2 - кинематическая схема вертикальных транспортеров магазинов для рамок с заготозкаМи материала; на фйг.З - транспортер; на фиг.4 - разрез А-А на фиг.3 :На фиг.5 - кинематическая схема механизма привода трафаретов, на фиг.6 средства протира трафаретов; на 1ФИГ.7 - разрез Б-Б на фиг.6. Машина трафаретная для многокра: сочной печати содержит смонтированные на станине 1 магазины 2 для размок 3 с заготовками мдтериала, снаб женные вертикальными транспортерами 4 механизмы 5 для транспортирования рамок 3 в зону печати и между магазинами 2, каретки 6 с трафаретами 7 расположенные над магазинами 2 и снабженные механизмами 8 привода ка реток 9 с ракелями 10 и кареток 11 средств протира 12 трафаретов 7, сре ства для фиксации кареток 6 с тра фаретами 7 в зоне печати и привод (не показаны). Каждый магазин 2 состоит из двух верт икальных транспортеров 4, соеди ненных с коленчатыми валами 13, которые своими звездочками 14 посредством приводных цепей 15, отклоняющих блоков 16, приводных звездочек 17, обгонных муфт 18 через приводной вал 19 и реечные передачи 20 соединены с пневмоприводами 21, рамки 3 в магазиных 2 опускаются друг на друга роликами 22 и своими выступам 23 охватывают пальцы 24 поводков 25 вертикальных транспортеров 4. Б крайнем положении пневмопривода 21 установлен конечный выключатель 26, взаимодействующий с рейкой реечной передачи 20 и связанный эле трически с пневмоприводом 27. Механизмы 5 для транспортировани рамок 3 представляют собой цепные транспортеры 28 с поводками 29, сое диненными через цепную передачу 30, обгонную муфту (не показана) и рееч ную передачу 31 с пневмоприводом 27 . Механизмы 8 привода кареток 9 с ракелями 10 и кареток 11 средства 72 протира 12 трафаретов 7 содержит ракели 10, расположенные над трафаретами 7 и средства протира 12, расположенные под трафаретами 7. Ракели 10 установлены на каретках 9, укрепленных на приводных цепях 32, которые находятся в зацеплении со звездочками 33 и 34. Средства протира 12 трафаретов 7 укреплены на каретках 11, соединенных с приводными цепями 35, находящимися в зацеплении со звездочками 36 и 37. Звездочки 33 и 36 установлены соответственно на валах 38 и 39, на них же соответственно установлены муфты 40 и 41, фрикционные двухсторонние. При этом муфта 40 связана с пневмоприводом 42 с помощью рычага 43 и с двигателем 44 с помощью системы зубчатых передач 45, а муфта 41 связана с пневмоприводом 46 рычагом 47 и с двигателем 44 системой зубчатых передач 48. Бал 38 вьшолнен с винтовым участком 49 и взаимодействует этим участком с регулировочной гайкой 50, расположенной внутри копира 51. Аналогично вал 39 своим винтовым участком 52 взаимодействует с регулировочной гайкой 53, установленной внутри копира 54. Регулировочные гайки 50 и 53 установлены с возможностью перемещения относительно копиров 51 и 54 соответственно, при невращающихся валах 38 и 39 для предварительной установки величины хода ракелей 10 и средств протира 12. На концах валов 38 и 39 установлены соответственно фрикционные тормоза 55 и 56. Для управления пневмоприводами 42 и 46 в крайнем положении копиров 51 и 54 установлены соответственно пневмбраспределители 57 и 58, взаимодействующие с копирами 51 и 54. Для подъема и опускания кареток 6 с трафаретами 7 предусмотрен пневмопривод (не показан), электрически связанный с конечными выключателями 59, взаимодействующими с рейкой реечной передачи 31, Средство протира 12 трафаретов 7 состоит из тампона 60, укрепленного в обойме 61, которая установлена на каретках 11 с помощью фиксаторов положения 62.
3
При этом на каретках 11 установлены емкости 63, служащие для сбора отходов краски, снятой с трафаретов
7в процессе протирки.
Машина трафаретная для многокрасочной печати работае.т следующим образом.
При включении машины пневмопривода 2 1 приводят во вращение приводные звездочки 17 через реечные передачи 20, приводной вал 19 и обгонные муфты 18. От приводных звездочек 17 через приводные цепи 15, звездочки 14 вращение передается на коленчатые валы 13 и далее на поводки 25 вертикальных транспортеров А.
Поводки 25 своими пальцами 24 взаимодействуют с выступами 13 рамок 3, поднимая или опуская рамки на один шаг, при этом направление перемещения зависит от направления вращения поводков 25, которое обеспечивается с помощью отклоняющих блоков I6, взаимодействующих с приводной цепью 15.
В магазинах 2, помещающихся под каретками 6 с трафаретами 7, рамки 3 перемещаются вниз, а в остальных магазинах 2 - вверх.
В конце срабатывания пневмопривода 27 рейка реечной передачи 20 нажимает на конечный выключатель 26, приводящий в движение пневмопривод 27, который с помощью механизмов 5, включающих реечную передачу 31, обгонную муфту (не показана), цепную передачу 30, цепные трансп0рт1еры 28 с поводками 29, подает рамки 3 в зону печати, а также перемещает их между магазинами 2.
В конце срабатывания пневмопривода 27 рейка реечной передачи 31 нажимает на конечный выключатель 59, передавая электрический сигнал на выключение пневмопривода опускания кареток 6 с трафаретами 7.
Б нижнем положении кареток 6 срабатывает пневмопривод 42 механизма8привода кареток 9 с ракелями 10 ч кареток 11 средства протира 12 трафаретов 7.
С помощью рычага 43 фрикционная двухсторонняя муфта 40 передает вращение валу 38 от постоянно работающего двигателя 44 через систему зубчатых передач 45 или 48. Вал 38 через, звездочки 33, приводные цепи 32
66747 4
перемещает каретки 9 с ракелями 10 вдоль трафаретов 7.
При своем движении ракель 10 растирает краску по поверхности трафа5 рета 7, продавливая ее через рисунчатую часть на заготовки.
В конце хода ракелей 10 регулировочная гайка 50 упирается в копир 51 и перемещает его до взаимодействия О с пневмораспреде11ителем 57, который переключает муфту 40 посредством пневмопривода 42 через рычаг 43.
При этом вал 38 получает вращение в противоположную сторону и пе 5 ремещает ракели 10 в исходное положение. Для погашения инерции вращения вала 38 при изменении направления вращения предусмотрен фрикционный тормоз 55. Величина хода ракелей 20 10 регулируется за счет предваритель ной установки гайки 50 на винтовом участке 49 вала 38 относительно копира 51 на требуемую величину-.
В исходном положении ракели 10 25 нажимают на конечный выключатель (не показан), который управляет пневмоприводом подъема кареток 6. В верх.нем положении кареток 6 срабатывают пневмоприводы 21 и пикл повторяется. 30 Периодически, в верхнем положении кареток 6, по сигналу командоаппарата (не показан) приводится в .движе-. ние пневмопривод 46 механизма 8 привода кареток 9 с ракелями 10 и каре5 ток 11 средства протира 12 трафаретов 7. С помощью рычага 47 фрикционная двухсторонняя муфта 41 передает вращение валу 39 от постоянно работающего двигателя 44 через систему 0 зубчатых передач 45 или 48.
Вал ,39 через звездочки 36, приводные цепи 35 перемещает каретки 11 со средствами протира 12 вдоль трафаретов 7.
5 В конце хода кареток 11 регулировочная гайка 53 упирается в копир 54 и перемещает его до взаимодейст,ВИЯ спневмораспределителем 58, который переключает муфту 4I пос0 редством пневмопривода 46 через рычаг 47. При этом вал 39 получает вра-щение в противоположную сторону и перемещает каретки 11 со средствами протира 12 в исходное положение. 5 Для погашения инерции вращения вала 39 при изменении направления вращения предусмотрен фрикционный тор;моз 56. 5 В процессе работы тампон 60 средства протира 12, взаимодействуя с поверхностью трафарета 7, снимает засохший слой краски, которая отпадает и скапливается в емкости 63. Съем использованного тампона 60 осуществляется вручную, для чего освобождаются фиксаторы положения 6 и обойма 61 вместе с тампоном 60 Удаляется с кареток 11. Установка Нойого тампона производится в обратной последовательности. Величина хода кареток 11 со сред ствами протира 12 регулируется за счет предварительной установки гайки 53 на винтовом участке 52 вала 39 относительно копира 54 на требуе мую величину. Очередная смена заготовок материала осуществляется в период нахож дения рамки 3 в верхнем положении в одном из крайних (правом или левом) магазинов 2. Конструкция машины трафаретной для многокрасочной печати позволяет производить печать на всех материалах, в том числе и на невпитываю1ДИХ краску, например пленка ПВХ, кл енка, полистирол и т.д., за счет ис пользования красок повышенной вязкости. Компановка машины обеспечивает такой цикл работы, при котором каждая заготовка материала проходит по следовательно все зоны печати, причем в момент нахождения данной заго товки в одной зоне печати одна из следующих заготовок находится в дру 25 2.yi:: JbjyHJHjyiMiiJ I / / / I /54. Q 161718 16 476 гой зоне печати, а -заготовка с окончательно нанесенным изображением в зоне, в которой производится ее съем с рамки, и установка следующей заготовки материала. Совмещение по времени процессов печатания, съема и установки заготовки позволяет повысить производительность машины, а следовательно, и производительность труда. В машине предусмотрена возможность осуществления, при необходимости, операций съема и установки заготовок в разных зонах, например съем в крайнем правом магазине, а установка - в крайнем левом магазине, что позволяет уменьшить время цикла и соответственно повысить производительность . Кроме того, производительность машины повышается за счет совмещений зон печатания с магазинами в плане, так как отпадает необходимость в подаче рамок с заготовками материала из магазина в зону печатания и обратно. Конструкция машины трафаретной для многокрасочной печати может быть использована ля печати изображения, состоящего из любого количества цветов, без смены трафаретов на протяжении цикла печати. При этом с увеличением количества цветов увеличивается только число последовательно расположенных магазинов и количество находящихся над ними трафаретов, т.е не требуется принципиальное изменение и существенное усложнение конструкции машины. 16 16 17 18 16 иг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для трафаретной печати | 1987 |
|
SU1430293A2 |
| Машина для трафаретной печати на цилиндрических изделиях | 1989 |
|
SU1729797A1 |
| Многокрасочная трафаретная машина для печатания на ткани | 1976 |
|
SU654454A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Машина для печатания тканей | 1975 |
|
SU562444A1 |
| Печатное устройство машины для многокрасочной трафаретной печати на цилиндрических изделиях | 1989 |
|
SU1791151A1 |
| Трафаретная многокрасочная печатная машина | 1977 |
|
SU1003744A3 |
| Устройство для двухсторонней сеточнографической печати | 1975 |
|
SU546130A1 |
| Ракельное устройство трафаретной печатной машины | 1980 |
|
SU910471A1 |
| Полуавтомат для декорирования цилиндрических эмалированных изделий | 1974 |
|
SU682394A1 |


МАШИНА ТРАФАРЕТНАЯ ДЛЯ МНОГОКРАСОЧНОЙ ПЕЧАТИ, содержащая смонтированные на станине и соединенные с приводом каретки с трафаретами и каретки с ракелями, рамки с заготовS г 9 ff 6. 29f 3 7 s If 28 ками материала, магазины для рамок, механизмы для транспортирования рамок в зону печати и средства для фиксации кареток с трафаретами в зоне печати, отличающаяся тем, что, с целью расширения эксплуатационных возможностей, она.снабжена средствами протира трафаретов, каждое из которых содержит устаиовленную на каретке емкость и размещенную в емкости обойму с тампоном,при этом каждая из кареток средства протира и соответствующая ей каретка с ракелями кинематически связаны между собой и размещены по разные стороны € от соответствующей им каретки с тра(Л фаретом. tn 9 В 10 I / / / f f 28 ГО О) Од Kl 4 Iff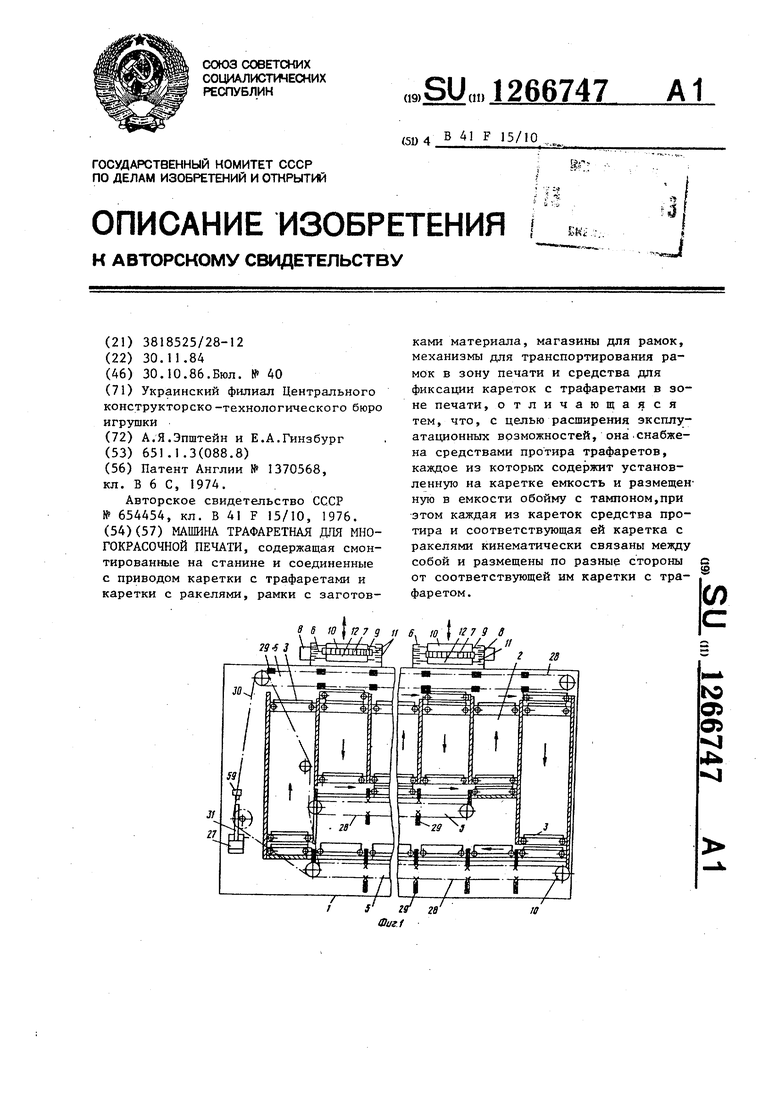
J. «
«ч . , ,«
f/////////A
.
/:/wf4 V4 v ////
иг.6 6-5
| Способ количественного определения гликогена в животных тканях | 1984 |
|
SU1370568A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Многокрасочная трафаретная машина для печатания на ткани | 1976 |
|
SU654454A1 |
| Механический грохот | 1922 |
|
SU41A1 |
