Изобретение относится к машиностроению, а более конкретно к механическим планетарным передачам.
Известен способ выравнивания нагрузки между сателлитами в процессе сборки за счет разворота осей сателлитов, установленных на эксцентриковых втулках. Величина смещени я .определяется по результатам обмера деталей передачи
Известный способ позволяет компенсировать ряд составляквдих дополнительных нагрузок на сателлиты, но обладает недостатками, связанными с усложнением конструкции водила изза введения смещающих элементов для всех осей сателлитов, и большой-трудоемкостью, не позволяющей применять его для серийного производства.
Наиболее близким к предлагаемому по технической сущности является способ выравнивания нагрузки по сателлитам серийных планетарных редукторов одного типоразмера, заключающейся в том, что в процессе сборки вмещают выходной вал редуктора в рариальном направлении. Выходной вал жестко связан с водилом. Величина смещения определяется после обмера последнего t23.
Способ достаточно трудоемок, требует индивидуального овмера и сборки каждой передачи. Кроме того, способ не позволяет компенсировать без разборки передачи переменную составляющую неравномерности.
Целью изобретения является упрощение выравнивания нагрузки при сборке.
Поставленная цель достигается тем, что согласно способу выравнивания нагрузки по сателлитам в процессе сборки сме14ают выходной вал редуктора в радиальном направлении, один из редукторов данноготипоразмера выполняют с возможностью иаменения нагруженности сателлитов путем использования эксцентриковых втулок и возможностью регистргщии
20 усилий на сателлитах, тарируют ука заниый редуктор, для чего собирают его с минимальной разнозазорностью совместно с приводом и рабочей машиной, на номинальном режиме работы 25 нагружают выходной вал редуктора радиальными усилиями и замеряют величины смещений выходного вала и равнодействующих сил в зацеплениях, варьируют с помощью эксцентриковых
30 втулок величину равнодействующих
сил в зацеплениях и замеряют деформцию конца выходного вала в радиальном направлении, затем устанавливаю каждый последукхдий редуктор данного типоразмера вместе, с приводом и рабочей машиной, замеряют величину и направление деформации конца выходного вала при номинальном релдаме работы и смещают выходной вал в направлении замеренной деформации на величину, определяемую по данным тарировки из условия равенства нулю равнодействующей сил в зацеплении.
Кроме того, с целью увеличения компенсации постоянной составляющей разнозазорности, принудительно смещают конец выходного вала относително общей оси редуктора и рабочей машины на величину и в направлении, определяемые постоянной составляющей деформации конца выходного валаС целью увеличения компенсации переменной составляющей разнозазорности, смещают конец выходного вала путем плоскопараллельного смещения всего редуктора относительно рабочей машины на величину и в направлении, определяемым переменной составляющей деформации конца выходного вала с частотой вращения водила.
Способ позволяет компенсировать как постоянную, так и переменную составляющие разнозазорности. Наиболее эффективен в трехсателлитных передачах.
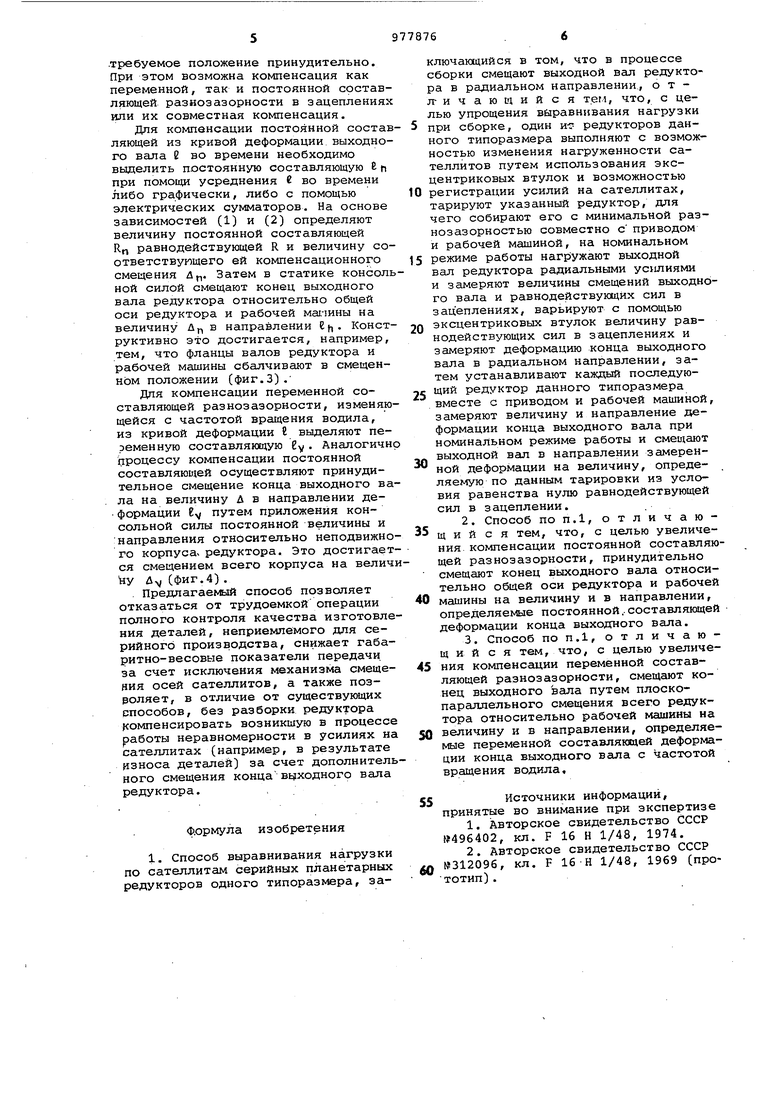
На фиг 1 представлена схема деформации выходного вала и водила под действием равнодействукяцей R от усилий в зацеплениях сателлитов с центральными колесами; на фиг. 2 схема деформации выходного вали и водила в результате принудительного смещения л конца выходного .вала; на .фиг. 3 - схема компенсации постоянной составляющей разнозазорности; на фиг. 4.- схема компенсации переменной составляющей разнозазорности
Способ .осуществляется следующим образом.
Известно, что для компенсации погрешностей изготовления и сборки, вызывающих разнозазорность в зубчатых зацеплениях с суммарным векторо S, необходимо сместить водило на величину-:5-3 в направлении .уменьшения
величины S.
Учитывая, что величина разнозазоности S и равнодействующая R усилий в зацеплениях находятся в прямой пропорциональной зависимости, операции по выравниванию нагрузки по сателлитам осуществляют s следующей последовательности.
Первоначально один из редукторов данного типоразмера выполняют таким образом, чтобы было возможно изменять нагруженности сателлитов путем изменения величины и направления разнозазорности в зубчатых зацеплениях, например за счет установки осей сателлитов на эксцентриковые втулки или использования наборов зубчатых колес с разными величинами погрешностей изготовления. Затем на этом редукторе добиваются минимальной величины разнозазорности при помощи смещения эксцентриков
0 либо применяя селективную сборку.
Разнозазорность контролируют либо косвенно при помощи тензометрических средств, измеряющих равномерность распределения нагрузки между сателлитами, либо при помощи общепринятых средств замера зазоров в зубчатых зацеплениях, после чего редуктор тарируют, для чего подсоединяют его к рабочей машине или нагружающе0 устройству и приводному двигателю, добиваясь строгой соосности соединяемых валов, и при ног/шнальном режиме работы определяют зависимость величины равнодействующей сил в зацепле-
5 ниях R от величины принудительного смещения конца выходного вала л : R (Л ) (1) . Последнее создается :за счет консольной нагрузки на выходном валу, прикладываемой, например,
,. при помощи ременной передачи. Величина л может быть определена, например, с помощью тензометрической насадной головки. Жесткостньге параметры деталей редукторов одного и того же типоразмера отличаются незначительно, поэтому найденные зависимости распространяются на все редукторы данного типоразмера.
Далее при номинальных режимах работы сПОМОЩЬЮ эксцентриковых втулок
0 добиваются различной величины разнозазорности S и величины равнодействующей R, замеряя при этом величину деформации конца выходного вала 2 при отсутствии консольной нагрузки
5 от ременной передачи. В результате строится зависимость 2 f(R)...C2). Зависимости (1) и (2)являются тарировочными. После этого каждый последующий из серийных редукторов даннр0 го типоразмера соединяют с соблюдением точной соосности с приводом и рабочей машиной- (нагружающим устройством) и при номинальном режиме работы замеряют величину I деформа5 дни конца выходного вала.
Если бы жесткость передачи была предельно малой, то водило смещаясь под действием равнодействующей R, полностью компенсировало бы разнозазорность, и нагрузка по сателлитам была бы равномерной. Однако в реальных условиях водило смещается на меньшую величину, что является причиной остаточной неравномерности нагружения сателлитов. Согласно данному способу водило устанавливают в .требуемое положение принудительно. При этом возможна компенсация как переменной, так и постоянной состав ляющей разнозазорности в зацепления или их совместная компенсация. Для компенсации постоянной соста ляющей из кривой деформации выходно го вала 2 во времени необходимо выделить постоянную составляющую п при помощи усреднения в во времени либо графически, либо с помощью электрических сумматоров. На основе зависимостей (1) и (2) определяют величину постоянной составляющей Rr, равнодействующей R и величину со ответствующего ей компенсационного смещения &. Затем в статике консол ной силой смещают конец выходного вала редуктора относительно общей оси редуктора и рабочей ма1-1ины на величину Af, в направлении Ef,. Конст руктивно это достигается, например тем, что фланцы валов редуктора и рабочей машины сбалчивают в смещенном положении (фиг.З). Для компенсации переменной составляющей разнозазорности, изменяю щейся с частотой вращения водила, из кривой деформации выделяют переменную составляющую Еу. Аналогичн процессу компенсации постоянной составляющей осуществляют принудительное смещение конца выходного в ла на величину д в направлении деформации Е путем приложения консольной силы постоянной величины и :направления относительно неподвижно го Kopnycav редуктора. Это достигает ся смещением всего корпуса на велич ну & (фиг.4) . . Предлагаемый способ позволяет отказаться от трудоемкой операции полного контроля качества изготовле ния деталей, неприемлемого для серийного производства, снижает габаритно-весовые показатели передачи за счет исключения механизма смещения осей сателлитов, а также позволяет, в отличие от существующих способов, без разборки редуктора компенсировать возникшую в процесс работы неравномерности в усилиях н сателлитах (например, в результате износа деталей) за счет дополнител ного смещения концавцходного вала редуктора. Формула изобретения 1. Способ выравнивания нагрузки по сателлитам серийных планетарных редукторов одного типоразмера, заключающийся в том, что в процессе сборки смещают выходной вал редуктора в радиальном направлении, о т л-ичающийся теп, что, с целью упрощения выравнивания нагрузки при сборке, один и редукторов данного типоразмера выполняют с возможностью изменения нагруженности сателлитов путем использования эксцентриковых втулок и возможностью регистрации усилий на сателлитах, тарируют указанный редуктор, для чего собирают его с минимальной разнозазорностью совместно с приводом и рабочей машиной, на номинальном режиме работы нагружают выходной вал редуктора радиальными усилиями и замеряют величины смещений выходного вала и равнодействующих сил в зацеплениях, варьируют с помощью эксцентриковых втулок величину равнодействующих сил в зацеплениях и замеряют деформацию конца выходного вала в радиальном направлении, затем устанавливают каждый последуюЩий редуктор данного типоразмера вместе с приводом и рабочей машиной, замеряют величину и направление деформации конца выходного вала при номинальном режиме работы и смещают выходной ваш в направлении замеренной деформации на величину, определяемую по данным тарировки из условия равенства нулю равнодействующей сил в 3 ацеплении. 2.Способ ПОП.1, отличающ и и с я тем, что, с целью увеличения компенсации постоянной составляющей разнозазорности, принудительно смещают конец выходного вала относительно общей оси редуктора и рабочей машины на величину и в направлении, определяемые постоянной..составляющей деформации конца выходного вала. 3.Способ ПОП.1, отличающий с я тем, что, с целью увеличения компенсации переменной составляющей разнозазорности, смещают конец выходного вала путем плоскопараллельного смещения всего редуктора относительно рабочей машины на величину и в направлении, определяемые переменной составляющей деформации конца выходного вгша с частотой вращения водила, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №496402, кл. F 16 Н 1/48, 1974, 2.Авторское свидетельство СССР №312096, кл, F 16 Н 1/48, 1969 (прототип).
wlw-J JW
Фиг.1
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 1990 |
|
RU2018744C1 |
| Способ сборки планетарной передачи | 1981 |
|
SU989204A1 |
| Способ выравнивания нагрузки между сателлитами | 1974 |
|
SU496402A1 |
| Планетарная зубчатая передача | 1987 |
|
SU1504421A1 |
| ПЛАНЕТАРНО-ЦЕВОЧНЫЙ РЕДУКТОР | 2006 |
|
RU2310111C1 |
| Способ сборки планетарного редуктора | 1985 |
|
SU1283460A1 |
| ПЛАНЕТАРНЫЙ РЕДУКТОР | 1999 |
|
RU2156900C1 |
| ПЛАНЕТАРНО-ЦЕВОЧНЫЙ РЕДУКТОР | 2005 |
|
RU2285163C1 |
| СПОСОБ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ И ПОВЫШЕНИЯ ДЕМПФИРУЮЩИХ СПОСОБНОСТЕЙ ЦЕВОЧНОЙ ПЕРЕДАЧИ | 2005 |
|
RU2303725C1 |
| МНОГОСАТЕЛЛИТНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2011 |
|
RU2461753C1 |
y/W/ /7/// // / «е.5
/////// ////////////// ///////7//,
fni.f
