Известные способы изготовления кожаных рантовых стелек с губой, подрезаемой с одной стороны - с торца или с двух сторон - с торца и с внутренней части бахтармянной стороны, причем подрезанная губа отгибается и затем отклеивается полотном по всей площади стельки или лентой по периметру.
Кроме того, известен способ изготовления рантовых стелек с губой, отформованной на текстильном слое, к которому затем приклеивают второй слон из кожи или другого материала.
Особенностьюпредлагаемого
способа является то, что, с целью упрощения процесса изготовления рантовой стельки, рантовую губу из сырой резиновой смеси образуют в прессформе и прикрепляют ее к стельке в процессе формования и вулканизации.
Для осуществления способа предлагается прессформа, выполненная в виде подвижной в вертикальной плоскости матрицы и двух поворотных на осях и попеременно подводимых к матрице пуансонов: дного для формования полотна, а
другого для формования и вулканизации губы из сырой резины и прикрепления губы к стельке.
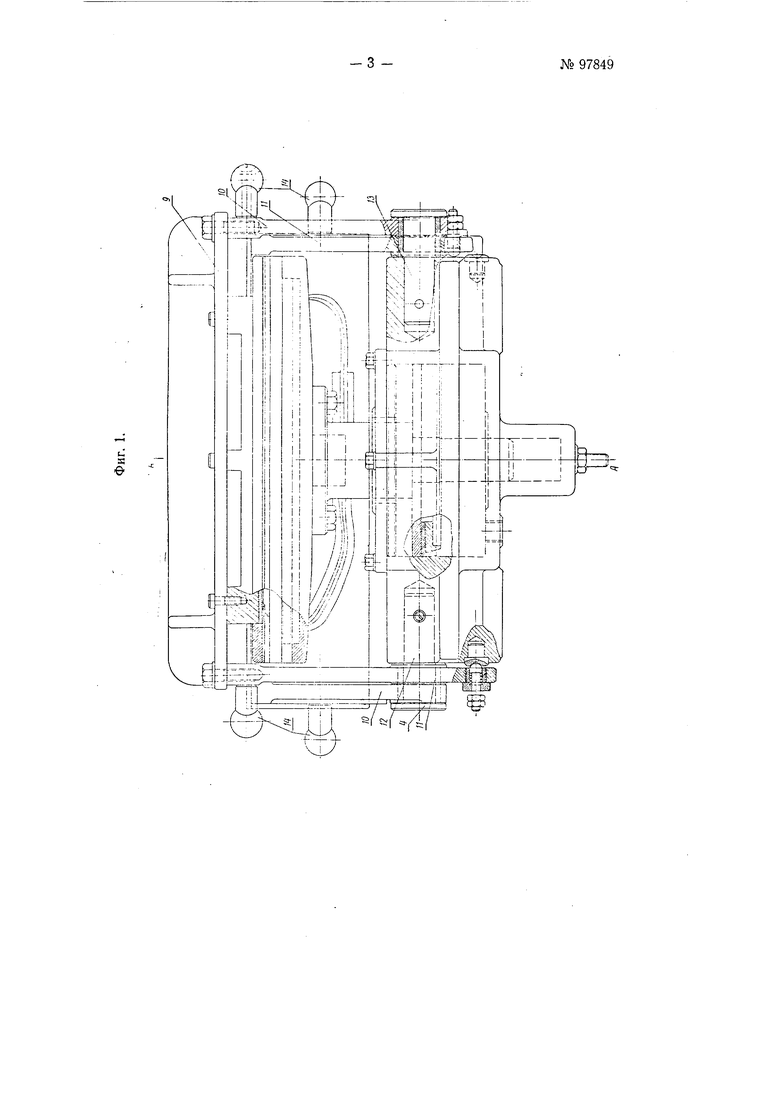
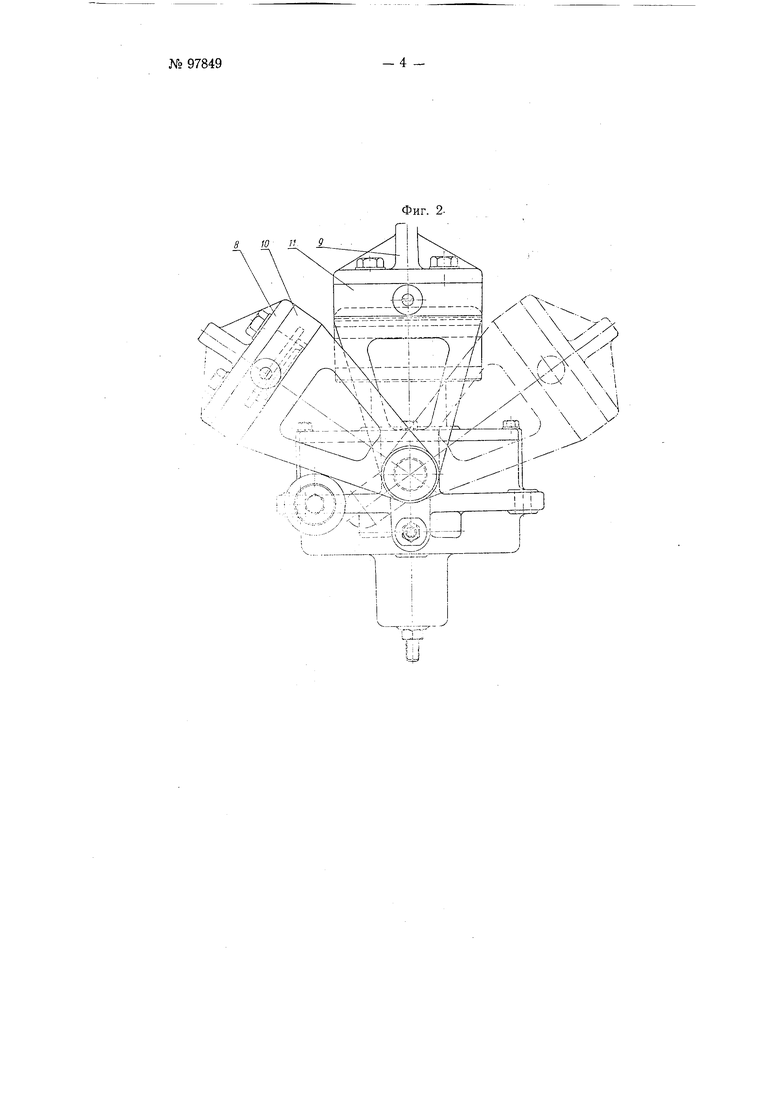
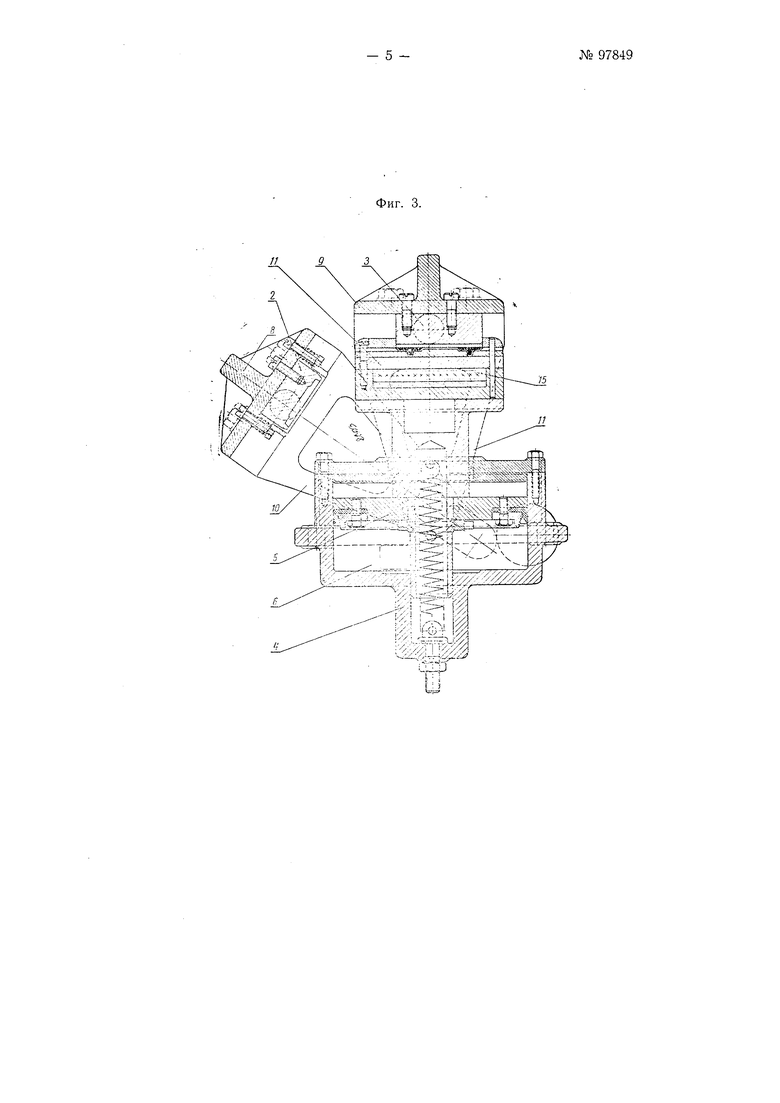
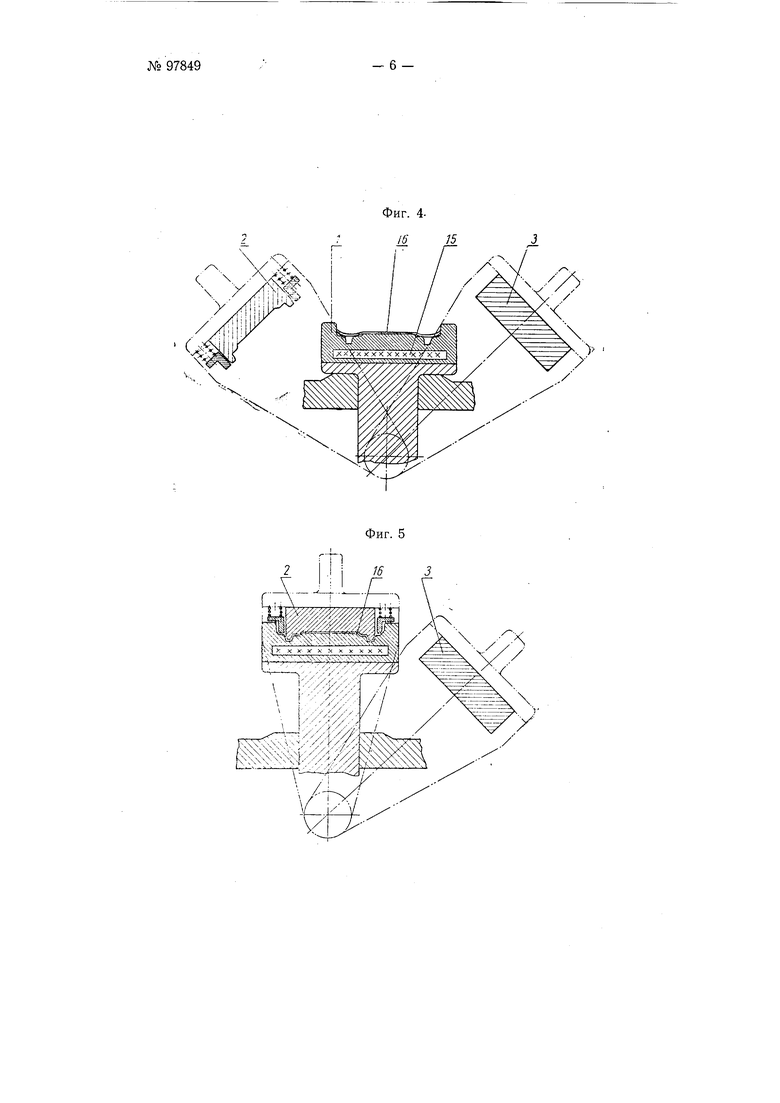
На фиг- 1 изображен вид прессформы спереди, на фиг. 2 - вид ее сбоку; на фиг. 3 - разрез по АА на фиг. 1; на фиг. 4, 5, 6 и 7 - схемы взаимного расположения матрицы и пуансонов в процессе изготовления рантовой стелькиНа общем рабочем столе устанавливаются две прессформы: одна для изготовления левой стельки, другая -для изготовления правой.
Основные рабочие органы прессформы - матрица 1, пуансон 2 - для формования полотна и пуансон 3 -для формования губы из сырой резины и прикрепления губы к стельке.
Прессформа монтирована на цилиндре 4, имеющем плунжер 5, соединенный с матрицей /. Полость 6 цилиндра сообщается с магистралью пневматического или гидравлического давления, обеспечивающего подъем матрицы /.
Под действием возвратной пружины 7, собственного веса плунжера и матрицы происходит опускание последних после разобщения полости 6 с магистралью давления, причем плунжер 5 выжимает воздух или жидкость через опускную трубу (на чертеже не указана).
Пуансоны 2 и 3 закреплены соответственно на брусках 8 и 9, соединенных с концами кронштейнов 10 и 1, другие концы, которых свободно насажены на осях 72 и 13, укрепленных в корпусе цилиндра 4. ,
Для поворота пуансонов 2 и 3 и подведения их к матрице / кронштейны W и // снабжены ручками 14.
Для получения требуемой при вулканизации температуры матрица снабжена нагревательными элементами 15.
Изготовление рантовой стельки с накладной губой производится слсдуюц йм- образом. - :.
На матрицу 1, имеющую углубление для губы и подпяточника, помеHUiiOT saiOTOBKy полотна 16 (при отодвинутых в стороны пуансонах 2 и 3} и подводят пуансон 2 к матрицеВцилиндре 4 создают давление, матрица поднимается и происходит формование полотна.
После формования полотна полость 6 цилиндра разобщают от магистрали давлеш-ш, матрицу возвращают в первоначальное положение. а пуансон 2 отводят от матрицы.
Затем на сформованное полотно над углублениями для губы и подпяточника помещают заготовку 17
из сырой резины и накладывают на
нее стельку 18, смазанную клеем,
Например, типа Буна-с на участках,
,к которым привулканизовывается
сырая резина.
Пуансон 3 подводят к матрице, в цилиндре создают давление, матрица поднимается, после-.чего в прессформе происходит формование и вулканизация губы и подпяточника и приклеивание их к стелькеПо истечении времени вулканизации давление выключают, прессформу раскрывают и готовую рантовую стельку снимают с матрицы.
Предмет изобретения
1.Способ изготовления рантовой стельки с накладной губой, обтянутой полотном, отличающийся тем, чНэ, с целщЮ упрощергйя процесса изготовления рантЬвой стельки, рантовую губу из сырой резиновой .смеси образуют в прессформе и прикрепляют ее к стельке в процессе формования и вулканизации.
2.Прессформа для осуществления способа по п- I, отличавшаяся тем, что она выполнена в виде подвижной в вертикальной плоскости матрицы и двух поворотных па осях и попеременно подводимых к матрице пуансонов: одного для формования полотна, а другого для формования и вулканизации губы из сырой резины и прикрепления губы к стельке.
u S
Д,
Г-§Э;
Фиг. 3.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| Пресс-форма с обогревом для изготовления изделий из микропористой резины | 1957 |
|
SU118609A2 |
| Способ изготовления двухслойных втулок сфлАНцЕМ | 1976 |
|
SU594642A1 |
| СПОСОБ ТЕРМИЧЕСКОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ, ИМЕЮЩИХ ОСНОВАНИЕ ИЗ ЛИСТА ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2080262C1 |
| ИНТЕРФЕЙС ПАЦИЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2639019C2 |
| ВЗАИМОПРОНИКАЮЩАЯ ЭЛАСТОМЕРНАЯ СЕТКА, ПОЛУЧЕННАЯ ИЗ ЧАСТИЦ ИЗМЕЛЬЧЕННОЙ ШИННОЙ РЕЗИНЫ | 2018 |
|
RU2808731C1 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |

//
