В основном авт. св. № 117607 описан способ изготовления формованных микропористых изделий путем вулканизации резиновых смесей в пресс-формах с подогревом под действием внешнего давления, которое меньпте внутреннего давления, развиваемого резиной в пресс-форме.
Предметом настоящего изобретения является пресс-форма для осуществления указанного способа изготовления изделий из микропористой резины.
Отличием пресс-формы является наличие подпружиненного пуансона, что позволяет совместить процессы формования и порообразования.
Ниже приводится примерное описание подобной пресс-формы для изготовления подошв из микропористой резины.
Нагрев пресс-формы может быть осуществлен различными способами: в вулканизационной камере, между нагреваемыми плитами существующих вулканизационных прессов и путем индивид ального электронагрева. Соответствеппо этому пресс-форма может быть выполнена без элементов нагрева и с последними.
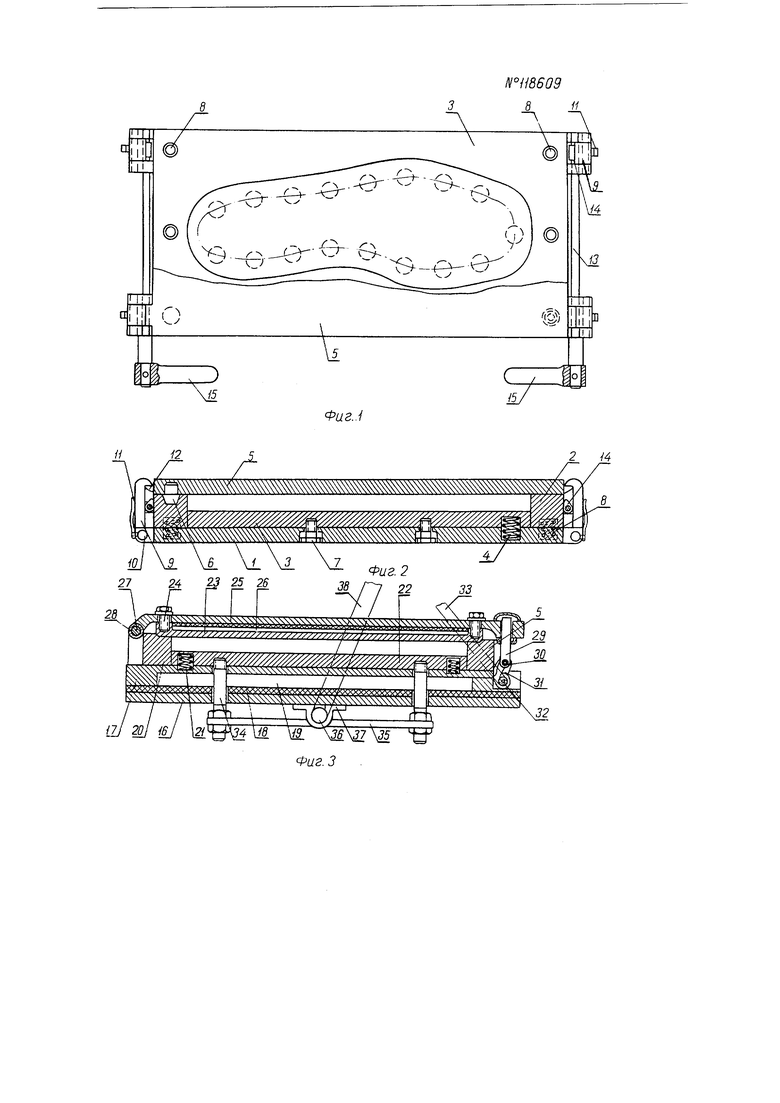
На фиг. 1 изображена пресс-форма без элементов нагрева, вид в плане и частичном разрезе; на фиг. 2- то же, вид в продольном разрезе; на фиг. 3- вариант пресс-формы с индивидуальным подогревом.
Пресс-форма, изображенная на фиг. 1 и 2, состоит из нижней плиты 1, матрицы 2, подвижного пуансона 3, посаженного на пружины 4, и верхней ПЛИТЫ 5. Для точного совмещения верхней плиты 5 матрицей 2 на последней устроены углубления и соответствующие им штифты 6 на верхней плите 5.
Пуансон 3, точно соответствующий контуру отверстия в матрице, перемещается в ней как плунжер. Давление снизу на пуаисон осуществляется пружинами 4. Отверстия под пружины сверлятся на пуансоне и на нижней плите так, чтобы в сборке они совпадали.
№ 118609
Количество отверстий и, следовательно, пружии, а также диаметр их, определяется размером пуансона 3 и необходимой максимальной силой сжатия на изделие, размещенное между верхней плитой 5 и пуансоном 3. Целесообразнее ставить пружины меньшей силы, но большее их количество, так как в этом случае создаются более широкие возможности регулирования силы сжатия путем уменьшения количества пружин.
Под действием пружины пуансон может подняться и выйти из гнезда матрицы в том случае, если взята очень большая высота пружин. Во избежание этого на пуансоне 3 предусматриваются утопленные в нижнюю плиту 1 регулировочные винты 7. Этими винтами, жестко связанными с пуансоном, можно ограничивать его подъем.
В процессе вулканизации под действием внутренней силы порообразования в изделии сопротивление пружины преодолевается и пуансон 3 прижимается к плите 1. Однако после снятия изделия он снова под действием пружин 4 поднимается кверху и гнездо матрицы по глубине сократится, что не дает возможности произвести очередную закладку заготовки. В целях сохранения глубины гнезда формы на достаточном уровне, так чтобы сырая заготовка полностью утопала в нем, под матрицей 2 установлены пружины 8 с таким расчетом, чтобы они поднимали матрицу 2 на т} или несколько меньшую высоту, что и пуансон 3.
В этом глубина гнезда сохраняется достаточной для закладки очередной заготовки.
В пресс-форме предусмотрено запирающее устройство (замок). Замок представляет собой собачку 9 на оси 10, закрепленной в проушине нижней плиты /. Собачка прижимается пружиной 11 к торцовой части формы. На верхней крышке имеется прилив 12. Таких замков предусмотрено четыре (по углам пресс-формы).
При смыкании формы собачки 9 своей головкой автоматически под действием пружин // заскакивают на приливы 12 и закрепляют прессформу в замкнутом состоянии.
Для размыкания формы между собачками 9 и торцом формы проходит ось 13 с эксцентриками 14. На конец оси посажена ручка 15. При помощи ручки 15 ось 13 поворачивается и эксцентриками 14 отжимает собачки 9, освобождая верхнюю плиту.
Пресс-форма (фиг. 3) построена аналогично, но снабжена источником электронагрева. Подобная пресс-форма может быть применена в поточной линии, независимо от наличия вулканизационной камеры или пресса с нагреваемыми плитами.
На нижней плите 16 закреплена болтами (на чертеже не указано) подматричная плита 17. Между ними уложена термоизоляционная прокладка (асбестовый слой) 18. Между нижней плитой 16 и подматричной плитой 17 образуется окно 19 для установки электронагревателя. На верхней шлифованной плоскости подматричной плиты 17 размешены матрица 20 и в ней на пружинах 21 пуансон 22. Давление снизу на пуансон осуществляется пружинами 21, которые расположены по контуру пуансона в количестве, зависимом от площади п ансона (для подошв 8-10 пар). Пройма (гнездо) матрицы закрывается крышкой 23, которая винтами 24 скреплена с верхней плитой 25. Между верхней плитой 25 и крышкой 23 образуется окно 26 для установки термоизоляционной прокладки и электронагревателей в верхней части пресс-формы и, таким образом, в сочетании с нагревом нижней части осуществляется двухсторонний нагрев.
Для возможности регулирования расположения крышки по матрице, и точного совмещения крыщки относительно проймы матрицы отверстия в верхней плите 25 для винтов 24 делаются больше, чем их диаметр, а поэтому крышка может перемещаться в любом направлении. После точ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления формованных микропористых изделий | 1956 |
|
SU117607A1 |
| Способ пошива обуви | 1957 |
|
SU113487A1 |
| Пресс-форма | 1957 |
|
SU111169A2 |
| ГИДРАВЛИЧЕСКИЙ РОТАЦИОННЫЙ ПРЕСС | 1990 |
|
RU2030991C1 |
| Аппарат для клеевой затяжки доппельной обуви и прикрепления подошвы | 1953 |
|
SU99506A1 |
| Способ прикрепления резинового каблука к кожаной подошве и пресс-форма для его осуществления | 1961 |
|
SU140710A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1968 |
|
SU232057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2114735C1 |
| Конвейерный пресс для горячей вулканизации низа обуви | 1938 |
|
SU61202A1 |
| МЕХАНИЗМ К ПРЕССУ ДЛЯ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ | 1971 |
|
SU321409A1 |
fNNpijXV
.,.%
.ЩЩ С УЧЧУЧУЧЧХЧЧУ
Ш
сриг. 3
2 У4
