Изобретение относится к легкой промышленности и может быть использовано при производстве деталей низа обуви - основной стельки с регулируемыми показателями оптимальной плотности и жесткости в носочной и пяточно-геленочном участках при одинаковой толщине стельки, обладающей высокими гигиеническими свойствами, такими как повышенная гигроскопичность, пониженная намокаемость.
Известен способ получения материала для вкладной и втачной стельки с высокими гигиеническими свойствами: повышенной сорбционной емкостью по отношению к парам воды (гигроскопичностью и влагоотдачей), высокой грибостойкостью и прочностью во влажном состоянии при низкой пиллингуемости поверхности материала, а также стойкости ее к истиранию при достаточном уровне показателей деформационно-прочностных свойств. Способ получения материала для стелек в обуви по изобретению включает формирование волокнистого холста механическим способом из льняных волокон или смеси их с синтетическими волокнами при содержании последних в холсте не более 30% с последующим иглопрокалыванием холста при плотности иглопрокалывания 100-250 см-2 и его глубине 3-5 мм и дублирование волокон холста методом иглопрокалывания со вторым слоем тканью или нетканым термоскрепленным материалом при плотности иглопрокалывания 50-150 см-2 и его глубине 4-7 мм. Способ по изобретению также включает последующую после дублирования холста обработку материала для стелек обуви путем пропитки его водной дисперсией сополимерного связующего, содержащего бутадиена 20-60 мас.ч., стирола 80-50 мас.ч., метакриловой кислоты 1-3 мас.ч., с последующим отжимом полученного материала и сушкой при 110-120°С до содержания сополимерного связующего в готовом материале 10-30%. Материал для стелек обуви выполнен из двух слоев, один из которых представляет собой волокнистый холст из льняных волокон или смеси их с синтетическими волокнами при содержании последних в холсте не более 30%, при этом волокнистый холст сформирован с последующим иглопрокалыванием при плотности иглопрокалывания 100-250 см-2 его глубине 3-5 мм, а второй слой состоит из ткани или нетканого термоскрепленного полотна и соединен с первым слоем посредством иглопрокалывания при плотности 50-150 см-2 и его глубине 4-7 мм. Материал также может иметь дополнительное сополимерное связующее, содержащие бутадиен 20-50 мас.ч., стирол 80-50 мас.ч., метакриловую кислоту 1-3 мас.ч., при содержании сополимерного связующего после сушки 10-30% (патент РФ, №2166270, МПК, А 43 В 13/38, опубл. 2001. 05.10).
Указанный способ предполагает получение только материала, из которого в дальнейшем стельки вырубаются по традиционной технологии. Т.е. изготовление стелек характеризуется возникновением значительного количества отходов и большим количеством операций. Указанный материал по своим физико-механическим свойствам не пригоден для изготовления основной стельки для обуви, а область его применения ограничивается вкладными и втачными стельками.
Известен способ изготовления основной стельки из искусственной кожи с геленком из пластмассы. Стельки с геленком из пластмассы изготовляют на полуавтоматических линиях фирмы “Пластак” (Италия). Литье пластмассы в раздвоенную пяточно-геленочную часть стельки обеспечивает ее высокую жесткость и полное соответствие заданной форме, необходимой для изготовления обуви с каблуками из пластмасс. Процесс изготовления стелек включает следующие операции:
1) автоматизированное вырубание стелек из рулонного тексона, клеймение и пробивание центрирующего несквозного отверстия, двоение пяточно-геленочного участка стелек;
2) укладка стелек в пресс-формы литьевого агрегата, литье пластмассы в раздвоенную часть стелек с одновременным формованием геленка;
3) обрезка литника и заусенцев.
Для литья геленка применяют сополимер этилена с пропиленом марки моноплен, полипропилен гранулированный светлый марки 21060, полиэтилен НД или ВД. Режим литья: давление впрыска 1,8-2 МПа, выдержка под давлением 20-30 с, время охлаждения 2,5-3 мин. (Справочник обувщика. Технология. Под редакцией А.Н.Калиты, Москва, Легпромбытиздат, 1989, с.70).
Указанный способ предполагает операцию вырубки стельки из листов картона, что приводит к появлению значительного количества отходов, а также большого числа операций.
Указанное изделие обладает пониженной влагоемкостью за счет использования паронепроницаемого геленка из полимера, расположенного в раздвоенной части стельки. А также происходит выделение вредных веществ из синтетических латексов, используемых при изготовлении обувных картонов марки тексон.
Известен способ изготовления основной стельки из кожи и искусственных кож с картонными полустельками или подпяточниками и носочными накладками или без них. Данный вид стелек используют при изготовлении обуви клеевого, литьевого и ниточных методов крепления на среднем и низком каблуках. Для изготовления этих стелек предварительно производят обработку - спуск краев полустелек, подпяточников и носочных накладок. Технологический процесс сборки и обработки стелек с полустельками или подпяточниками и носочными накладками производится аналогично сборке стелек двухслойных и включает операции (получение полуфабриката): выравнивание кожаных стелек (органическое составляющее) по толщине; шлифование кожаных стелек с лицевой и бахтармянной сторон; надсечка пучковой части стелек; спускание краев полустелек (подпяточников, носочных накладок); нанесение клея (связующее) на стельки и полустельки (подпяточники, носочные накладки); сушка клея и склеивание деталей стелек, снятие фаски в пяточно-геленочной части стелек с полустельками, пробивание центрирующего отверстия в пяточной части стелек (для обуви метода горячей вулканизации), формование. Спускание краев. Края полустелек плавно спускают по всему периметру (допускается спуск только переднего края); носочные накладки и подпяточники спускают по прямому краю. Ширина спуска полустелек по переднему, а подпяточников по прямому краю 12-17 мм, носочных накладок - по прямому краю 10-12 мм. Ширина спуска полустелек по пяточно-геленочному краю 8-14 мм. Толщина спущенных краев 1±0,2 мм. Спускание краев производят на машинах АСГ-12 или 14211/Р6, 05185/Р2 для спускания краев деталей низа.
Нанесение клея на стельки, полустельки (подпяточники, носочные накладки), сушка клея и склеивание деталей стелек (формирование полотна стельки). Эти операции производятся аналогично склеиванию двухслойных стелек. Подпяточник допускается крепить на скобки или текс на машинах ПДН-О, 04040/Р1 или М-32-2.
Снятие фаски в пяточно-геленочной части стелек с полустельками. Стельки с торца равномерно шлифуют или спускают со стороны, обращенной к подошве, по периметру пяточно-геленочной части. Шлифование или спускание производят таким образом, чтобы угол наклона поверхности торца стелек составлял продолжение боковой поверхности колодки. Ширина и толщина спущенного края 1,5-4 мм. Контур стельки не должен быть поврежден. Оборудование: машины ШН-1-О и о4127/Р10 для шлифования деталей низа, BGF -8 фирмы “Морбах” (ФРГ), AV фирмы “Анвер” (Франция). Процесс формования совмещают с одновременным пробиванием отверстий в носочной и пяточной частях для центрированной накладки стелек на металлические колодки. Размеры, форма и место пробиваемых отверстий должны соответствовать металлическим крепителям на колодках, закрепленным на полуавтоматической линии (ПЛК-О). Процесс формования и пробивания отверстий на стельке осуществляется на прессах ПФГ-1-О, давление 5 МПа и температура до 60°С при использовании картона. (Технология обуви. Т.П.Швецова, Москва, Легкая и пищевая промышленность, 1983, с.120-122).
Указанный способ подразумевание операцию вырубки стелек и других упомянутых деталей из листов обувного картона, что приводит к появлению значительного количества отходов. Кроме того, возникает потребность в значительном количестве резаков для перечисленных деталей на весь ростовочный ассортимент обуви.
Указанный способ подразумевает значительное количество операций при обработке деталей и сборке стелечного узла: спускание краев, нанесение клея, сушка клея, склеивание деталей между собой, снятие фаски в пяточно-геленочной части, формование стельки.
Указанное изделие в процессе эксплуатации обуви выделяет во внутриобувное пространство вредные вещества, остаточные мономеры из синтетических латексов, применяемых при изготовлении стелечных обувных картонов.
Техническим результатом заявляемого технического решения является получение основной стельки для обуви с регулируемыми показателями оптимальной плотности и жесткости в носочной и пяточно-геленочном участках при одинаковой толщине стельки, обладающей высокими гигиеническими свойствами, такими как повышенная гигроскопичность, пониженная намокаемость.
Поставленная задача достигается тем, что способ получения основной стельки для обуви заключается в подготовке полуфабриката, включающего органическое составляющее, формировании полотна стельки с использованием связующего и формовании, в качестве органического составляющего используют волокна растительного происхождения (лен, осока), в качестве связующего полиолефиновые волокна (полипропилен, полиэтилен), которые подвергают измельчению до длины 10-15 мм и смешиванию механическим способом растительных волокон с волокнами связующего при содержании последних в смеси 30-40%, после чего из однородной насыпной массы формируют полуфабрикат по заданным параметрам жесткости, плотности и толщины с содержанием насыпной массы в носочной части 1200-1800 г/м2, а в пяточно-геленочной части 2400-3600 г/м2, после чего волокнистую массу в пяточно-геленочной части уплотняют за счет уменьшения объема волокнистой смеси по сравнению с первоначальным объемом, полученным при загрузке пресс-формы, а формирование всего полотна стельки осуществляют горячим прессованием при температуре 180±5°С и продолжительностью 6±1 мин, после чего придают стельке определенную пространственную конфигурацию, соответствующую форме следа колодки, известным способом.
Способ получения стельки позволяет исключить необходимость в операциях вырубки деталей стелечного узла (стелька, полустелька), и отходы, связанные с получением деталей из листов обувного картона, (межмодельные и краевые отходы).
Способ получения стельки позволяет исключить операции: спускание краев полустельки, нанесение клея на полустельку и стельку, сушка клеевой пленки, склеивание деталей, формование стельки и снятие фаски в пяточно-геленочной части стелечного узла.
Способ получения стельки позволяет уменьшить необходимость в значительном количестве пресс-форм. Количество пресс-форм может быть уменьшено вдвое за счет возможности получения левой и правой полупар стелек в одной пресс-форме.
Способ получения позволяет получать основную стельку заданной жесткостью в носочной и пяточно-геленочной частях при одинаковой толщине за счет изменения насыпной массы, укладываемой в пресс-форму перед прессованием.
Доказательство существенности отличий.
Соотношение волокнистого сырья: 30% ППх70% Лен, 40% ППх60% Лен.
Горячее прессование изделия.
Подготовка волокнистого сырья к горячему прессованию.
Известно использование льна и ПП (см. аналог).
Известен способ горячего прессования (Бершев Е.Н. Технология производства нетканых материалов, изд-во “Легкая и пищевая промышленность”, М., 1982, с.232).
Известен способ подготовки волокнистой смеси к горячему прессованию (операции измельчения и смешивания с одновременным распределением связующего в волокнистой смеси) (Бершев Е.Н. Технология производства нетканых материалов, изд-во “Легкая и пищевая промышленность”, М., 1982, с.242).
Благодаря совокупному использованию заявленных признаков обеспечивается связывание органических волокон в единую систему путем их склеивания термопластичным связующим в отдельных точках и получение основной стельки в законченном виде, не требующей последующей механической обработки, т.е. достижение заявляемой цели (см. выше).
Получаемая структура материала обеспечивает оптимальные условия массообмена, возможность проникновения влаги, в том числе потовых выделений (и паров влаги) на всю толщину стельки, что улучшает ее гигроскопичность, влагопоглощение, влагоотдачу, что способствует улучшению ее гигиенических свойств, как стельки, так и обуви в целом.
Отсутствие вредных мономеров в связующем из полиолефинового ряда исключает выделение каких-либо вредных веществ в процессе эксплуатации обуви.
Использование органических волокон также способствует улучшению экологических показателей изделия. Известно, что использование льняного волокна в количестве 60% и более обеспечивает высокие гигиенические (влагопоглощение, влагоотдачу) свойства, высокую грибостойкость, бактерицидные свойства (Живетин В.В., Гинзбург Л.Н., Рыжов Л.И., Лен, ИПО Полигран, 1995, с.12).
Способ получения стельки позволяет использовать не только первичное сырье, но и отходы с предприятий легкой промышленности (текстильных, обувных и др.), что также способствует уменьшению вредного экологического воздействия на окружающую среду.
Способ получения стельки позволяет снизить количество технологических операций, повысить производительность труда и снизить трудоемкость изготовления изделия.
Способ получения стельки позволяет повысить уровень автоматизации обувного производства.
Указанный способ получения стельки позволяет его использовать при производстве вкладных стелек, подпяточников, фликов для наборного каблука, подложек для рантовой обуви.
Способ получения стельки позволяет исключить потребление воды и сократить потребление электроэнергии в отличие от способов получения обувных картонов, которые применяются при изготовлении основных стелек в настоящее время. К одному из распространенных способов производства обувных картонов относится бумагоделательный, основным недостатком которого является использование больших объемов воды и относительно большие энергетические затраты (Е.Н.Бершев. Справочник. Нетканые текстильные полотна, М., Легпромбытиздат, 1987, с.283).
Изделие обладает механической устойчивостью в мокром и сухом состояниях и не подвержено расслаиванию, которое свойственно большинству марок обувных картонов (Тексон, С-2, СЦМ).
В данном техническом решении использованы следующие компоненты:
Волокна:
“Волокно льняное короткое” ГОСТ 9394-76.
Отходы ткани:
Ткань полипропиленовая ТУ 838820500319767-96,
Пример конкретной реализации способа изготовления основной стельки для обуви.
Подготовка волокнистой смеси (полуфабриката) и ее загрузка в пресс-форму.
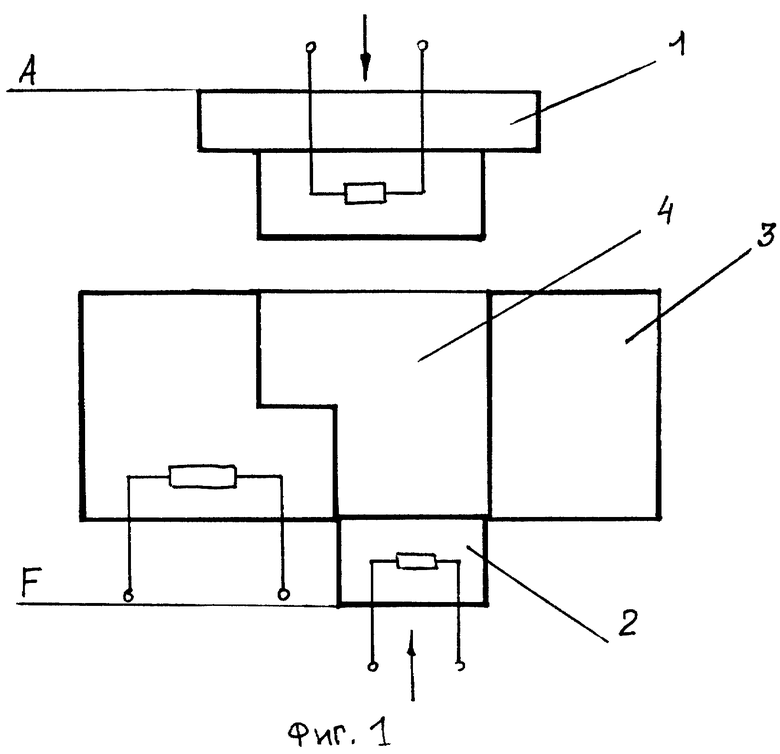
Подготовка волокнистой смеси (полуфабриката) включает следующие операции: измельчение волокон льна и ПП до длины 10-15 мм; смешивание механическим способом льняных волокон с волокнами ПП при содержании последних в смеси 30-40%, при этом смешиваемые волокна должны быть равномерно распределены и хаотизированы (разноориентированны). Для лучшего понимания процесса на фиг.1-5 приведены основные этапы изготовления стельки в пресс-форме. Пресс-форма состоит из следующих элементов: пуансон - 1, контрпуансон - 2, матрица - 3, внутренняя полость пресс-формы - 4.
Загрузка волокнистой смеси (фиг.1).
Загрузка волокнистой смеси во внутреннюю полость 4 пресс-формы осуществляется механическим дозированием, которое предусматривает ступенчатое распределение насыпной массы смеси волокон на различных участках стельки, для обеспечения различной жесткости и плотности стельки на разных ее участках (меньшей в носочной и большей в пяточно-геленочной частях), при этом должно достигаться равномерное распределение волокнистой смеси по всему объему ступенчатой пресс-формы. Дозирование производится по всему объему заполняемой внутренней полости пресс-формы, имеющей размеры заданного контура изделия - основной стельки. Загрузка смеси волокон осуществляется с ограничением по верхнему уровню матрицы 3. При этом нагреваемый пуансон 1 находится в крайнем верхнем положении А, а контрпуансон 2 в крайнем нижнем положении F, образуя объем для заполнения дополнительной волокнистой смесью, упрочняющей соответственно пяточно-геленочную часть основной стельки. Насыпная масса в носочной части составляет от 1200-1800 г/м2, а в пяточно-геленочной части от 2400-3600 г/м2.
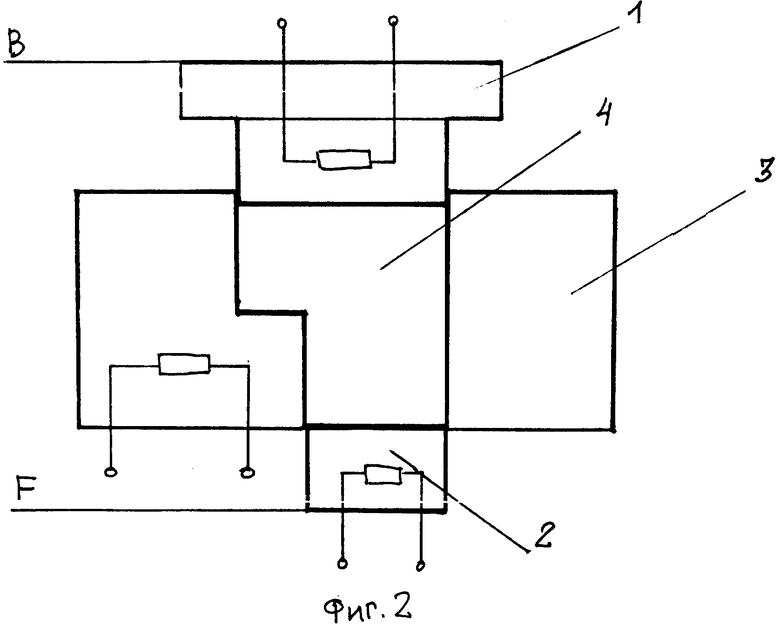
Закрытие пресс - формы (фиг.2).
Закрытие пресс-формы осуществляется в следующей последовательности: рабочая поверхность пуансона 1 находится в среднем положении В, перекрывая открытую полость матрицы 3 при этом контрпуансон 2 находится в крайнем нижнем положении F.
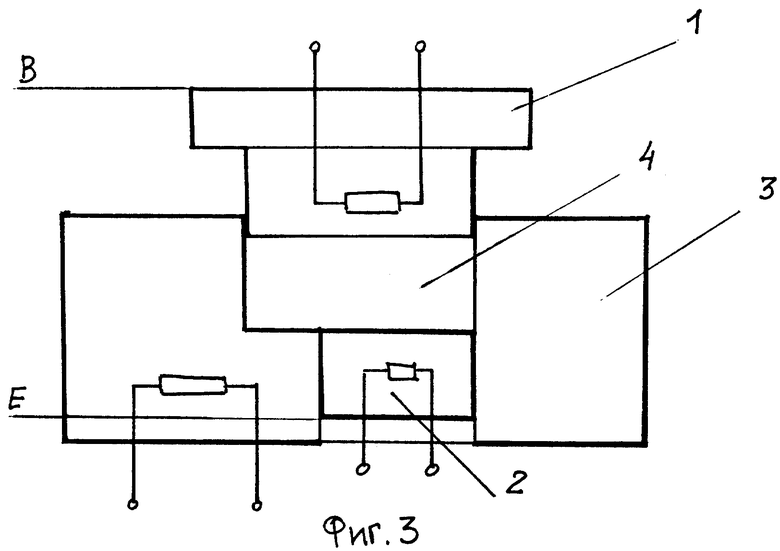
Предварительное уплотнение полуфабриката (фиг.3).
Предварительное уплотнение волокнистой массы (полуфабриката) в пяточно-геленочной части обеспечивается за счет уменьшения объема волокнистой смеси по сравнению с первоначальным объемом, полученным при загрузке пресс-формы. Уплотнение смеси в пяточно-геленочной части осуществляется за счет подъема контрпуансона 2 до среднего положения Е.
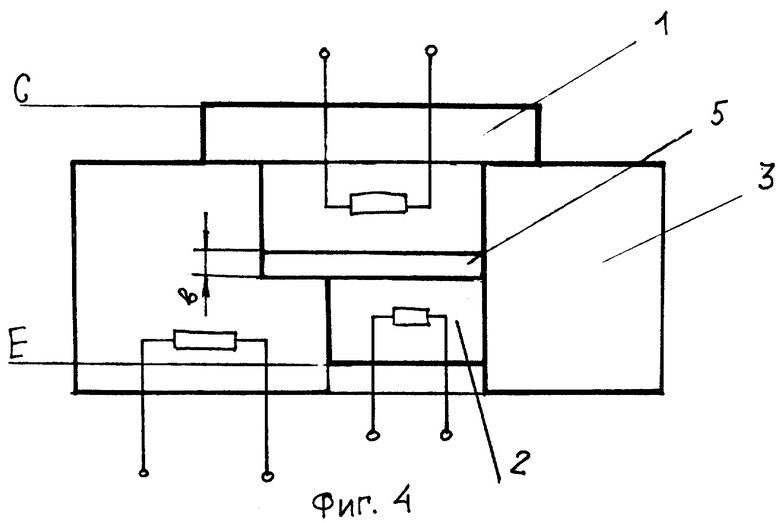
Горячее прессование, получение стелечного полотна (фиг.4).
Само горячее прессование осуществляется за счет окончательного уплотнения волокнистой смеси. При горячем прессовании пуансон 1 перемещается в крайнее нижнее положение С и сжимает волокнистую смесь до требуемой толщины b=2-3 мм. Толщина стелечного полотна b определяется внутренней полостью, образующейся при смыкании элементов пресс-формы, и регулируется в зависимости от назначения изделия. Далее процесс скрепления волокон льна между собой с помощью связующего происходит под воздействием температуры нагретого пуансона. Температура нагрева элементов пресс-формы определяется температурой вязкого течения полимерного связующего и составляет при использовании ПП 180±5°С. Продолжительность горячего прессования составляет 6±1 мин.
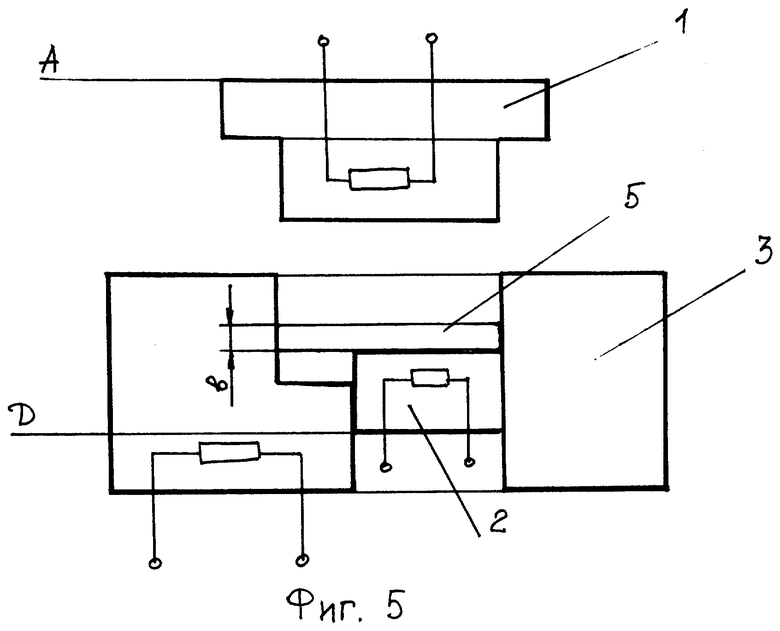
Извлечение изделия (фиг.5).
По истечении времени горячего прессования элементы пресс-формы размыкаются таким образом, что пуансон 1 поднимается в исходное крайнее верхнее положение А, при этом контрпуансон поднимается в крайнее верхнее положение D и полученное стелечное полотно 5 извлекается из пресс-формы (фиг.5).
Охлаждение и формование стельки.
Затем основная стелька передается на формующее устройство для придания стельки определенной пространственной конфигурации соответствующей форме следа колодки. В процессе формования одновременно происходит и охлаждение стельки. Продолжительность формования 1 мин при температуре охлаждающего пуансона формующего устройства 10±2°С.
Поясняющая таблица к схеме пресс-формы
Примечание - после последней операции элементы пресс-формы возвращаются в свое начальное положение.
Свойства материала, полученного для основных стелек, определялись по ГОСТ 9542-89 “Картон обувной и детали обуви из него. Общие технические условия”. Все примеры выполнены в одном технологическом режиме: температура нагрева пресс-формы 180±5°С, время прессования 6±1 мин. Изменению подвергалось процентное соотношение волокнистого наполнителя и связующего в смеси: 30% ППх 70% Лен - пример 1, 40% ППх 60% Лен - пример 2.
Показатели жесткости материалов для основной стельки
Физико-механические показатели материала для основных стелек
3-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированной стельки | 1988 |
|
SU1526638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| МАТЕРИАЛ ДЛЯ ВКЛАДНОЙ СТЕЛЬКИ ОБУВИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2254795C1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК ОБУВИ | 2000 |
|
RU2166270C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК И СУПИНАТОРОВ ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК И СУПИНАТОРОВ ОБУВИ | 2002 |
|
RU2219815C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
Изобретение относится к легкой промышленности и может быть использовано при производстве деталей низа обуви - основной стельки с регулируемыми показателями оптимальной плотности и жесткости в носочной и пяточно-геленочном участках при одинаковой толщине стельки, обладающей высокими гигиеническими свойствами, такими как повышенная гигроскопичность, пониженная намокаемость. Способ получения основной стельки для обуви заключается в подготовке полуфабриката, включающего органическое составляющее, формировании полотна стельки с использованием связующего и формовании. В качестве органического составляющего используют волокна растительного происхождения (лен, осока), в качестве связующего полиолефиновые волокна (полипропилен, полиэтилен). Волокна подвергают измельчению до длины 10-15 мм и смешиванию механическим способом растительных волокон с волокнами связующего при содержании последних в смеси 30-40%. После этого из однородной насыпной массы формируют полуфабрикат по заданным параметрам жесткости, плотности и толщины с содержанием насыпной массы в носочной части 1200-1800 г/м2, а в пяточно-геленочной части - 2400-3600 г/м2. Затем волокнистую массу в пяточно-геленочной части уплотняют за счет уменьшения объема волокнистой смеси по сравнению с первоначальным объемом, полученным при загрузке пресс-формы. Формирование всего полотна стельки осуществляют горячим прессованием при температуре 180±5°С и продолжительностью 6±1 мин. В конце стельке придают определенную пространственную конфигурацию, соответствующую форме следа колодки известным способом. 5 ил., 3 табл.
Способ получения основной стельки для обуви, заключающийся в подготовке полуфабриката, включающего органическое составляющее, формировании полотна стельки с использованием связующего и формовании, отличающийся тем, что в качестве органического составляющего используют волокна растительного происхождения (лен, осока), в качестве связующего полиолефиновые волокна (полипропилен, полиэтилен), которые подвергают измельчению до длины 10-15 мм и смешиванию механическим способом растительных волокон с волокнами связующего при содержании последних в смеси 30-40%, после чего из однородной насыпной массы формируют полуфабрикат по заданным параметрам жесткости, плотности и толщины с содержанием насыпной массы в носочной части 1200-1800 г/м2, а в пяточно-геленочной части 2400-3600 г/м2, после чего волокнистую массу в пяточно-геленочной части уплотняют за счет уменьшения объема волокнистой смеси по сравнению с первоначальным объемом, полученным при загрузке пресс-формы, а формирование всего полотна стельки осуществляют горячим прессованием при температуре (180±5)°С и продолжительностью (6±1) мин, после чего придают стельке определенную пространственную конфигурацию, соответствующую форме следа колодки известным способом.
| SU 1818728 A1, 30.05.1993 | |||
| RU 2002121278 A, 27.03.2004 | |||
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК ОБУВИ | 2000 |
|
RU2166270C1 |
| ШВЕЦОВА Т.П., Технология обуви, Москва, Легкая и пищевая промышленность, 1983, с.120-122 | |||
| НОВАЯ МОДУЛЬНАЯ НАРУЖНАЯ СЕТКА ДЛЯ РЕАКТОРОВ С РАДИАЛЬНЫМИ СЛОЯМИ | 2011 |
|
RU2567547C2 |
| US 4192086 A, 11.03.1980 | |||
| ПОРОШКОВЫЙ ОГНЕТУШИТЕЛЬ | 2000 |
|
RU2193427C2 |

