(54) УСТАНОВКА ДЛЯ ОКРАЮИВАНИЯ ИЗДЕЛИЙ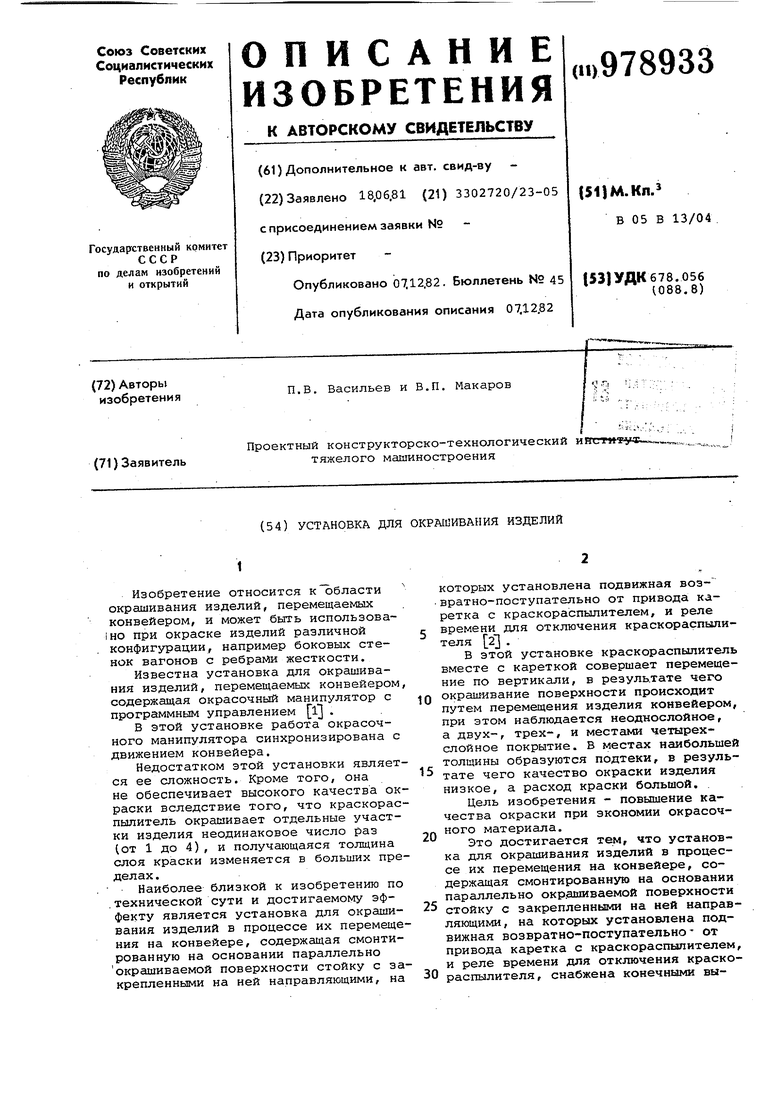
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для окрашивания изделий | 1985 |
|
SU1375352A1 |
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| Устройство для окраски изделий типа тел вращения | 1981 |
|
SU1047533A1 |
| Робот для окрасочных камер | 1988 |
|
SU1609504A1 |
| Автоматическая установка для окрашивания изделий | 1989 |
|
SU1653250A1 |
| Окрасочная установка | 1979 |
|
SU816561A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 1991 |
|
RU2015798C1 |
| Установка для окрашивания изделий | 1987 |
|
SU1549605A1 |
| Робот для окрасочных камер | 1979 |
|
SU895529A1 |
| Устройство для окрашивания изделий | 1974 |
|
SU550177A1 |
Изобретение относится к области окрс1шивания изделий, перемещаемых конвейером, и может быть использоваi но при окраске изделий различной конфигурации, например боковых стенок вагонов с ребрами жесткости.
Известна установка для окрашивания изделий, перемещаемых конвейером, содержащая окрасочный манипулятор с программным управлением .
В этой установке работа окрасочного манипулятора синхронизирована с движением конвейера.
Недостатком этой установки является ее сложность. Кроме того, она не обеспечивает высокого качества окраски вследствие того, что краскораспылитель окрашивает отдельные участки изделия неодинаковое число раз (от 1 до 4), и получающаяся толщина слоя краски изменяется в больших пределах .
Наиболее близкой к изобретению по .технической сути и достигаемому эффекту является установка для окрашивания изделий в процессе их перемещения на конвейере, содержащая смонтированную на основании параллельно окрашиваемой поверхности стойку с закрепленными на ней направляющими, на
которых установлена подвижная воз- вратно-поступательно от привода каретка с краскораспылителем, и реле времени для отключения краскораспылителя 2 .
В этой установке краскораспылитель вместе с кареткой совершает перемещение по вертикали, в результате чего окрашивание поверхности происходит
10 путем перемещения изделия конвейером, при этом наблюдается неоднослойное, а двух-, трех-, и местами четырекслойное покрытие. В местах наибольшей толщины образуются подтеки, в резуль15тате чего качество окраски изделия низкое, а расход краски большой. .
Цель изобретения - повышение качества окраски при экономии окрасочного материала.
20
Это достигается тем, что установка для окрашивания изделий в процессе их перемещения на конвейере, содержащая смонтированную на основании параллельно окрашиваемой поверхности 25 стойку с закрепленными на ней направляющими, на которых установлена подвижная возвратно-поступательно от привода каретка с краскораспылителем, и реле времени для отключения краско
30
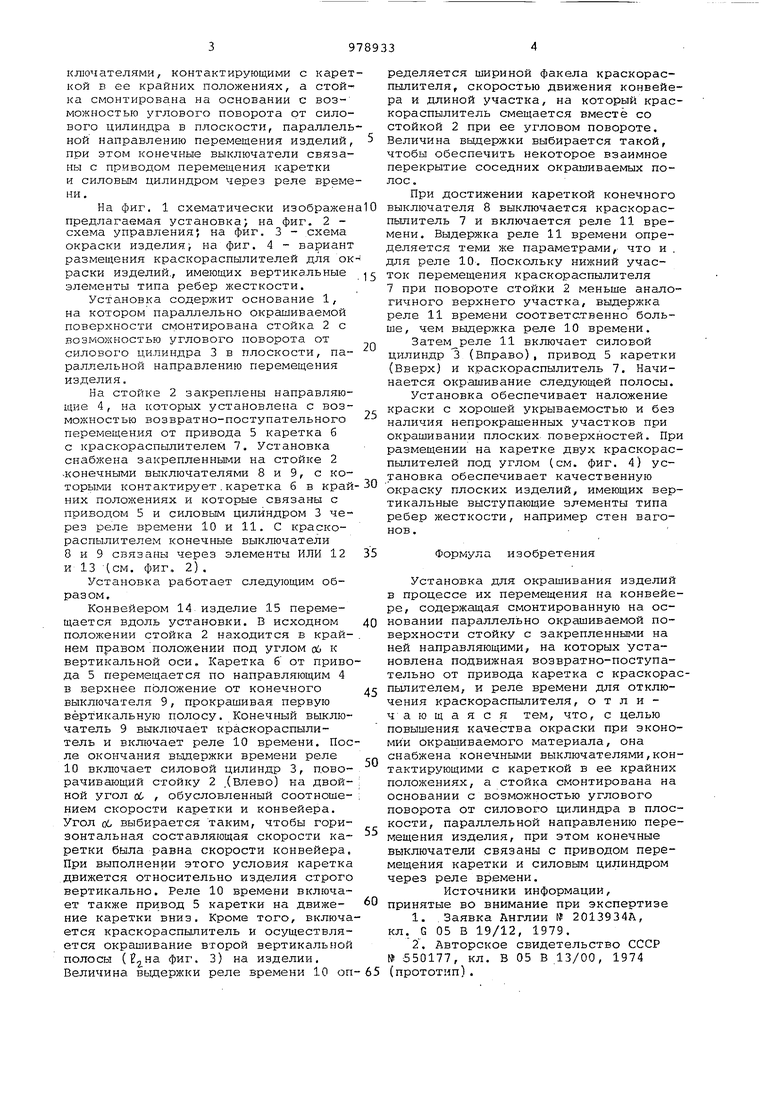
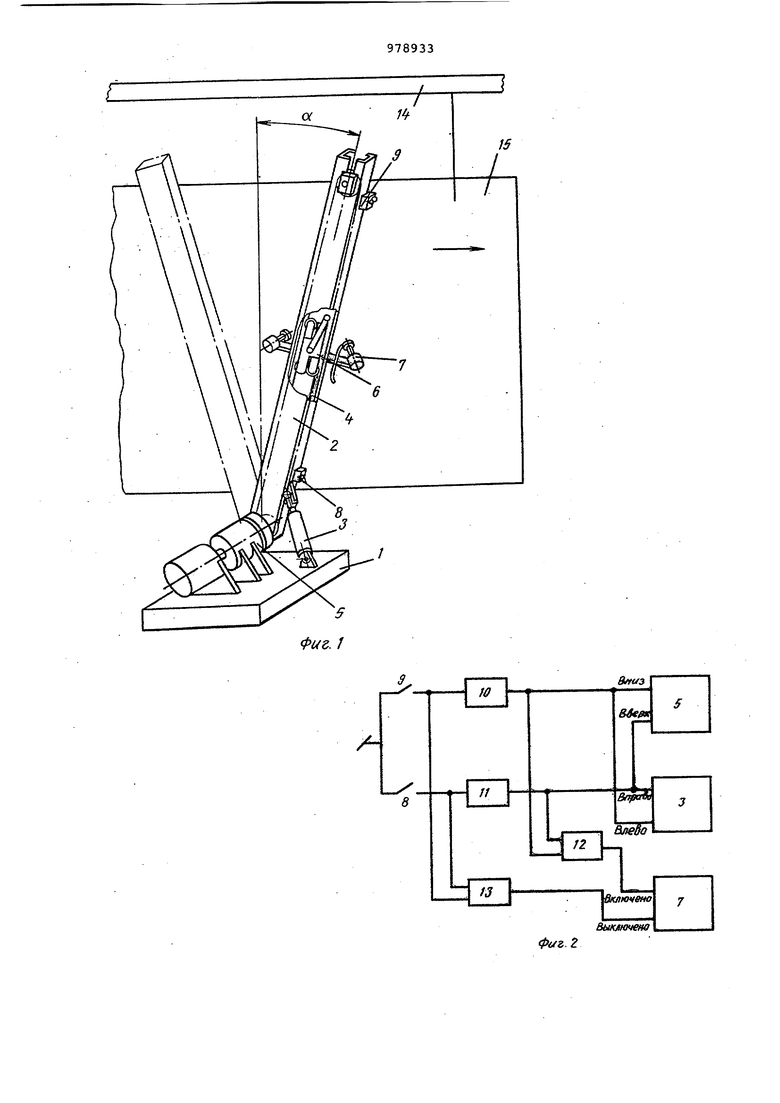
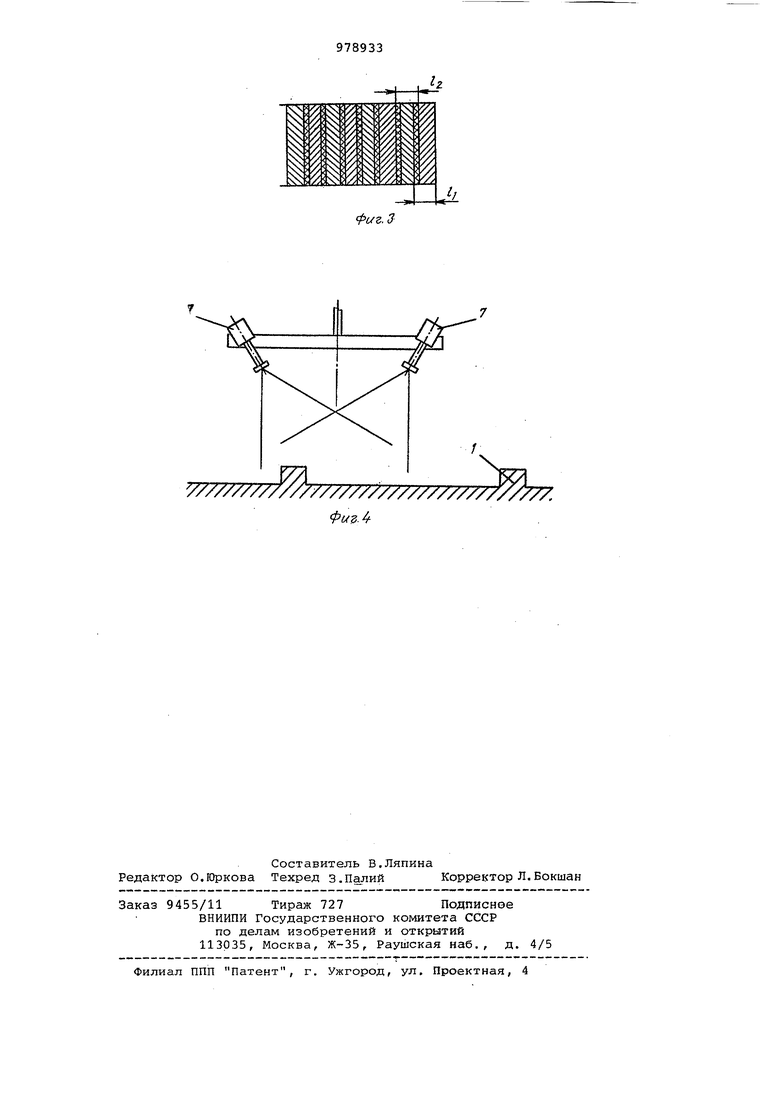
распылителя, снабжена конечными выключателями, контактирующими с карет кой в ее крайних положениях, а стойка смонтирована на основании с возможностью углового поворота от силового цилиндра в плоскости, параллель ной направлению перемещения изделий, при этом конечные выключатели связаны с приводом перемещения каретки и силовьш цилиндром через реле време ни . На фиг. 1 схематически изображен предлагаемая установка; на фиг. 2 схема управления; на фиг. 3 - схема окраски изделия на фиг. 4 - вариант размещения краскораспылителей для ок раски изделий., имеющих вертикальные элементы типа ребер жесткости. Установка содержит основание 1, на котором параллельно окраиливаемой поверхности смонтирована стойка 2 с возмохсностью углового поворота от силового цилиндра 3 в плоскости, параллельной направлению перемещения изделия. На стойке 2 закреплены направляющие 4, на которых установлена с возможностью возвратно-поступательного перемещения от привода 5 каретка б с краскораспылителем 7. Установка снабжена закрепленными на стойке 2 -конечными выключателями 8 и 9, с которыми контактирует.каретка б в край них положениях и которые связаны с приводом 5 и силовьм цилиндром 3 через реле времени 10 и 11. С краскораспылителем конечные выключатели 8 и 9 связаны через элементы ИЛИ 12 и 13 (см. фиг. 2). Установка работает следующим образом. Конвейером 14 изделие 15 перемещается вдоль установки. В исходном положении стойка 2 находится в крайнем правом положении под углом л к вертикальной оси. Каретка 6 от приво да 5 перемещается по направляющим 4 в верхнее положение от конечного выключателя 9, прокрашивая первую вертикальную полосу. Конечный выключатель 9 выключает краскораспылитель и включает реле 10 времени. Пос ле окончания выдержки времени реле 10 включает силовой цилиндр 3, поворачивающий стойку 2 ,(Влево) на двоиной угол об , обусловленный соотношением скорости каретки и конвейера. Угол об- выбирается таким, чтобы горизонтальная составляющая скорости каретки была равна скорости конвейера. При выполнении этого условия каретка движется относительно изделия строго вертикально. Реле 10 времени включает также привод 5 каретки на движение каретки вниз. Кроме того, включа ется краскораспылитель и осуществляется окрашивание второй вертикальной полосы (2.на фиг. 3) на изделии. Величина выдержки реле времени 10 оп ределяется шириной факела краскораспылителя, скоростью движения конвейера и длиной участка, на который краскораспылитель смещается вместе со стойкой 2 при ее угловом повороте. Величина вьщержки выбирается такой, чтобы обеспечить некоторое взаимное перекрытие соседних окрашиваемых полос. При достижении кареткой конечного выключателя 8 выключается краскораспылитель 7 и включается реле 11 времени. Выдержка реле 11 времени определяется теми же параметрами, что и . для реле 10. Поскольку нижний участок перемещения краскораспылителя 7 при повороте стойки 2 меньше аналогичного верхнего участка, выдержка реле 11 времени соответственно больше, чем выдержка реле 10 времени. Затем реле 11 включает силовой цилиндр 3 (Вправо), привод 5 каретки (Вверх) и краскораспылитель 7. Начинается окрашивание следующей полосы. Установка обеспечивает наложение краски с хорошей укрываемостью и без наличия непрокрашенных участков при окрашивании плоских поверхностей. При размещении на каретке двух краскораспылителей под углом (см. фиг. 4) установка обеспечивает качественную окраску плоских изделий, имеющих вертикальные выступающие элементы типа ребер жесткости, например стен вагонов . Формула изобретения Установка для окрашивания изделий в процессе их перемещения на конвейере, содержащая смонтированную на основании параллельно окрашиваемой поверхности стойку с закрепленными на ней направляющими, на которых установлена подвижная возвратно-поступательно от привода каретка с краскораспылителем, и реле времени для отключения краскораспылителя, отличающаяся тем, что, с целью повышения качества окраски при экономии окрашиваемого материала, она снабжена конечными выключателями,контактирующими с кареткой в ее крайних положениях, а стойка смонтирована на основании с возможностью углового поворота от силового цилиндра в плоскости, параллельной направлению перемещения изделия, при этом конечные выключатели связаны с приводом перемещения каретки и силовым цилиндром через реле времени. Источники информации, принятые во внимание при экспертизе 1. Заявка Англии № 2013934А, кл. G 05 Б 19/12, 1979. 2. Авторское свидетельство СССР № -550177, кл. В 05 В 13/00, 1974 (прототип).
