I .
Изобретение относится к машиностроению, а именно к оборудованию для окраски изделий, перемещаемых конвейером, и предназначено для автоматической окраски изделий методми распыления лакокрасочных материалов .
Цель изобретения - сокращение трудозатрат при эксплуатации линии за счет упрощения условий ее пере- наладки.
На фиг. 1 изображена блок-схема автоматической окрасочной линии; на фиг, 2 - принципиальная схема устройства оперативного управления роботом.
Линия содержит конвейер 1 с подвесками 2, укомплектованными флажками-кодами для изделий, связанными с механизмом 3 сброса кода, с механизмом 4 разворота и с устройством 5 опознавания изделий, связанным воздухопроводом с устройств 6 оперативного управления промьш- ленного окрасочного робота 7, установленного в окрасочной камере 8 и работающего от контурной системы программного управления с записью программы на магнитной ленте мето- дом обучения.
Устройство 6 оперативного управления, состоящее из элементов про- мьппленной пневмоавтоматики, устанолено в непосредственной близости от окрасочного робота и связано с системой 9 управления роботом посредством блока 10 пневмоэ.иектро- преобразователей. Рядом с устройством оперативного управления установлен блок I1 краскоподачи.
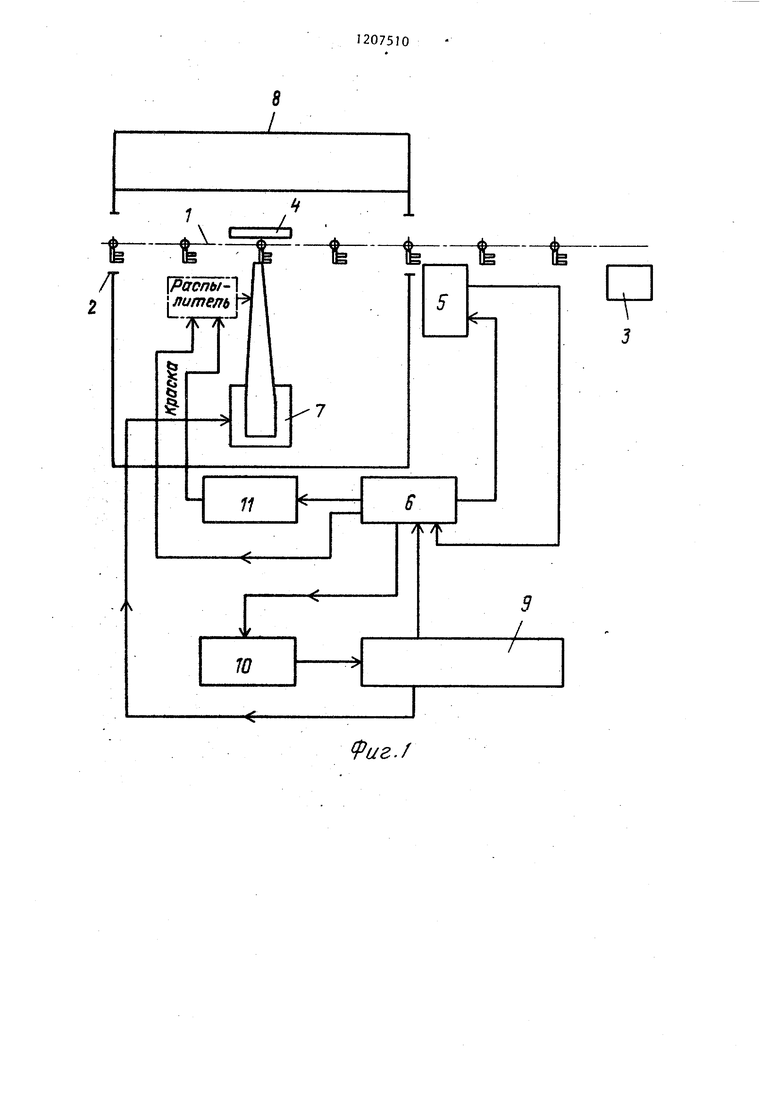
Устройство 6 оперативного управления роботом, устройство 5 опонавания изделий и блок 10 пневмо- электроцреобразователей содержат клапаны К1,.,.27, реле Р1 и пнев- моэлектропреобразователи ПЭ-i ,. ., , ., (см. фиг, 2) .
Выход 2 клапана К1 соединен с входом пневмоэлектропреобразователя ПЭд, выход 3 клапана К2 - с ппев- моэлектропреобразователем , выход -4 клапана КЗ соединен с входом реле Р , включенного в режиме инверсии, а также с входами клапанов К9,,..,К1.3 устройства опознавания изделий, выходные сигналы которых 11,...,15 через клапаны К14,.,., реализующие операцию
075102
ИЛИ, соединены с пневмоэлектропре- образователями ПЭ ,. . . ,1ТЭ5 , Выходной сигнал реле Р соединен с входами клапанов К4,,..,К8, выходы 5 которых через клапаны ИЛИ К14,..., К18 соединены с пневмоэлектропре- образователями ИЭ,.., ПЭ. Выход 21 клапана К19 соединен с входом пневмоэлектропреобразователя ПЭ,,
10 выход 22 клапана К20 - с входом пневмоэлектропреобразователем ПЭд. Выход 24 клапана К22 соединен через клапан ИЛИ К24 с пневмоэлектро- преобразователем ПЭо. Выходы 26 и
15 27 клапанов К24 и К25 соединены с управляющей полостью воздухораспределителя ВР,, блока подачи краски. Выход 28 клапана К26 через клапан ИЛИ К27 соединен с краскораспы20 лителем робота. Выход 30 из системы управления от электропневмопре- образователя ЭП-; соединен через вход 29 клапана ИЛИ К27 с краскораспылителем.
25 Выходы пневмоэлектррпреобразова- телей ПЭ,...,ПЭ1р соединены с входами системы 9 управления роботом. Линия работает следующим образом. Система 9 управления роботом
30 предусматривает два основных режима работы: режим обучения и режим воспроизведения .
В режиме обучения высококвалифи- цированньш маляр окрашивает одно
35 изделие из каждой партии вручную. Для этого при выключенном клапане К19 устройства 6 оперативного управления роботом он включает клапан К20, сиг.нал 22 проходит в блок
40 IО к пневмоэлектропреобразователю ПЭд, где происходит преобразование пневматического сигнала в электрический, и сигнал 22 включает систему 9 управления роботом. Маляр
5 включает клапан К4, соответствующий 1-й программе (первая разновидность изделия), выходной сигнал 6 которого, проходя клапан К14, поступает в блок 10 на пневмоэлектропреобразо50 ватель ПЭ, выходной электрический сигнал 16 которого включает программоноситель, подготавливая систему 9 управления роботом для записи информации об окрашивании изделия пер5 вой конфигурации. Маляр включает также клапан К24 подачи краски в краскораспылитель. Выходной сигнал , 26 поступает в управляющую полость
3
воздухораспределителя BPl, при этом магистраль сжатого воздуха соединяется с полостью красконагнетатель- ного бака блока краскоподачи 11, подавая лакокрасочный материал под необходимым давлением к кр,аско- распылителю.
Затем маляр включает клапан К26, выходной сигнал 28 которого подводится к клапану ИЛИ К27, выход 30 которого поступает в управляющую полость краскораспылителя, открывая запорную иглу, при этом маляр имеет возможность отрегулировать факел краскораспылителя. Далее маляр подвешивает изделие, соответствующее 1-й программе, на конвейер и включает клапан 1, выходной сигнал 2 которого, проходя пневмоэлектро- преобразователь ПЭ блока 10, вклю- чает конвейер.
Изделие конвейером перемещается в окрасочную камеру. При подходе изделия к окрасочной зоне маляр вручную окрашивает изделие, переме- щая краскораспылитель, закрепленный на манипуляторе, с помощью съемных ручек управления. Информация о перемещении краскораспылителя при окраске изделия первой конфигурации поступает на программоноситель системы 9 управления. Затем, включая последовательно клапаны К5,...,К8, высококвалифицированный маляр внесет информацию об окрашивании изделий, соответствующих программам 2-5 на программоноситель системы 9 управления, т.е. обучит робот на номенклатуру изделий, подлежащих окраске. Вся номенклатура окрашцваемьгх изделий кодируется соответствующим положением флажков подвески 2 в зоне загрузки изделий.
Для осуществления режима воспроизведения маляр снимает съемные ручки с манипулятора робота и включает клапан КЗ, выходной сигнал 4 которого- запитывает конечные выключатели устройства 5 опознавания изделий а также с помощью реле Р, включенного в режиме инверсии, обесточи-.
n
5
0
5
0
5
О4
вает клапаны К4,...,К8 и включает клапан К19. Выходной сигнал 21, проходя пневмоэлектропреобразователь ПЭ-, блока 10, поступает в систему
9управления, включая устройство числового программного управления (ЧПУ), т.е. система управления роботом подготовлена к воспроизведению записанной информации.
В зоне загрузки изделия, закодированные соответствующим положением флажков подвески,- подвешиваются на конвейер и перемещаются в окрасочную камеру.
При прохождении изделием устройства 5 опознавания изделий сигнал от соответствующего конечного выключателя К9,...,К13, проходя клапаны К14, .,.,К18, поступает в соответствующий пневмоэлектропреобразователь блока
10ПЭ1,...,ПЭ5, выходной сигнал которых 16,...,20 подает на ЧПУ сигнал о номере программы и по истечении некоторого времени, установленного при обучении, манипулятор робота автоматически вьтолняет окраску, т.е. выходной сигнал 30 от электропневмо- преобразователя ЭП, системы 9, проходя клапан 27 в определенные запрограммированные моменты включает крас- кораспьшитель, происходит окрашивание изделия.
При дальнейшем перемещении конвейером подвеска с изделием при помощи механизма разворота поворачивается на 180°, при этом происходит окончательное докрашивание изделия и т.д.
Устройство оперативного управления роботом, кроме обучения робота на окраску новых изделий, позволяет, не включая систему управления, регулировать факел распылителя после промывки и смены краски, управлять подачей краски, работой конвейера. В случае появления сбоев в работе системы 9 управления автономное управление распылителем, краскопо- .дачей, конвейером позволяет продолжить работу линии во время поиска неисправностей.
. С lPffCfW-1
I литсль L..,-..-
/ГУ
г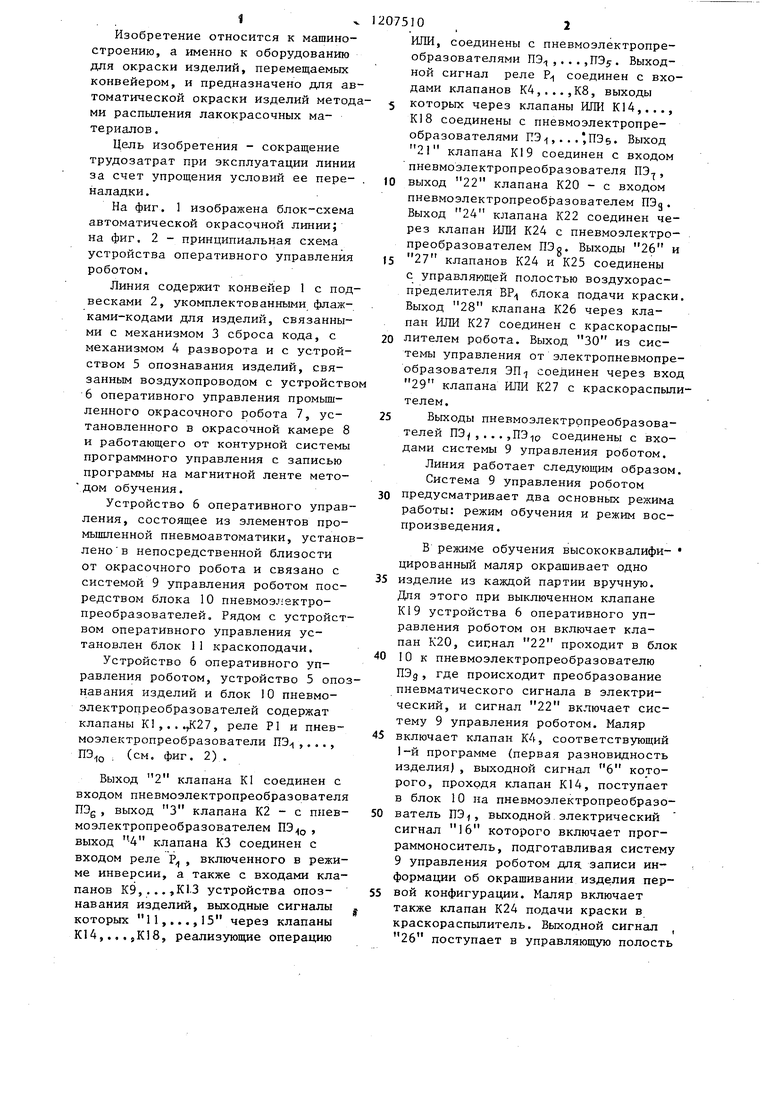

| название | год | авторы | номер документа |
|---|---|---|---|
| СУДНО ДЛЯ ПОДВОДНЫХ РАЗВЕДОЧНЫХ РАБОТ | 1926 |
|
SU14887A1 |
| Способ подачи воздуха в камеру для окраски жидкими лакокрасочными материалами и камера для реализации способа (варианты) | 2016 |
|
RU2614673C1 |
| Камера для нанесения и сушки покрытий | 1981 |
|
SU959840A1 |
| Робот для окрасочных камер | 1979 |
|
SU895529A1 |
| Устройство для автоматического нанесения покрытий | 1985 |
|
SU1297925A1 |
| Робот для окрасочных камер | 1988 |
|
SU1609504A1 |
| Устройство для распознавания изображений | 1990 |
|
SU1795483A1 |
| Газовый хроматограф | 1977 |
|
SU693250A1 |
| Система управления процессом нанесения покрытий | 1978 |
|
SU876186A1 |
| ИЗМЕРИТЕЛЬ СОДЕРЖАНИЯ ДИСПЕРСНОЙ ФАЗЫ В ГАЗОВОМ ПОТОКЕ | 2016 |
|
RU2644449C1 |

конвейер Писк Стоп тКГ -гК2
Й
,Щщ
к20 -.HZi -кгг f ffejfSm
Щ ЩЩЩ
IJodo4a WpocdaSi,. /Г
tf 9tinlCJt. u ч/« f 17л
Biai-K2S
i/Л
Jgrj
Q №
2S
| Белянин П.Н | |||
| Промышленные роботы и их применение | |||
| М.: Машиностроение, 1983, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Автоматическая окрасочная линия | 1980 |
|
SU912297A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
