Изобретение относится к литейному производству, в частности к процессам изготовления форм, и может быть применено для обработки полуформ, содержащих "болван", например, при обработке нижней полуформы при изготовлении отливок типа купальных ванн. Изобретение может быть использовано во всех других отраслях промышленности, где имеет место технология нанесения покрытий (красок), окрашивание изделий, грунтовка их перед эмалированием и прочее.
Известно, что готовая литейная полуформа подвергается отделке, которая заключается в том, что полуформу подвергают обдувке воздухом и с помощью пульверизатора наносят противопригарное покрытие равномерно со всех сторон "болвана" полуформы.
Проведение операций обдувки и нанесения покрытия осуществляется вручную.
Известна установка для нанесения краски распылением на базе окрасочных роботов или манипуляторов (Г.Н.Рапопорт, Ю.В.Солин. Применение промышленных роботов. М. , Машиностроение, 1985, с.172-174). Установка содержит, кроме окрасочного робота, окрасочные камеры с отсосом, через которые конвейером перемещаются изделия, подвергающиеся окраске, краскоподводящие магистрали, систему распознавания изделий типа "техническое зрение", систему управления.
В качестве рабочего органа окрасочного робота использован пневматический краскораспылитель. Для обеспечения окрашивания изделий с разных сторон установлены несколько роботов, размещаемых по обе стороны транспортной линии для изделий.
Недостатки установки заключаются в длительности технологического цикла окрашивания, сложности системы нанесения краски, громоздкости установки, связанной с этим низкой эффективности улавливания паров покрытия. Последнее связано также с трудностью перекрытия проемов для транспортной магистрали, а, в целом, повышенных капитальных и эксплуатационных затратах.
Известна установка для нанесения покрытия (грунтовки) перед эмалированием купальных ванн на базе манипуляционной системы, которая применена в роботе "Контур-0,02" (Г.Н.Рапопорт, Ю.В.Солин. Применение прмышленных роботов, М., "Машиностроение", 1985, с.185-176).
В состав установки входят три робота, "обучаемые" в процессе окраски первой детали, конвейер с подвесными кронштейнами для подвески ванн, проходящий через окрасочную камеру, устройства контроля. Окрасочная камера снабжена системой отсоса. Изделие, поступающее на конвейер на первую позицию нанесения покрытия проходит предварительную обработку на предыдущей позиции.
Недостатки описанной установки заключаются в том, что для обеспечения направленности струи краски роботы снабжены сложной системой управления контурного типа. Установки с контурной системой отличаются длительностью технологического цикла. Для увеличения времени контакта рабочего органа робота с окрашиваемым изделием, движущимся на конвейере , робот должен непрерывно двигаться за окрашиваемым изделием, что также делает установку сложной и громоздкой и экологически малоэффективной.
Изобретение имеет целью сокращение продолжительности технологического цикла нанесения покрытия на изделие при одновременном снижении капитальных и эксплуатационных затрат и улучшении экологических показателей оборудования.
Сущность изобретения заключается в следующем.
Установка для нанесения покрытия на поверхность изделия, предпочтительно "болван" литейной полуформы, включает конвейер для подачи изделия в зону нанесения покрытия, закрытую защитным кожухом с системой отсоса вредностей, и устройство для нанесения покpытия, выполненное в виде манипулятора с рабочим органом, соединенным с системами подачи воздуха и краски и снабженным регулируемыми форсунками для подачи краски на поверхность изделия, и выполненное с возможностью перемещения относительно обрабатываемой поверхности.
Установка отличается тем, что рабочий орган выполнен в виде трубопровода, расположенного коаксиально обрабатываемой поверхности и жестко закрепленного на защитном кожухе, внутренняя поверхность которого эквидистантна обрабатываемой поверхности изделия при этом кожух жестко закреплен на руке манипулятора, а конвейер для подачи изделия в зону нанесения покрытия выполнен в виде поворотного стола.
Отличие предлагаемого решения состоит также в применении его в качестве устройства для подготовки изделия перед нанесением покрытия путем обдува сжатым воздухом.
Существенность совокупности отличительных признаков предлагаемого технического решения состоит в том, что обеспечивается нанесение покрытия на поверхность изделия одновременно со всех сторон, при этом одновременно организуется укрытие отливки (отливки, а не линии в целом). Это позволяет заменить несколько роботов одним, а контурные движения рабочего органа робота движением рабочего органа по одной оси. В результате сокращается продолжительность цикла нанесения покрытия.
В результате того, что размер укрытия (кожуха) соответствует размеру отливки и отливка остается неподвижной внутри кожуха, отсутствуют движущиеся части в зоне выделения вредностей, упрощается конструкция установки, уменьшаются занимаемые производственные площади.
Возможность использовать ту же установку для предварительной подготовки форм перед нанесением покрытия без изменения конструкции также упрощает конструкцию комплекса в целом.
Организация всестороннего укрытия только одной позиции нанесения покрытия, расположенной неподвижно, и выполнение кожуха с внутренней повеpхностью, эквидистантной системы и обеспечить высокую эффективность ее работы.
В результате уменьшаются капитальные и эксплуатационные затраты при выполнении процесса нанесения покрытия, улучшается экологическая обстановка на рабочем месте.
Ниже приводится пример устройства для нанесения покрытия на поверхность изделия, в качестве которого принята нижняя полуформа для изготовления отливок купальных ванн.
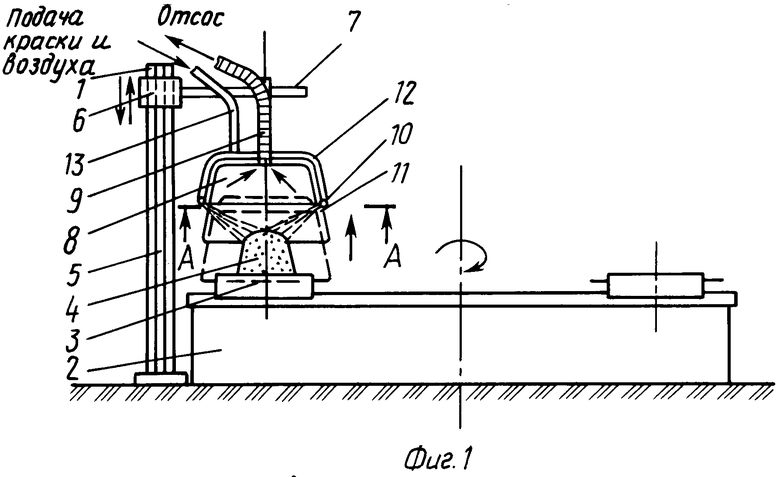
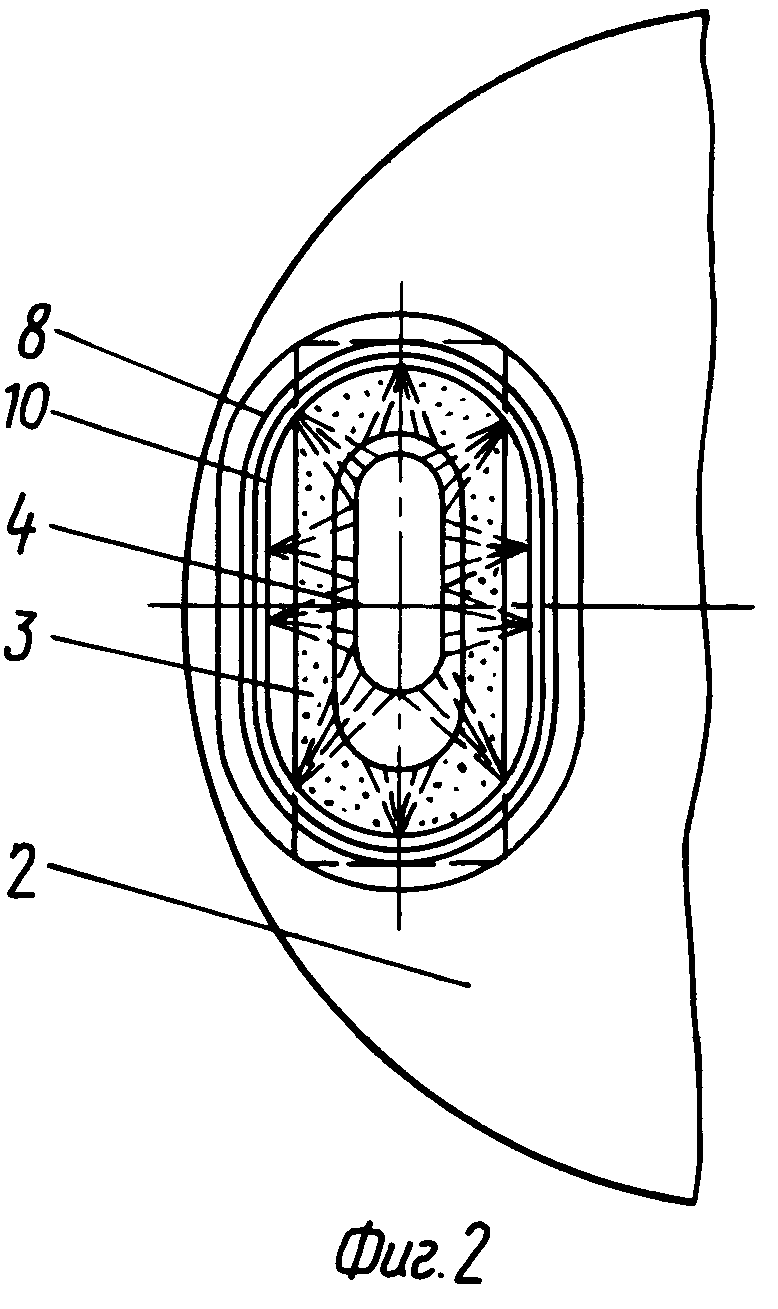
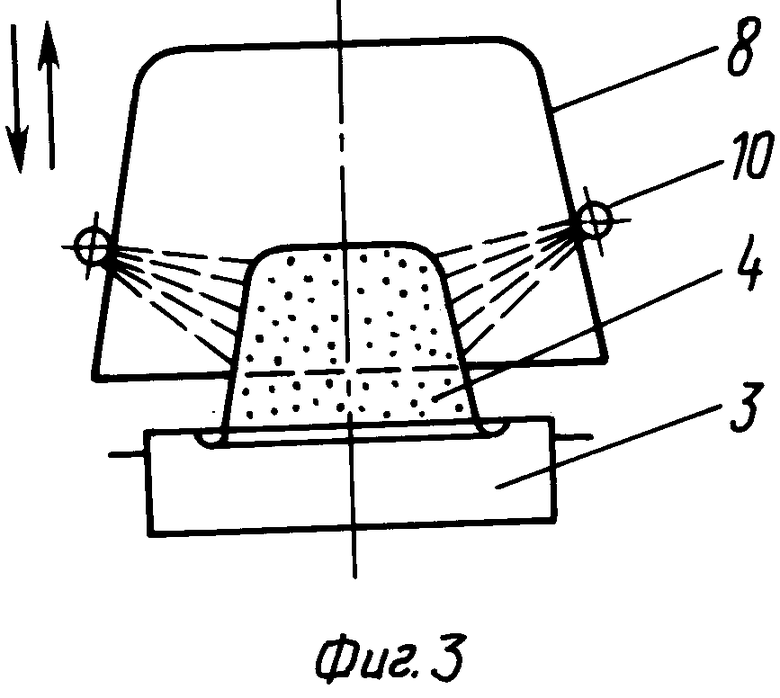
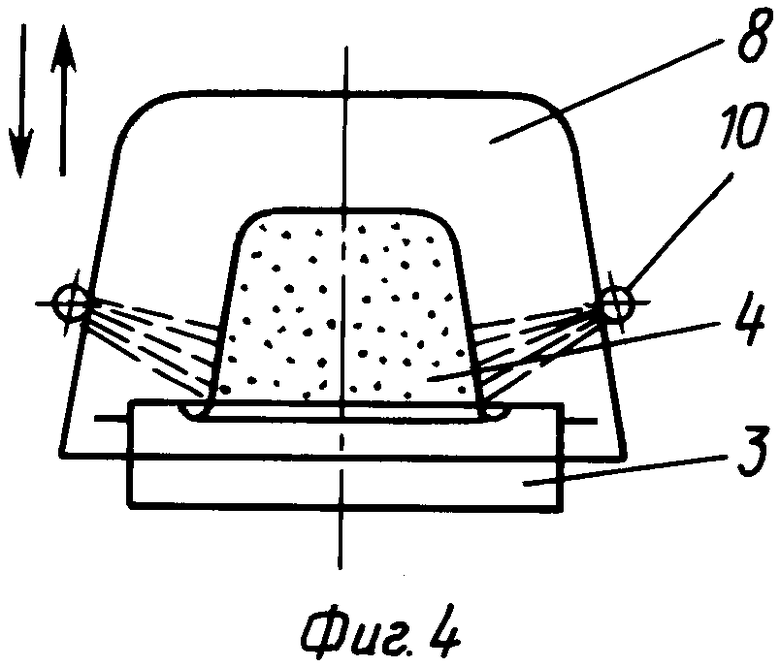
На фиг. 1 показан разрез установки для нанесения покрытия; на фиг.2 - поперечный разрез позиции нанесения покрытия; на фиг.3 - положение кожуха с устройствами для подачи краски в начале процесса; на фиг. 4 - то же, в конце процесса.
Устройство для нанесения покрытия на поверхность изделия (фиг.1,2) состоит из технологического окрасочного робота 1 и поворотного стола 2 для подачи полуформ 3 с болваном 4 на позицию нанесения покрытия.
Робот 1 выполнен в виде стойки 5 с движущейся по его направляющим в вертикальном направлении кареткой 6.На каретке 6 смонтирован модуль-стрела 7, на котором закреплен кожух 8.
Кожух 8 снабжен отсасывающим патрубком 9 для отсоса паров и мельчайших частиц краски, а также лишних частиц и пыли при обдуве. Внутренняя поверхность кожуха имеет конфигурацию, эквидистантную поверхности болвана 4 полуформы 3, т.е. в виде перевернутой ванны большего размера, чем сама ванна, с отвеpстием для патрубка 9. Патрубок 9 соединен с системой отсоса и улавливания вредностей.
Кожух 8 опоясан замкнутой в горизонтальной плоскости трубой 10 с форсунками 11, равномерно распределенными по ее длине, выходное отверстие которых направлено внутрь кожуха 8. В стенках кожуха 8 выполнены для этого отверстия. От кольцевой трубы 10 отходят вверх два диаметрально расположенных патрубка 12, соединенных с системой 13 подачи краски и воздуха.
Установка работает следующим образом. Полуформу 3 с болваном 4 подают поворотным столом 2 на позицию нанесения покрытия на болван полуформы (фиг. 1). Каретку 6 со стрелой 7 и закрепленным на ней кожухом 10 опускают на полуформу 3. Одновременно включают подачу сжатого воздуха и отсос, и после обдува полуформы подачу сжатого воздуха прекращают. Включают подачу краски. Краска подается к форсункам 11 кольцевой трубы 10 и распыляется на болван 4 полуформы 3, начиная сверху вниз.
По мере опускания кожуха 8 с распыляемой через форсунки 11 краской окрашивается непрерывно и равномерно сначала верхняя плоскость "болвана" 4 полуформы 3 (фиг. 1) по всей окружности, затем стенки "болвана" (фиг.2), затем низ и нижние края его (фиг.3,4). Толщина слоя покрытия обуславливается производительностью подачи и скоростью опускания кожуха 8.
После нанесения покрытия 10 модуль-стрелу 7 с кареткой 6 поднимают вверх и освобождают полуформу 3. Последнюю поворотным столом 2 подают на позицию съема полуформы, которую удаляют транспортным роботом.
Технико-экономическая эффективность предлагаемого устройства для нанесения покрытия состоит в следующем:
совмещаются операции подготовки полуформы и нанесения покрытия на одной позиции, на одной установке;
проведение операции нанесения покрытия осуществляется за один проход рабочего органа;
повышается производительность процесса нанесения покрытия за счет нанесения покрытия на изделие одновременно со всех сторон, обеспечения возможности задания количества нанесенного покрытия в зависимости от конфигурации изделия;
компактность установки и уменьшение ее габаритов;
отсутствие движущихся частей оборудованные, в том числе транспортного, в зоне распыления краски; совмещение операции нанесения покрытия с операцией организации укрытия источника выделения вредностей;
снижение капитальных и эксплуатационных расходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЫЛЕПОДАВЛЕНИЯ ПРИ ВЫБИВКЕ ФОРМ НА ВЫБИВНОЙ РЕШЕТКЕ И УКРЫТИЕ ВЫБИВНОЙ РЕШЕТКИ | 1991 |
|
RU2015839C1 |
| ВЫБИВНАЯ РЕШЕТКА ДЛЯ ОТЛИВОК | 1991 |
|
RU2015841C1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| СПОСОБ СБОРКИ ФОРМ НА ЛИТЕЙНОЙ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1990 |
|
RU2030964C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ДРОБЕМЕТНОЙ ОЧИСТКИ ОТЛИВОК | 1991 |
|
RU2015837C1 |
| УСТРОЙСТВО ПЫЛЕПОДАВЛЕНИЯ ПРИ ВЫБИВКЕ ЛИТЕЙНЫХ ФОРМ | 2011 |
|
RU2486029C2 |
| Поточно-автоматизированная линия абразивной зачистки отливок | 1990 |
|
SU1824252A1 |
| Способ очистки отливок в галтовочном барабане | 1988 |
|
SU1629153A1 |
Использование: в литейном производстве при изготовлении форм, имеющих "болван", например при изготовлении отливок типа купальных ванн. Сущность изобретения: рабочий орган выполнен в виде трубопровода, расположенного коаксиально обрабатываемой поверхности и жестко закрепленного на защитном кожухе, внутренняя поверхность которого эквидистантна обрабатываемой поверхности изделия, при этом кожух жестко закреплен на руке манипулятора, а конвейр для подачи изделий в зону нанесения покрытия выполнен в виде поворотного стола. 4 ил.
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ, преимущественно на выступающие части литейной полуформы, содержащая средство для подачи изделия в зону нанесения покрытия, закрытую защитным кожухом с системой отсоса вредностей, и устройство для нанесения покрытия, выполненное с возможностью перемещения относительно обрабатываемой поверхности в виде манипулятора с рабочим органом, соединенным с системами подачи краски и имеющим форсунки для подачи краски на поверхность изделия, отличающаяся тем, что, с целью сокращения продолжительности технологического цикла нанесения покрытия на изделие при одновременном снижении капитальных и эксплуатационных затрат и улучшении экологических показателей оборудования, рабочий орган выполнен в виде трубопровода, расположенного коаксиально обрабатываемой поверхности и жестко закрепленного на защитном кожухе, внутренняя поверхность которого эквидистантна обрабатываемой поверхности изделия, при этом кожух жестко закреплен на руке манипулятора, а средство для подачи изделий в зону нанесения покрытия выполнено в виде поворотного стола.
| Рапопорт Г.Н., Солин Ю.В | |||
| "Применение промышленных роботов" | |||
| М | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
