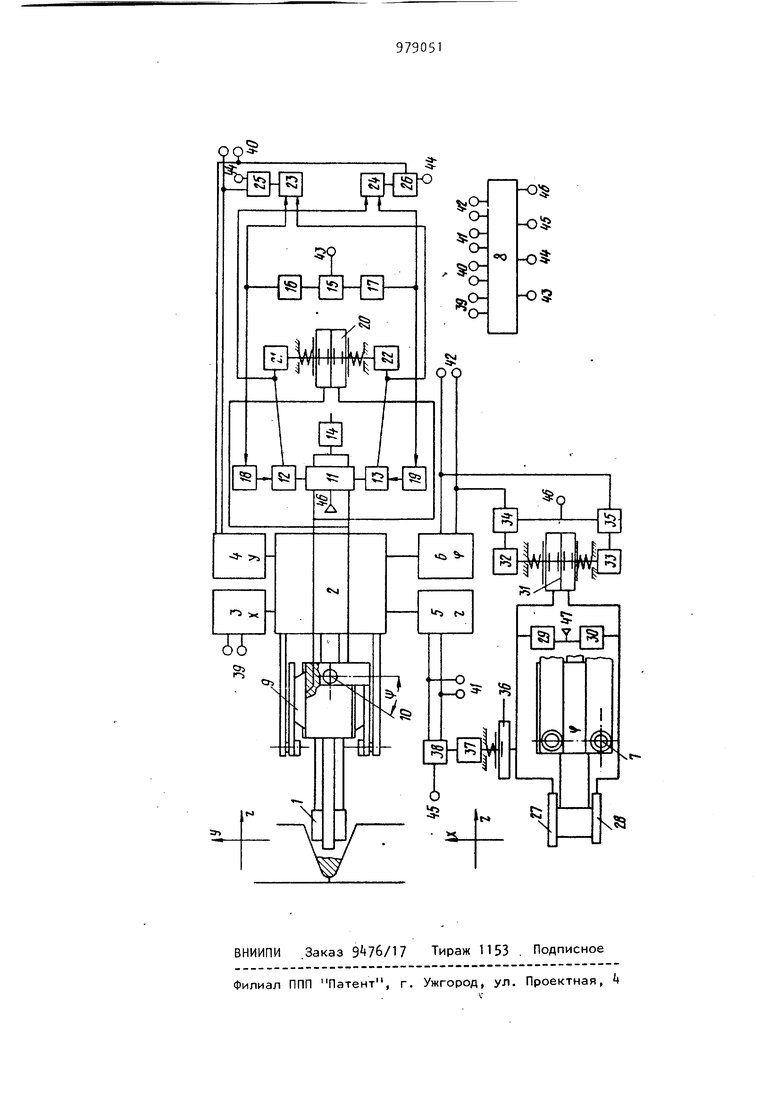
(5) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА ВДОЛЬ СТЫКА СВАРИВАЕМЫХ ДЕТАЛЕЙ Изобретение относится к области автоматизации сварочного производства и может быть использовано при управлении движением сварочного электрода вдоль стыка свариваемых деталей Известно устройство для ориентаг ции сварочной горелки относительно стыка кромок свариваемых деталей, содержащее сопло-датчик, задатчик давления и пневматическую систему, обеспечивающую слежение за стыком С11 Известное устройство обладает следующими недостатками: ограниченный диапазон величины коррекции поперек шва в пределах хода сильфонног исполнительного механизма, отсутствие возможности сканирования сварочной горелки. . Известно устройство для дуговой сварки, содержащее два сопла-датчика расположенные под прямым углом один к другому, два мембранных исполнительных механизма, позволяющие стаби лизировать длину дуги и направлять электрод по стыку 21 Однако в таком устройстве решается задача слежения при сварке только угловых швов, многопроходная сварка возможна только при корректировке положения сопел .относительно горелки при каждом очередном проходе, отсутствует возможность сканирования сварочной горелки. Целью изобретения является увеличение технологических возможностей за счет сварки криволинейных швов. Поставленная цель достигается тем, что в устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей, содержащее сварочную горелку с приводом ее продольного, поперечного и вертикального перемещений, системы пневмопитания и пневмодатчиков, дополнительно введены привод поворота горелки относительно оси, устройство программного управления, пневмопривод сканирова397ния с герметичными полостями, пневмо золотник с электромагнитами и дросселем, электрическая пульспара с пул сатором, двумя ключами и двумя элементами ИЛИ, пневматическая пульспара с первым блоком соотношений дав лений, два элемента И, ключи коррекции движения в поперечном направлении, два сопла-датчика с жиклерами, второй блок соотношения давлений с герметичными полостями и датчиками положеня, ключи коррекции движения привода поворота горелки относительн оси, блок давления с датчиком положения и ключи коррекции движения при вода вертикального перемещения горелки, при этом герметичные полости пневмопривода сканирования подключены к выходам пневмозолотника, причем последний соединен с системой пневмо питания и через дроссель - с атмосфе рой, выходы электрической пульспары подключены через элементы ИЛИ ко вхо дам электромагнитов пневмозолотника, а входы блока соотношений давлений объединены с входами герметичных полостей пневмопривода сканирования, при этом входы ключей коррекции движения в поперечном направлении связаны через схемы И с выходами электрической и пневматической пульспар, два сопла-датчика расположены впереди и сзади сварочной горелки и свя заны с герметичными полостями второго блока соотношения давлений и через жиклеры с системой пневмопитания блок давления связан с передним соплом-датчиком И через датчик положени с ключом коррекции, при этом выходы всех ключей коррекции связаны с входами приводов соответствующего перемещения , На чертеже представлена функциональная схема устройства Устройство содержит сварочную горелку 1, механизм 2 перемещения сварочной горелки, следящий привод 3 подачи горелки в горизонтальном продольном направлении (координатах X), следящий привод k подачи горелки в горизонтальном поперечном направлении (координата У), следящий привод подачи горелки в вертикальном направ лении (координата Z), следящий привод 6, поворачивающий горелку относи тельно оси 7 (координата Ч), блок 8 программного управления, пневмопривод 9 сканирования, поворачивающий г релку относительно оси 10 (координата V) , пневмозолотник 11 с электромагнитами 12 и 13 и с дросселем k, электрическую пульспару с пульсатором 15, ключами 1б и 17 и с элементами 18 и 19 ИЛИ, пневматическую пульспару с блоком 20 соотношения давлений и с датчиками 21 и 22 положения, элементы 23 и 2 И, ключи 25 и 26 коррекции движения привода 4, сопла-датчики 27 и 28, жиклеры 29 и 30, блок 31 соотношения давлений с датчиками 32 и 33 положения, ключи 3 и 35 коррекции движения привода 6, блок 36 давления с датчиками 37 положения, ключ 38 коррекции движения следящего привода 5, входы программного управления следящими приводами , входы для сигналов коррекции . входы систем 46 и 47 пневмопитания . Герметичные полости пневмопривода 9 сканирования подключены к выходам пневмозолотника 11, последний соединен с системой 46 пневмопитания и через дроссель 14 - с атмосферой. Входы электрической пульспары подключены через элементы 18 и 19 ИЛИ к входам электромагнитов 12 и 13 пневмозолотника 11, а входы первого блока 20 соотношения давлений соединены с входами герметичных полостей пневмопривода 9 сканирования. При этом входы ключей 16 и 17 связаны через схемы 23 и 24 И с выходами электрической и пневматической пульспар. Два сопладатчика 27 и 28 установлен впереди и сзади сварочной горелки 1 и связаны с герметичными полостями второго блока 31 соотношения давлений и через жиклеры 29 и 30 - с системой 47 пневмопитания Блок 36 давления связан с передним соплом-датчиком 27 и через датчик 37 положения с ключом 38 коррекции движения привода вертикального перемещения. Выходы всех ключей коррекции связаны с входами приводов соответствующего перемещения. Устройство может быть использовано для непосредственного управления движением сварочного электрода вдоль стыка свариваемых деталей в режиме автоматического копирования или для коррекции движения сварочного электрода, воспроизводимого по программе. Устройство работает следующим образом. Приводы воспроизводят движение сварочного электрода и обеспечивают постоянство угла между электродами и поверхностью свариваемых деталей. В режиме автоматического копирования задающая подача осуществляется следящим приводом 3 подачи горелки в горизонтальном продольном направлении Остальные приводы управляются по соответствующим каналам kQ-k2 коррекции сигналами датчиков сварочной горелки. Если при этом записывается программа фактически воспроизведенных движений, то данный режим является также режимом обучения. В режиме программного управления приводы управляются блоком 8 программ ного управления, а сигналы датчиков сварочной горелки корректируют движение приводов и при необходимости программу заданных движений. Пневмопривод 3 обеспечивает сканирование сварочного электрода. Он управляется пневмозолотником 11. Переключение золотника 11 производится электромагнитами 12 и 13 получающими импульсы управления через элементы 18 и 13 ИЛИ от ключей 16 и 17. включаемых попеременно пульсатором 15 Частота сканирования обеспечивается соответствующей настройкой пульсатора и может варьироваться в заданных пределах. Если сварочная горелка 1 в процессе сканирования не соприкасается с боковыми поверхностями разделки шва, то перепад давлений газа между герметичными подмембранными полостям сканирующего пневмопривода незначителен (он определяется силами трения в оси 10) и блок 20 соотношения давлений удерживается в нейтральном положении пружинами. Если сварочная горелка соприкасается с одной из боковых поверхностей разделки шва, то вышеуказанный перепад давлений увеличивается, что веде к срабатыванию одного из датчиков (21 или 22), который формирует си|- нал, реверсирующий пневмозолотник 11 посредством одного из электромагнитов (12 или 13). Во время несовпадения сигналов управления от датчиков (21 или 22) и от ключей(16 или 17) через соответствующий элемент И (23 или 2А включается ключ (25 или 26) и в соответствующий канал коррекции поступают импульсы задающие или корректирующие движение следящего привода k, Если сварочная горелка будет приближаться к свариваемой поверхности или удаляться от нее, то давление газа в линии между жиклером 29 и соплом 27 будет изменяться. В результате изменения давления сработает блок Зб и через датчик 37 положения и ключ 38 включит соответствующий канал управления приводом 5 подачи горелки в вертикальном положении, через который будут поступать импульсы управления или коррекции движения о Если угол между электродом и свариваемой поверхностью будет отличаться от заданного, то возникает перепад давления в блоке 31 соотношений давления и один из датчиков 32 и 33 при помощи одного из ключей 3 или 33 включит соответствующий канал управления (коррекции), по которому будут поступать импульсы, управляющие или корректирующие работу привода 6. Таким образом, датчики сварочной горелки обеспечивают управление движением сварочного электрода или коррекцию данного движения, управляемого по программе. Для управления или коррекции используются приборы, контролирующие давление инертного газа, который поступает в сканирующий мембранный привод и в сопла для формирования защитной среды. Сопла 27 и 28 расположены в непосредственной близости от электрической дуги. Их стойкость обеспечивается благодаря тому, что они непрерывно охлаждаются проходящим по ним инертным газом Габарит горелки определяется условиями сварки и не увеличивается от введения системы контроля. Привод сканирования обладает большой податливостью и малым моментом инерции, поэтому при соударении сварочной горелки с боковыми поверхностями разделки шва не возникает сил, способных деформировать сварочную горелку. Устройство по сравнению с базовым бъектом-прототипом позволяет осуествить управление движением сваочного электрода вдоль криволинейноо в пространстве стыка свариваемых еталей или коррекцию данного движеия, воспроизводимого по программе, .одновременной коррекцией программы 7при многопроходной сварке глубоких швов и при щелевой сварке. Формула изобретения Устройство для управления движени ем сварочного электрода вдоль стыка свариваемых деталей, содержащее сварочную горелку с приводом ее продоль ного, поперечного и вертикального перемещений, а также системы пневмопитания и пневмодатчиков, отличающееся тем, что, с целью увеличения технологических возможное тей за счет сварки криволинейных швов, в него дополнительно введены привод поворота горелки относительно оси, устройство программного управления, пневмопривод сканирования с герметичными полостями, пневмозолотник с электромагнитами и дросселем, электрическая пульспара с пульсатором, двумя ключами и двумя элементами ИЛИ, пневматическая пульспара с первым блоком соотношений давлений два элемента И, ключи коррекции дви жения в поперечном направлении, два сопла-датчика с жиклерами, второй блок соотношения давлений с герметичными полостями и датчиками положения, ключи коррекции движения пр вода поворота горелки относительно оси, блок давления с датчиком и клю 1 коррекции движения привода вертикального перемещения горелки, при этом герметичные полости пневмопривода сканирования подключены к выходам пневмозолотника, последний соединен с системой пневмопитания и через дроссель - с атмосферой, выходы электрической пульспары подключены через элементы ИЛИ к входам электромагнитов пневмозолотника, а входы первого бло-. ка соотношения давлений объединены с входами герметичных полостей пневмопривода сканирования, при этом входы ключей связаны через схемы И с выходами электрической и пневматической пульспар, два сопла-датчика расположены впереди и сзади сварочной горелки и связаны с герметичными полостями второго блока соотношений давлений и через жиклеры с системой пневмопитания, блок давления связан с передним соплом-датчиком и через датчик положеня с ключом коррекции, при этом выходы всех ключей коррекции связаны с входами приводов соответствующего перемещения. I Источники информации, принятые во внимание при экспертизе 1„ Авторское свидетельство СССР W 481382, кл. В 23 К 9/10, 02.12.75 2. Авторское свидетельство СССР W 171057, кл. В 23 К 9/10, 26.01.63 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления электрода по стыку свариваемых деталей | 1978 |
|
SU880647A1 |
| Устройство для копирования контура разделки или линии стыка шва при автоматической дуговой сварке | 1984 |
|
SU1247207A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |