1
Изобретение относится к устройствам для автоматической дуговой сварки плавящимся электродом и может быть применено в машиностроении, судостроении и в других отраслях техники.
Цель изобретения - повышение качества сварного соединения путем стабилизации скорости сварки.
При помощи блока датчиков, контактирующего с контуром разделки шва, обеспечивается управление пятью степенями подвижности рабочего органа, при этом обработка разомкнутых и замкнутых криволинейных контуров производится с постоянной скоростью.
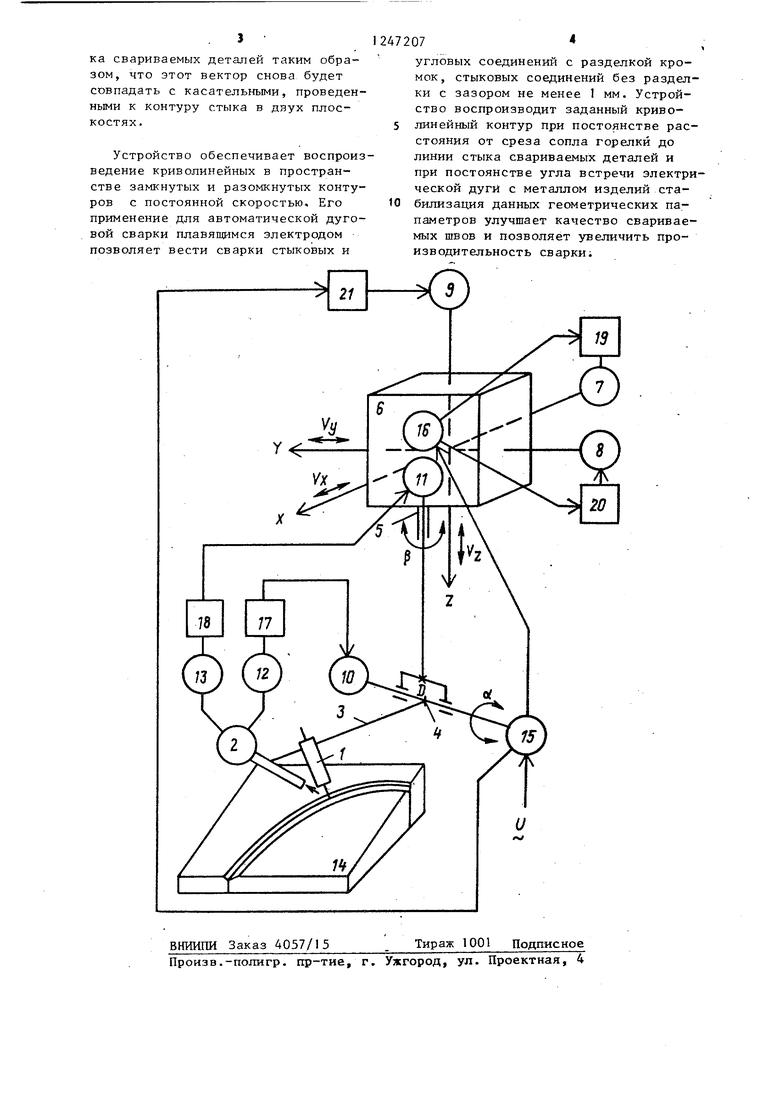
На чертеже изображена функдионгшь ная схема устройства.
Устройство содержит сварочную горелку 1 и блок 2 датчиков, закрепленные на рычаге 3, который через шарниры 4,5 связан с конечным звеном 6 манипуляционного устройства сварочного робота или автомата, приводы 7-9 манипуляционного устройства, приводы 10 и II шарниров, измерительные преобразователи 2 И 13 блока 2 датчиков, контролирующие взаимное положение горелки относительно линии стыка свариваемых деталей lA в двух взаимно-перпендикулярных плоскостях датчики 15 и 16, контролирующие положение рычага 3 и горелки 1 в плоскостях ZOX и YOX (углы d и Р, блок ки 17 и 18 управления приводами шарниров 4 и 5 и блоки 19-21 управления приводами манипуляционного устройства.,
Выходы измерительных преобразователей 2 и 13 через блоки 17 и 18 связаны с приводами 10 и П шарниров 4 и 5, На вход датчика 15 подается
напряжение V, величина которого опре- 55 ного электрода вдоль свариваемого
деляеФ скорость движения . горелки
вдоль обрабатьшаемого контура . Один
выход датчика 15 соединен с входом
датчика 16, а другой выход датчика
15 через блок 21 управления - с при- 50
водом 9. Выходы датчика 16 через
блоки 19 и 20 соединены с приводами
7и 8 манипуляционного устройства.
8качестве датчиков 15 и 16 используется синусио-косинусный вращаюшлй- 55 ся трансформатор (СКВТ),
Устройство работает следующим образом.
контура совпадает с нагтравлением касательных, проведенных к линии с ка в плоскостях ZOX и YOX.
Если в процессе воспроизведения криволинейного контура стыка свариваемых деталей, направление выше указанных касательных изменяется, то блок 2 датчиков формирует сигналы, которые через блоки 17 и 18 управляют приводами 10 и II. Шарни ры 4 и 3 изменяют углы рС и f , что изменяет направление вектора скорости движения горелки вдоль ст
472072
Б исходном состоянии электрод сварочной горелки 1 расположен над линием стыка шва изделия 14. Рычаг 3 сварочной горапки расположен парал- 5 лельно к касательным, приведенньм в рабочей точке по отношению к линии стыка в плоскостях ZOX и YOX, что соответствует определенным углам поворота рычага (углы и ) ,
После включения напряжения V на вход датчика 5,-на его выходах воз10
никнут напряжения V Напряжение V cos о
cos DC и V sin «i поступает на
вход датчика 16, а напряжение VsinpC на вход блока 21, который управляет скоростью привода 9. Привод 9 обеспечивает движение сварочной горелки вдоль координаты Z со скоростью V., K-V-sint/,, где К - коэффициент передачи. Напряжение на выходах датчика 16 V cos cos и V cos Л sin f . Напряжение V cos oc, cos ( поступает вход блока 19, управляющего скоростью привода 7, Привод 7 обеспечивает движение сварочной горелки В7Доль кoopд нaты X со скоростью Vj, К-cos . Напряжение V cos sin f поступает на вход блока 20, управляющего скоростью привода 8, Привод 8 обеспечивает движение сварочной горелки вдоль координаты У со скоростью Vj К V созвал X sin . Величина скорости движения сварочной горелки вдоль стыка свариваемых деталей определяется как геометрическая сумма скоростей вдоль координатI
V fVx - а - 7 К- V cos 0 (cos р,-ь sTn ) sГп
KV.
Таким образом, скорость движения электрода вдоль свариваемого контура остается постоянной. Направление вектора скорости движения сварочконтура совпадает с нагтравлением касательных, проведенных к линии стыка в плоскостях ZOX и YOX.
Если в процессе воспроизведения криволинейного контура стыка свариваемых деталей, направление выше-, указанных касательных изменяется, то блок 2 датчиков формирует сигналы, которые через блоки 17 и 18 управляют приводами 10 и II. Шарниры 4 и 3 изменяют углы рС и f , что изменяет направление вектора скорости движения горелки вдоль стыка свариваемых деталей таким образом, что этот вектор снова будет совпадать с касательными, проведенными к контуру стыка в двух плоскостях.
Устройство обеспечивает воспроиз ведение криволинейных в пространстве замкнутых и разомкнутых контуров с постоянной скоростью. Его применение для автоматической дуговой сварки плавящимся электродом позволяет вести сварки стыковых и
2472074
угловых соединений с разделкой кромок, стыковых соединений без разделки с зазором не менее 1 мм. Устройство воспроизводит заданный криво- 5 линейный контур при постоянстве расстояния от среза сопла горелки до линии стыка свариваемых деталей и при постоянстве угла встречи электрической дуги с металлом изделий стабилизация данных геометрических па- паметров улучшает качество свариваемых швов и позволяет увеличить производительность сварки;
to
ВНИИПИ Заказ 4057/15
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 1001 Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей | 1981 |
|
SU979051A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Привод поперечного перемещения адаптивной сварочной горелки | 1982 |
|
SU1065120A1 |
| Устройство для сварки криволинейных швов с автоматическим копированием | 1984 |
|
SU1232411A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Rubot sees, decides and act | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| МАШИНА ДЛЯ ПРОКЛАДКИ ДРЕНАЖНЫХ ТРУБ | 1923 |
|
SU647A1 |
