1
Изобретение относится к машиностроению, а именно к размерно-чистовой и упрочняющей обработке изделий методом поверхностного пластического деформирования со снятием тонкой стружки.
Известен способ отделвчно-упрочняющей обработки деталей с одновременным резанием и пластическим деформированием, при котором сообщают вращение детали и дисковому инструменту с режущим и деформирующим участками 1 .
Однако существующий способ не позволяет снимать стружку тоньше предела, в каждом конкретном случае определяемого радиусом округления режущего лезвия и усилием резания, так как независимо от вьшолнения второй функции - деформирования, режущая часть ролика остается ротационным резцом. Это снижает точность отделочно-упрочняющей обработки детали.
. Цель изобретения - повьщ ение точности обработки детали.
Эта цель достигается тем, что по предложенному способу обработку проводят ий- i
струментом, режзтцал часть которого вьшолнена с углом резания 70-90°, а радиальное усилие прижима режущей кромки к детали задают в пределах 0,18-0,2 усилия деформирования. При зтом число оборотов детали определяют из соотнощення
|. .
Ше Ущабр. - скорость шабрения;
to
d - диаметр инструмента;
Пл - число оборотов инструмента;
dj, - диаметр детали: при зтом знак + выбирают при вращении инструмента и детали в одну сторону, а знак
15 - - при их вращении в разные стороны.
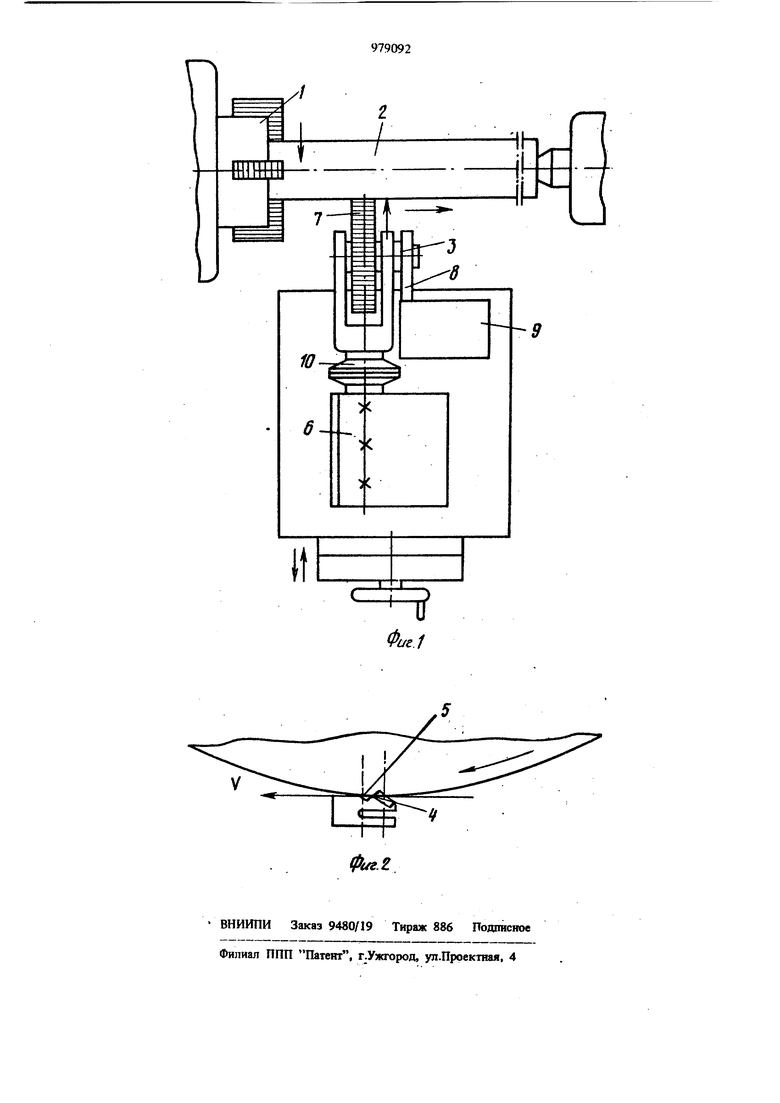
ДанАый способ реализуется устройством, представленным на чертеже.
На фиг. 1 - дан общий вид устройства; на фиг. 2 - элемент обрабатьхвающего инстру20мента.
Устройство содерчогг патрон 1, в котором крепится обрабатьгааемая деталь 2. Инструмент 3 выполнен в виде диска с режущими 4 и деформиру оида1Уви 5 частями и закреплен на суппорте токарного ставка 6. Посредством игкива 7 ременной передачи 8 инструмент . получает вращение от электродвигателя 9. Режущая часть 4 инструмента 3 выполнена с углом резаго1Я, равным 70-90° и у станов леда упруго. При таких параметрах режущей части инструмент работает Kaic щибер- Усилие деформирования задается пружинами 10. При обработке посредством ;патрона 1 детали 2 задают вращение, при зтом число оборотов устанавливают, пользуясь соотношею1ем .. 94- ц.с, где Vjjjagp. - скорость шабрения; d.j - диаметр инструмента; Пи - число оборотов инструмента; dд - диаметр детали; при этом знак + выбирают при вращении инструмента и детали в одну сторону, а знак - - при вращении в разные стороны Затем суппортом станка подводят инструмент 3 до контакта его с обрабатываемой деталью 2. С помощью пружин 10 устанавли вают оптимальное усилие деформирования, п этом радиальное усилие прижима режущей кролжи обеспечивается в пределах 0,18-0,2 усилия деформирова1В1я. ,СравН5ггельные испытания описашгого способа и известного проведенные при обработк образцов из стали 45 с dp 75 мм, показа и возможностью стабильно получать точность оверхности на класс выще, чем при обработке известным способом. Формула изобретения Способ отделочно-упрочняющей обработки деталей с одновременным резанием и пластическим деформированием, при котором сообщают вращение детали и дисковому инструменту с режущими и деформирующими участками, отличающийся тем, что, с целью повыщения точности обработки, ее производят инструментом, режущая часть которого вьшолнена с углом резания 70-90°, а радиальное усилие прижима режущей кромки к детали задают в пределах 0,18-0,2 усилия деформирования, при зтом число оборотов детали определяют из соотнощения з1ед1-Уше., где VuoaQp. - скорость щабренил; -диаметр инструмента; -число оборотов инструмента; - диаметр детали; при зтом знак + выбирают при вращении инструмента и детали в одну сторону, а знак - - при вращении в разные стороны. Источники информащ1И, принятые во внимание при зкспертизе I. Коновалов Е. Г. и др. Чистовая и упрочняющая ротащ онная обработка поверхностей, Минск, Высщая щкола, 1968, 213 (прототип).
Hh
h
M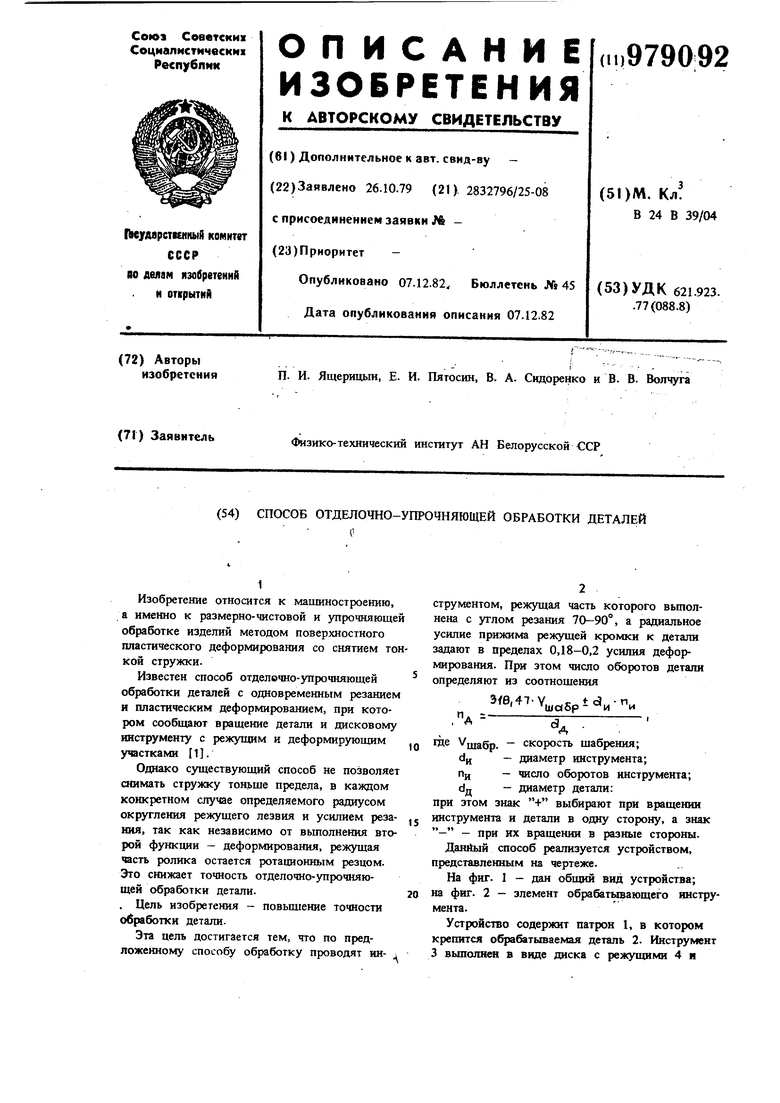
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444133A1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1990 |
|
RU2038942C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| Способ токарной чистовой упрочняющей обработки детали | 2024 |
|
RU2828906C1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Способ совмещенной обработки деталей резанием и поверхностным пластическим деформированием | 1987 |
|
SU1482776A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |