Изобретение относится к обработке металлов резанием в сочетании с поверхностным пластическим деформированием и может быть использовано для отделочно-упрочняющей обработки поверхностей деталей машин.
Цель изобретения - повышение качества обработки за счет обеспечения равномерности физико-механических свойств по длине детали.
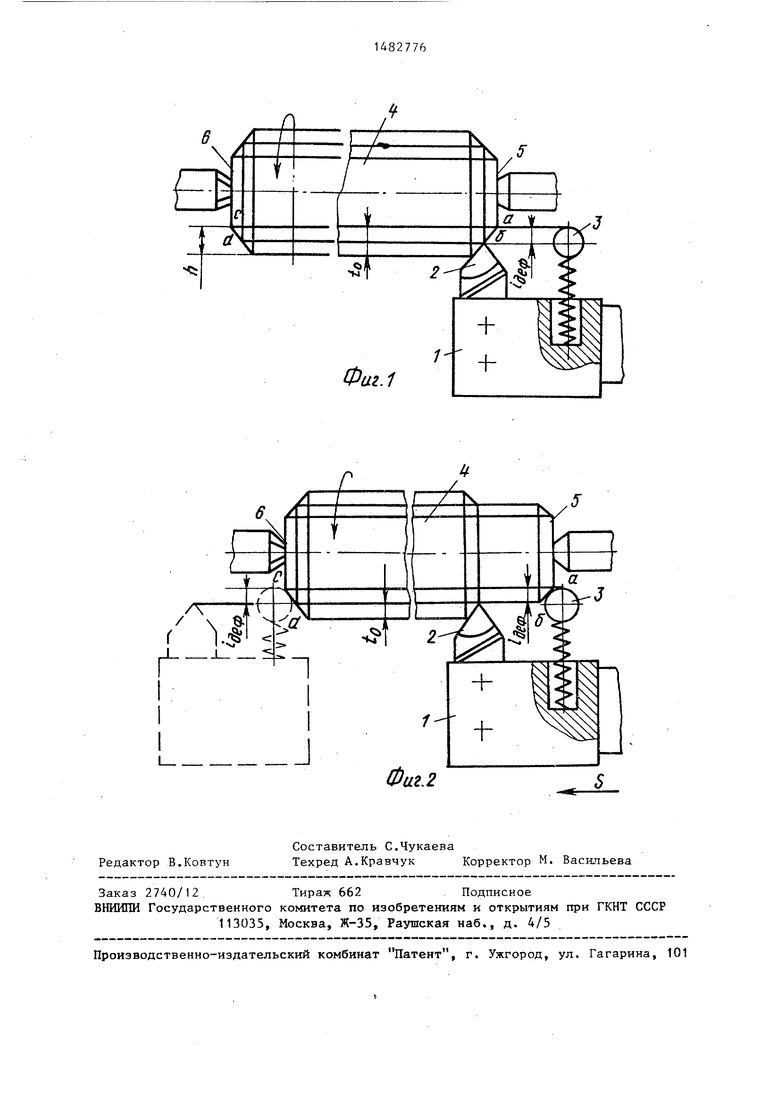
На фиг. 1 изображена схема осуществления способа в момент вступления в работу режущего элемента; на фиг. 2 - то же, в момент вступления в работу деформируюшего элемента и в момент его выхода.
Обработку осуществляют комбинированным инструментом, содержащим корпус 1 и установленные в нем последовательно режущий 2 и деформирующий 3 элементы.
Деталь 4 закрепляют в центрах или патроне станка и сообщают ей вращение. На торцовых поверхностях 5, 6 детали 4 режущим элементом 2 комбинированного инструмента (или другим режущим инструментом, установленным в резцедержателе) выполняют фаску высотой h, равной сумме глубины резания 10 установленного при-пуска на обработку и статического натяга деформирования if.4. , Под статическим
Ј
00
ю
S
О5
натягом деформирования следует понимать разницу между радиальными вылетами режущего 2 и деформирующего 3 элементов комбинированного инструмента перед обработкой.
Комбинированный инструмент подводят к обрабатываемой детали 4, установив режущий элемент 2 на глубину резания t0, и сообщают ему движение осевой подачи S вдоль обрабатываемой поверхности. Режущий элемент первым входит в контакт с обрабатываемой поверхностью и снимает с детали слой металла, равный 2t0. В результате этого фаска на торцовой поверхности детали высотой h уменьшается до высоты 1леф. Затем в контакт с деталью входит деформирующий элемент 3, взаимодействуя с поверхностью оставшейся на детали фаски высотой ,. При взаимодействии деформирующего элемента с кромкой а торцовой поверхности детали усилие деформирования равно нулю. При перемещении деформирующего элемента к кромке б усилие деформирования возрастает до номинального значения. Так как при взаимодействии с кромкой а усилие деформирования равно нулю, то перемещение металла на торец детали 4 не происходит. При выходе деформирующего элемента из контакта с деталью 4 деформирующий элемент перемещается от кромки а к кромке с, уменьшая усилие деформирования от номинального значения до нуля, так как у торца детали усилие деформирования падает до нуля, то и в этом случае заусенцев на торце не образуется.
В качестве примера конкретного выполнения можно привести обработку вала на станке мод. 1Л616.
Материал обрабатыва€.мой детали - сталь 45 (НВ 280). диаметр обработки 70 мм; длина обработки 500 мм , мате- риал режущего элемента Т15К6, материал деформирующего элемента ШХ15(НКС 60), диаметр шарика 8 мм} исходная точность деталей 10 квали- тет.
Q Режим обработки: скорость вращения детали 90 м/мин осевая подача инструмента 0,15 мм/об| усилие деформирования 600 HJ глубина резания 2 мм , статический натяг деформирования
5 2 мм. На торцах детали предварительно выполняли фаску высотой 4 мм. Охлаждение - эмульсия. Точность обработки по 7-8 квалитетам. Шероховатость поверхности RC, 0.32-0,16 мкм.
0
Способ позволяет повысить качество совмещенной обработки деталей резанием и поверхностно пластическое деформирование. 5
Формула изобретения
Способ совмещенной обработки деталей резанием и поверхностным пласти- 0 ческим деформированием, при котором осуществляют срезание припуска с поверхности детали режущим элементом и обработку детали деформирующим элементом, при этом обеспечивают натяг деформирования, отличающийся тем, что, с целью повышения качества обработки путем обеспечения равномерности физико-механических свойств по длине детали, пе5
ред обработкой на торцовых поверхностях детали выполняют фаску высотой, равной сумме глубины срезаемого припуска и натяга деформирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совмещенной обработки поверхностей резанием и поверхностным пластическим деформированием | 1986 |
|
SU1459901A1 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1987 |
|
SU1489961A2 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1984 |
|
SU1247249A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Устройство для совмещенной обработки резанием и поверхностным пластическим деформированием | 1985 |
|
SU1269980A1 |
| Инструмент для совмещенной обработки деталей резанием и поверхностно-пластическим деформированием | 1988 |
|
SU1551525A1 |
| Способ размерно-совмещенного обкатывания | 1985 |
|
SU1286395A1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
Изобретение относится к обработке металлов резанием в сочетании с поверхностным пластическим деформированием и может быть использовано для отделочно- упрочняющей обработки поверхностей деталей машин. Цель изобретения - повышение качества обработки за счет обеспечения равномерности физико- механических свойств по длине детали. В способе совмещенной обработки деталей резанием и поверхностным пластическим деформированием с поверхности детали режущим элементом срезают припуск на обработку, затем осуществляют поверхностное пластическое деформирование сформированной поверхности подпружиненным деформирующим элементом. Предварительно на торцовых поверхностях обрабатываемой детали выполняют фаску. Высоту фаски принимают равной сумме глубины резания и натяга деформирования. Это исключает выдавливание заусенцев на торцы детали и повышение степени упрочнения на этих участках. 2 ил.
| Устройство для совмещенной обработки резанием и поверхностным пластическим деформированием | 1985 |
|
SU1269980A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
