(54) СПОСОБ ЗАЩИТЫ КОРПУСА МЕТАЛЛУРГИЧЕСКОЙ
1
Изобретение относится к металлургии, а именно к способам защиты .металлургических емкостей от термического окисления и коррозии.
Известен способ защиты металлургической емкости в процессе эксплуатации, который предусматривает нанесение на футерованную стенку непрерывно или периодически защитной массы, содержащих связующее и углерод 1.
Однако известный способ не обеспечивает требуемой стойкости агрегатов , поскольку имеет место приваривание металла к футеровке.
Наиболее близок к изобретению способ, улуцщаю .ий теплотехнические характеристики конвертера металлургической емкости и повыщающий срок его службы, включающий установку теплоотражающего экрана между корпусом и футеровкой, который выполнен из листов алюминиевого сплава 2.
Недостатками известного способа являются значительная трудоемкость, следовательно и высокая стоимость, а также низкая стойкость корпуса.
ЕМКОСТИ
Недостатки обусловлены тем, что необходимо каждый лист прикрепить к уголкам, приваренным к корпусу установкой опорных элементов для фиксации футеровки, а также тем, что, в процессе сущки HOBoii футеровки в полости между корпусом и футеровкой скап.швается влага, что способствует коррозии.
Цель изобретения - увеличение срока службы корпуса металлургической емкости.
10
Поставленная 1ель достигается способом защиты металлургической емкости, включающим установку экрана между корпусом и футеровкой, экран наносится непосредственно на корпус в виде пасты, которая содержит полевой щпат, серебристый графит, асбестовый порошок и жидкое стекло при следующем соотнощении ингредиентов, вес.°/о:
Полевой шпат46,2-61,7
Серебристый графит6,1 -8,2
20
Асбестовый порошок8,4- 11,3
Жидкое стеклоОстальное
Зап1итная паста наносится толщиной 3-4 м.м, которая является оптимальной, так как меньшая толщина не обеспечивает
защитной способности, а большая уменьшает полезную емкость ковша, существенно не увеличивая антикоррозионную стонкость за счет образовавшихся трещин, увеличивает перерасход материала.
Способ зашиты корпуса металлургической емкости от коррозии осушествляется следующим образом.
На очишенный любым известным способом от загрязнений металлический корпус наносят защитную массу толщиной 4 мм, состоящую из полевого щпата, серебристого графита, асбестового порощка и жидкого стекла.
Сушка естественная в течение 20ч. По высушенной поверхности проводится футеровка огнеупорным кирпичом. Сущка футеровки осуществляется газовыми горелками в течение 24ч.
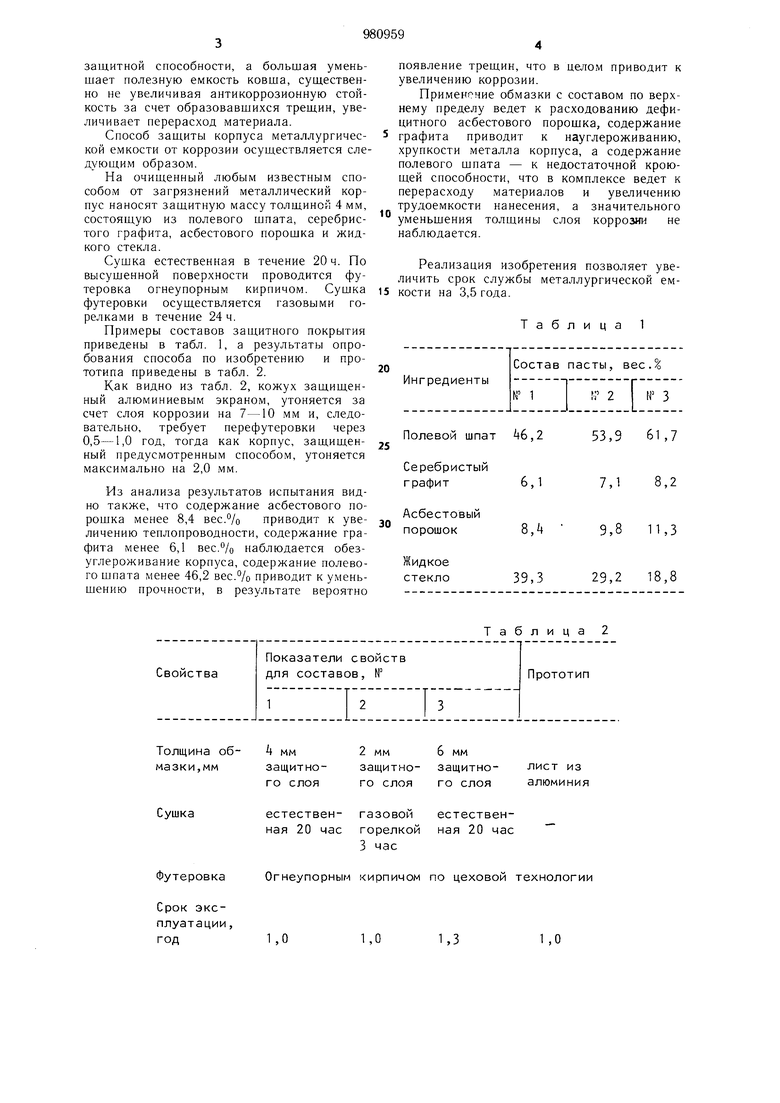
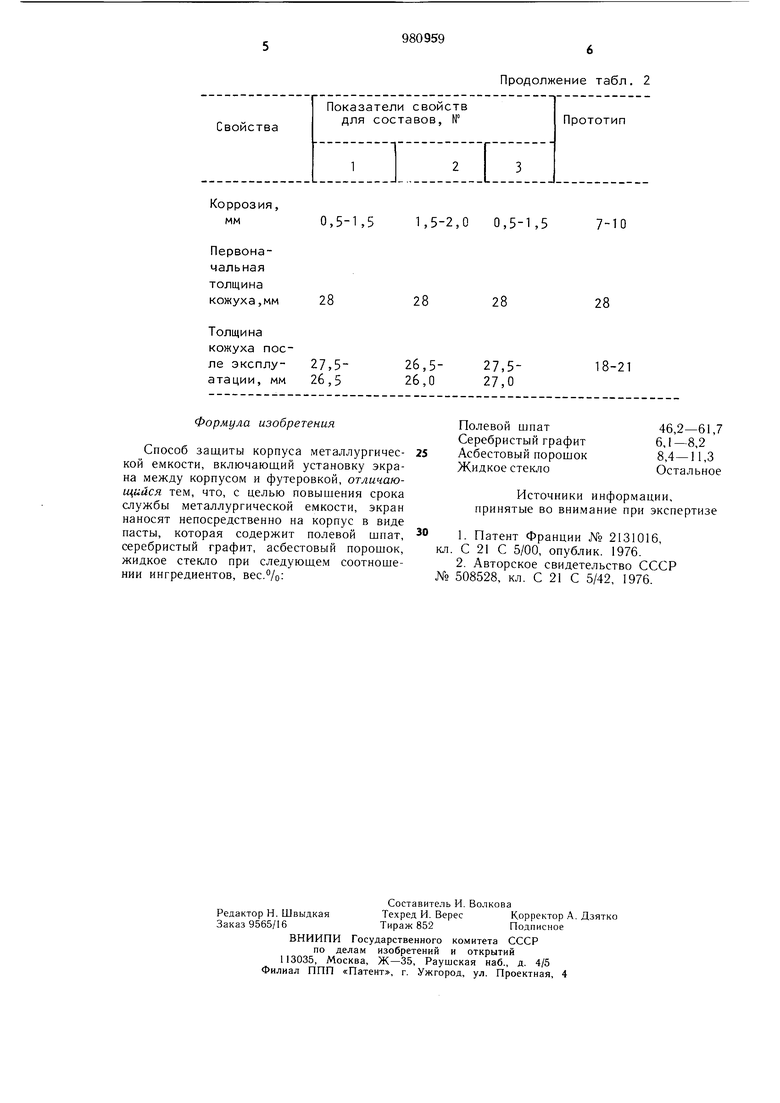
Примеры составов защитного покрытия приведены в табл. 1, а результаты опробования способа по изобретению и прототипа приведены в табл. 2.
Как видно из табл. 2, кожух защищенный алюминиевым экраном, утоняется за счет слоя коррозии на 7-10 мм и, следовательно, требует перефутеровки через 0,5-1,0 год, тогда как корпус, защищенный предусмотренным способом, утоняется максимально на 2,0 мм.
Из анализа результатов испытания видно также, что содержание асбестового порошка менее 8,4 вес./о приводит к увеличению теплопроводности, содержание графита менее 6,1 вес.°/о наблюдается обезуглероживание корпуса, содержание полевого шпата менее 46,2 вес./о приводит к уменьшению прочности, в результате вероятно
появление трещин, что в целом приводит к увеличению коррозии.
Применение обмазки с составом по верхнему пределу ведет к расходованию дефицитного асбестового порошка, содержание графита приводит к науглероживанию, хрупкости металла корпуса, а содержание полевого шпата - к недостаточной кроющей способности, что в комплексе ведет к перерасходу материалов и увеличению трудоемкости нанесения, а значительного уменьщения толщины слоя коррозии не наблюдается.
Реализация изобретения позволяет увеличить срок службы металлургической ем15 кости на 3,5 года.
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитное покрытие для металлических поверхностей при термической обработке | 1978 |
|
SU737475A1 |
| Электрод для электродуговой наплавки режущих инструментов | 1948 |
|
SU81218A1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| Защитное покрытие металла при нагреве | 1980 |
|
SU918318A1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СМЕСЬ | 2006 |
|
RU2314893C1 |
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| Металлокерамическая паста | 1961 |
|
SU145315A1 |
| Способ антикоррозионной защиты металлических поверхностей | 1961 |
|
SU145960A1 |
| СПОСОБ БЕЗОПАСНОГО ХРАНЕНИЯ ВЗРЫВООПАСНЫХ И ВОСПЛАМЕНЯЮЩИХСЯ ПРЕДМЕТОВ И ОГНЕЗАЩИТНЫЙ СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2320954C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОГО ДИСКА, ТОРМОЗНОЙ ДИСК И ПРИМЕНЕНИЕ ЭМАЛЕВОГО ПОКРЫТИЯ НА ТОРМОЗНОМ ДИСКЕ | 2015 |
|
RU2673918C1 |
Сушка
естествен- газовой естественная 20 час горелкой ная 20 час
Футеровка
Огнеупорным кирпичом по цеховой технологии
Срок эксплуатации,
1,0 год 3 час
1,0
1,3
Коррозия,
0,5-1,5 1,5-2,0 0,5-1,5 мм
Первоначальнаятолщина кожуха,мм
Формула изобретения
Способ защиты корпуса металлургической емкости, включающий установку экрана между корпусом и футеровкой, отличающийся тем, что, с целью повышения срока службы металлургической емкости, экран наносят непосредственно на корпус в виде пасты, которая содержит полевой щпат, серебристый графит, асбестовый порощок, жидкое стекло при следующем соотнощении ингредиентов, вес./о:
Продолжение табл. 2
7-10
28
28
28
Полевой шпат
46,2-61,7 Серебристый графит 6,1-8,2 Асбестовый порошок 8,4-11,3 Жидкое стекло Остальное
Источники информации, принятые во внимание при экспертизе
30 1. Патент Франции № 2131016, кл. С 21 С 5/00, опублик. 1976.
