Изобретение относится к черной и цветной металлургии и может быть использовано при производстве проволоки, труб волочением.
При производстве проволоки и труб волочением заготовка нагревается до значительной температуры что вызывает ухудшение качества продукции. В связи с тем, что температура является функцией многих переменных, которые нельзя учесть заранее,в том. числе и скорости волочения, для получения требуемого качества проволоки скорость волочения ограничивается таким образом, чтобы температура была всегда меньше допустимой. Это снижает производительность оборудования.
Известен способ регулирования процесса горячего волочения, заключающийся в том, что регулирование температуры производят в функции диаметра проволоки 1.11Недостатком устройства, реализующего этот способ, является отсутствие возможности регулирования скорости волочения в функции температуры.
Известен многоклетьевой прокатный стан, содержащий контуры рёгулирования натяжения, моментов на валах двигателей, соотношения скоростей клетей и стабиотзации скорости привода входной, клети стана 123.
Как и в указанном выше устройстве. отсутствуют контуры регулирования скорости волочения, а скорость прокатки задается заранее. В связи с
10 этим отсутствует возможность регулирования скорости и производительности этого стана в функции температуры обрабатываемого материала.
15
Наиболее близким к предлагаемсаду является устройство -для волочения проволоки без ухудшения ее ударной вязкости, в котором для сохранения свойств проволоки ограничивается ее
2 температура и скорость волочения уменьшается при превышении температурой проволоки, заданной и при увеличении давления. Для этого в систему регулирования вводятся сигнгиш
25 от датчиков давления и температуры и их допустимые значения. Недостатком является отсутствие возможности снижения температуры и повышения производительносуи стана путем повышения
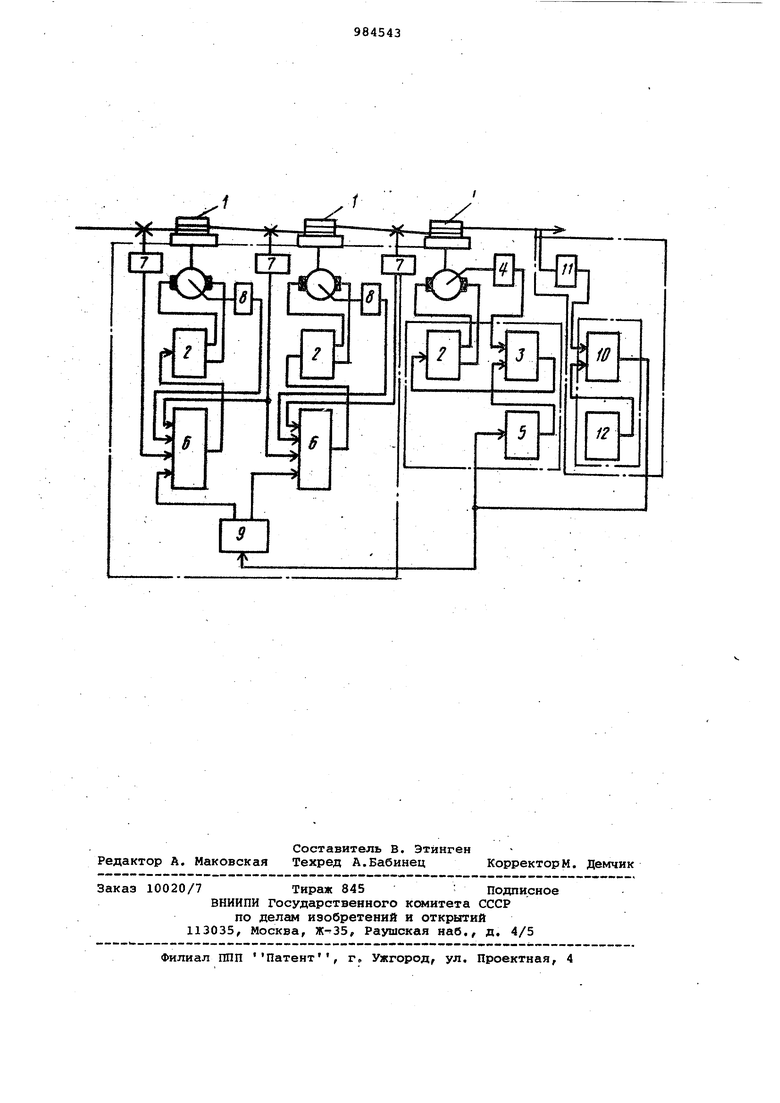
30 скорости Щ). Цель изобретения - повышение производительности и качества выпус каемой продукции. Поставленная цель достигается тем, что устройство управления воло чильным станом, содержащее контур регулирования скорО9ти волочения с датчиком и регулятором частоты вра.щения двигателей, контур регулирова ния противонатяжений с приборами из мерения давления и тяговых усилий и регуляторами противонатяжений, прибор для измерения температуры, снаб жено контуром регулирования тейпера туры, состоящим из регулятора давле ний на волоки и заДатчика температу ры, последовательно соединенного р сумматором, на второй вход которо.го подключен прибор для замера температ ры, а выход сумматора соединен с за датчиками скорости волочения и проти вонатяжений, которые в свою очередь подключены к соответствующим регуля торам частоты вращения, противонатя жений и давлений на волоки. При волочении заготовка протягивается через волоку и обжимается, уменьшаясь в толщине. Часть энергии волочения расходуется на деформацию проволоки, часть превращается в тепло, которое нагревает волоку и проволоку. Во время волочения проволоки ; через несколько волок последовательно она нагревается несмотря на охлаждение на тяговых барабанах стана. Нагрев может быть настолько интенсивным, что проволока может нагреться до 873-923 К, что приводит к изменению ее структуры и механичес ких свойств. При волочении высокоуглеродистые стали и сплавы при нагревании могут настолько изменять сво свойства, что проволока бракуется. Для получения требуемых свойств готовой проволоки скорость волочения приходится знaчитeльнo снижать, что уменьшает производительность оборудования. На систему управления накладывается ограничение по температуре проволоки (t tg, где tg - допусти™ мая температура проволоки, при которой сохраняются требуемые свойства материала), Температура проволоки является одновременно функцией нескольких величин . t- f(V, Р, С, Q) (1) где Va - скорость волочения; Р - давление на волоку; С - содержание углерода в проволоке;Q - степень охлаждения проволо ки на тяговых барабанах. Величины Си Qg постоянны и в процессеизготрвления проволоки не могут изменяться. Величина Vp переменная и может изменяться в процессе волочения в любых пределах в-области Vg€4t,,ciX Температура проволоки связана со. скоростью зависимостью t ,(2) где К, - коэффициент пропорциональности. Величина Р также может изменяться в процессе работы стана и зависит от ряда факторов - смазки, диаметра заготовки, противонатяжения Q. Смазка и диаметр заготовки - факторы постоянные, а их колебания носят случайный характер. Величина Q переменная и связана с давлением на волоку зависимостью Р где К - коэффициент пропорциональности;Рд - давление на волоку беЭ противонатяжения . Температура проволоки пропорциональна давлению на волоку о р KQ где Кр - коэффициент пропорциональности. Суммарная температура проволоки равна 0 .+ Р KQ Из выражения (5) видно, что, увеличивая величину Q, можно увеличить скорость волочения v при выполнении условия t $ tg,.. На чертеже представлена схема устройства управления волочильным .станом. Устройство управления, например, трехкратным волочильным станом 1 (тяговые барабаны с волоками и индивидуальным электроприводом, состоящим из двигателя и управляемого источника 2 тока) содержит регулятор 3 частоты вращения двигателей, на входы которого подключены выходы датчика 4 частоты вращения и задатчика 5 скорости волочения проволоки. На входы управляемых источников 2 остальных блоков подключены выходы регуляторов б давлений на волоки и противонатяжений, на входы регуляторов б подключены выходы приборов 7 измерения давлений на волоки, приборов 8 замера тяговых усилий и выход задатчика 9 противонатяжений и натяжений. На задатчиков 5 и 9 подключен выход регулятора 10 температуры проволоки. На вход регулятора 10 подключены выходы прибора 11 измерения температуры проволоки. Устройство работает следующим образом.
Волочильный стан разгоняется до скорости VB, определяемой уставкой задат ика 5. Если при этом температура проволоки не достигла заданнойто на выходе регулятора 10 температуры есть сигнал, равный разности напряжений между задатчиксш 12 температуры проволоки и прибором 11 для замера температуры проволоки. Этот сигнал поступает на входы задатчиков 5 и 9, увеличивает величинууставки задатчика 5, который воздействует на регулятор 3, где вычитаются сигналы задатчика 5 и датчика 4. Увеличенный сигнал поступает на усилитель 2, который увеличивает скорость привода стана. 1. Скорость стана увеличивается до тех пор, пока не сравняются сигналы датчика 12 и прибора 11 регулятора 10 температуры, причем сигнал на увеличение скорости суммируется и запоминается блоке 5..
В то же время полярность сигнала регулятора 10, увеличивающая скорост стана, не воздействует на задатчик 9. При изменении полярности ( t) величина задания противонатяжения tta задатчике 9 начинает увеличиваться и выходной сигнал регуляторов 6, являющийся функцией сигналов приборов Т измерения давлений на волоки и приборов 8 тяговых усилий,увеличивает противонатяжение по стану. Увеличение противонатяжения также запоминается блоком 9.
При снижении температуры проволоки вследствие увеличения противонатяжения (5) увеличивается уставка на регуляторе скорости, скорость снова возрастает и цикл повторяется.
Увеличение скорости и противонатяжения происходит до .тех пор, пока величины Q и t не достигнут заданных пределов. При увеличении температуры проволоки до заданной t tg и при достижении Q о ускорость
волочения V0 остается неизменной до тех пор, пока не нарушится равенство t t,.
Как показеши исследования, температура проволоки за счет повыаения значения противонатяжения может быть снижена на 15-20%, что позволит повысить на 15-20% скорость волочени и поднять на 8т-13% производительность оборудования при требуемом качестве продукции.
Формула изобретения
Устройство упразднения волочильн1М таном, содержащее конт /регулироания скорости волочения с датчиком и регулятором частоты вращения двигателей, контур регулирования противонатяжений с приборгихи измерения давлений и тяговых усилий, регуляторами противонатяжений и прибор для измерения температуры проволоки, отличающееся тем, что,
с целью повышения проиэводатёльности и качества, оно дополнительно снабжено контуром регулирования температуры, состоящим из регулятора давлений на волоки и задатчика температуры, последовательно соединен.ного с сумматором, на второй вход которого подключен прибор для а «(мера температуры, а выход сумматора соединен с згшатчиками скорости волочения и противонатяжений, которые в свою очередь подсоединены к соответств щим регуляторам частоты вращения и регуляторам давлений на во-: локи и противонатяжений.
Источники информации,
принятые во внимание экспертизе
1.Авторское свидетельство СХ:СР I 257416, кл. В 21 С 1/03, 1969,.
2.Патент Ьеликобритании
1163274, кл. В 21 В 37/06, 1973. 3. Патент Японии 54-85167,
кл. 12 С 222.2, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования электропривода прямоточного стана многократного волочения | 1977 |
|
SU662184A1 |
| МНОГОДВИГАТЕЛЬНЫЙ ЭЛЕКТРОПРИВОД МНОГОКРАТНОГО ПРЯМОТОЧНОГО ВОЛОЧИЛЬНОГО СТАНА | 1997 |
|
RU2158469C2 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| Система управления электроприводом прямоточного стана многократного волочения | 1978 |
|
SU749480A1 |
| Устройство контроля заполнения проволоки порошком в процессе волочения | 1978 |
|
SU854493A1 |
| Способ управления многократным прямоточным волочильным станом | 1986 |
|
SU1632535A1 |
| Способ настройки прямоточного стана и устройство для его осуществления | 1975 |
|
SU620293A1 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| Установка для производства высокопрочной проволоки | 1987 |
|
SU1447465A1 |
| ЛИНИЯ ОЧИСТКИ ОТ ОКАЛИНЫ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1990 |
|
RU2068313C1 |