Деревянные каблуки для женской обуви изготовляют при ,и копира из заготовок, укрепляемых на копировальном станке, а шлифование боковой поверхности каблука осупд,ествляют вручную.
Описываемый способ позволяет механизировать процесс шлифования и по.пучать каблуки с одинаково боковой поверхностью, соответствую Цей поверхности однополостнс)Ч) гиперболоида.
Особен ость способа заключается в том, что обработку каб.чука осуществ.тяют шлифовальным кругом, ось которО о перекрешивается в пространстве с осью каблука, юкруг своей оси и переме 1аюп, в направлении к образуюпгей шлифовально о круга.
Для осу 1ествления этого способа предла1ается приспособление, монтированное на плите станка, снабженного суппортами, поворотпыми кругами и вращаюш,ейся оправкой для каблука, с применением пглифовального круга.
Конструктивная особенность приспособления заключается в том, что для перемещения обрабатываемого каблука в направлении к образую1 ;ей ш.чифовального круга на враш-аюш,ейся оправке установлен копир, взаимодействуюпхий с роликом, монтированным па кронштейне, прикрепленном к вертикальному поворотному кругу головки станка.
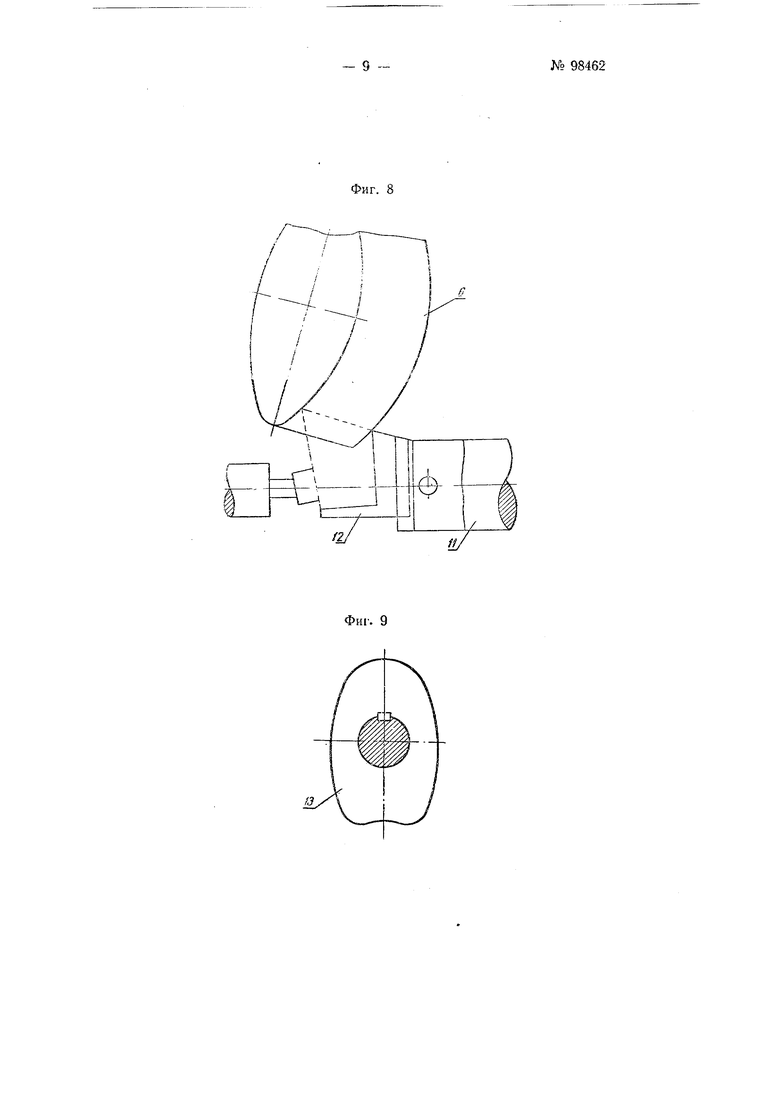
В приспособлени 1 применен пплиндрическ п1 бочкообразным 1,чифовальный кру|-, пшрина которО -о нревьн 1ае1 каблука.
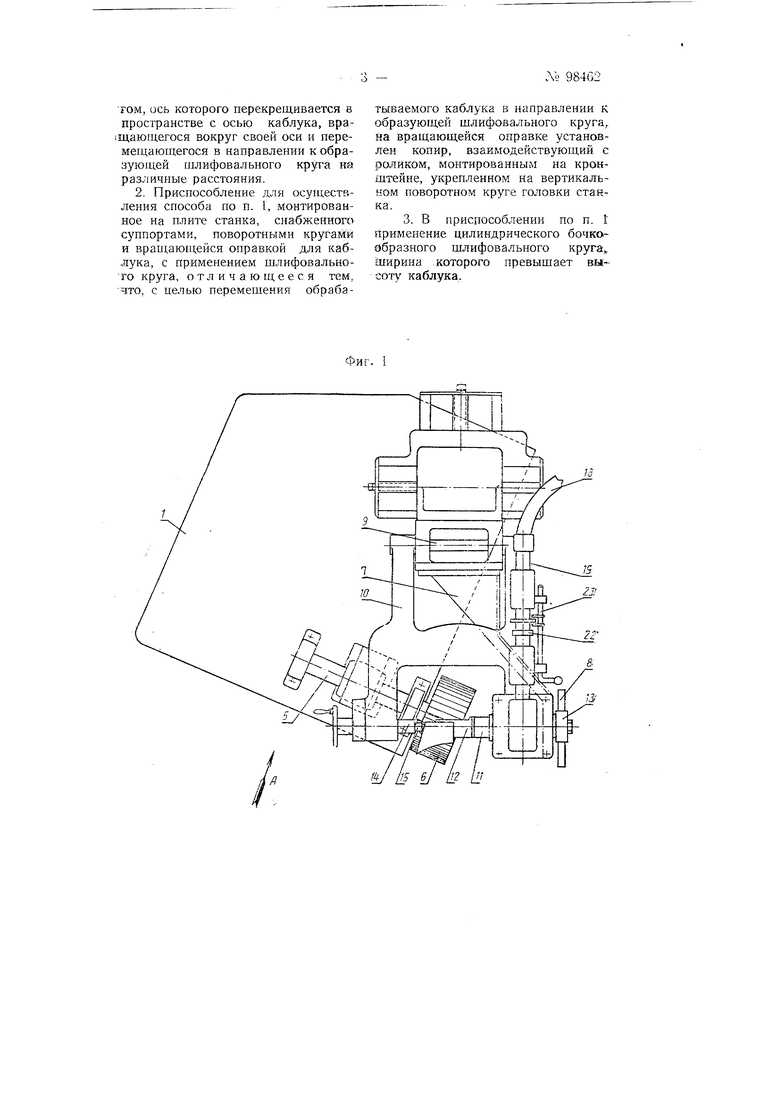
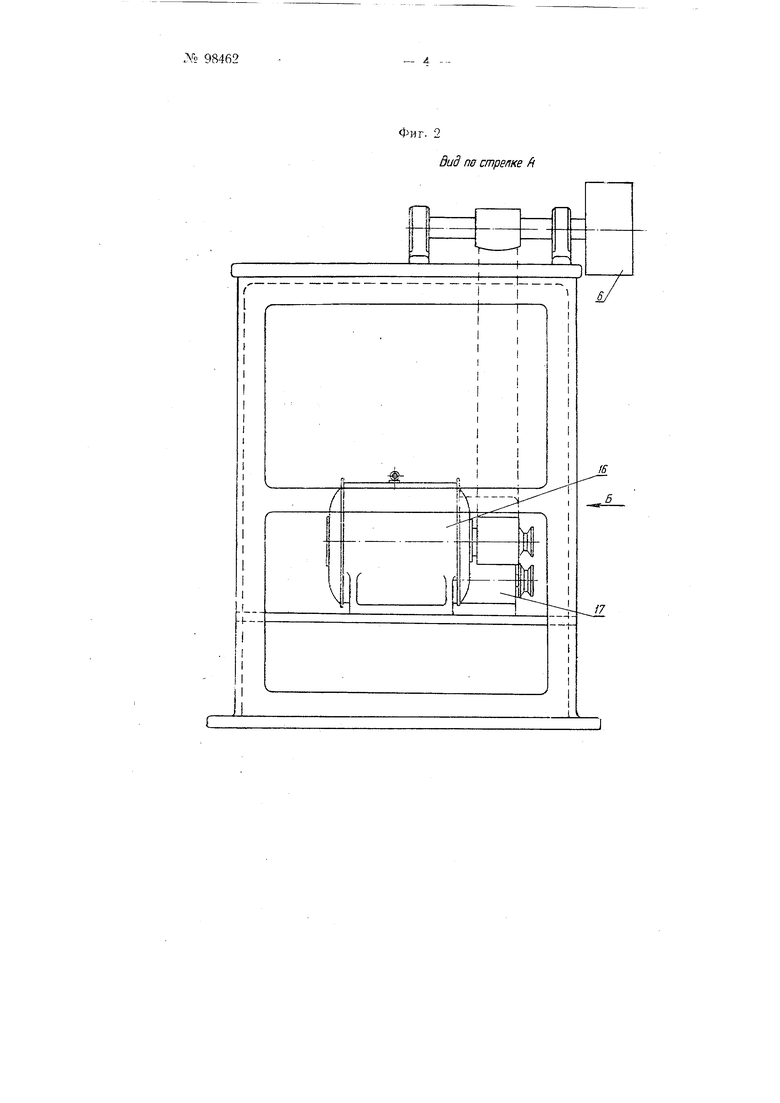
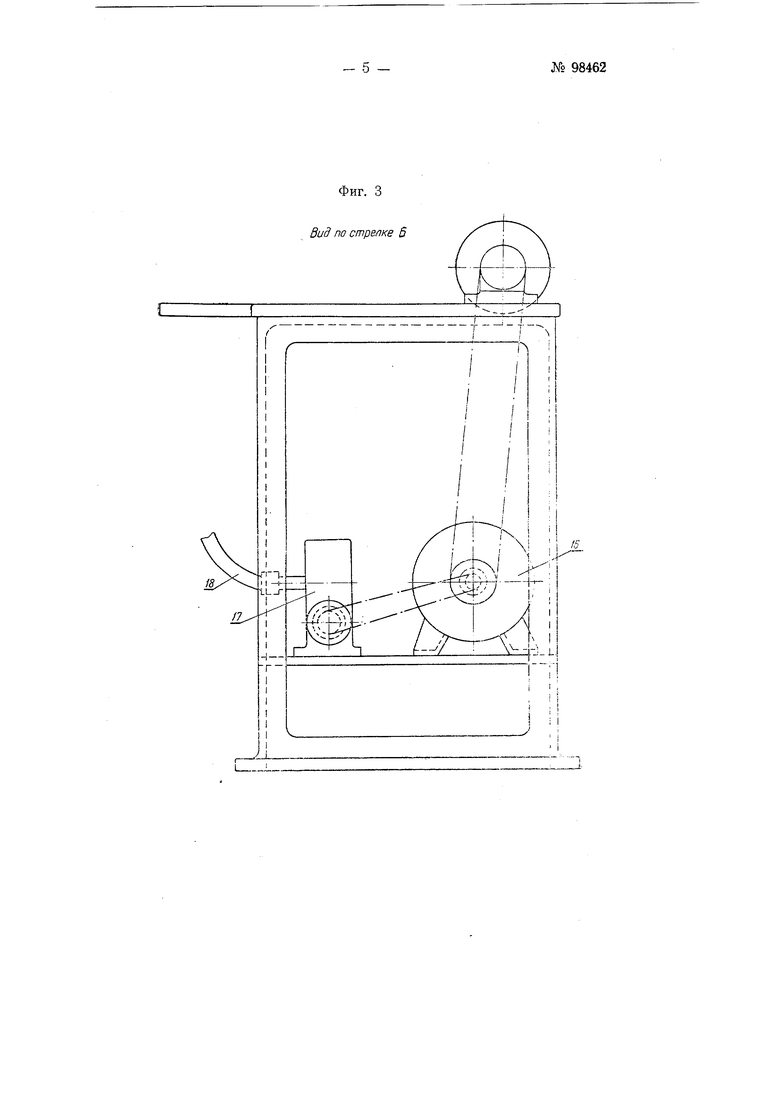
На . I изображено приспособ,, M()iT po-Bai Hoe на п.чите станка, вид в лане; на фиг. 2-ви.а по стрелке А на фиг. 1; на фиг. 3- вид по стрелке Б на фиг. 2; на фиг. 4-схема узла го.товки вместе с узлом привода оправки; на фиг. 5-узел привода оправки; на фи 6-то же, вид сверху; на фиг. 7-разрез по ВВ па фиг. 5; на фиг. 8-профиль шлифовального круга; на фиг. 9-профиль копира.
Приспособление монтировано на плите 1 шлифовального станка.
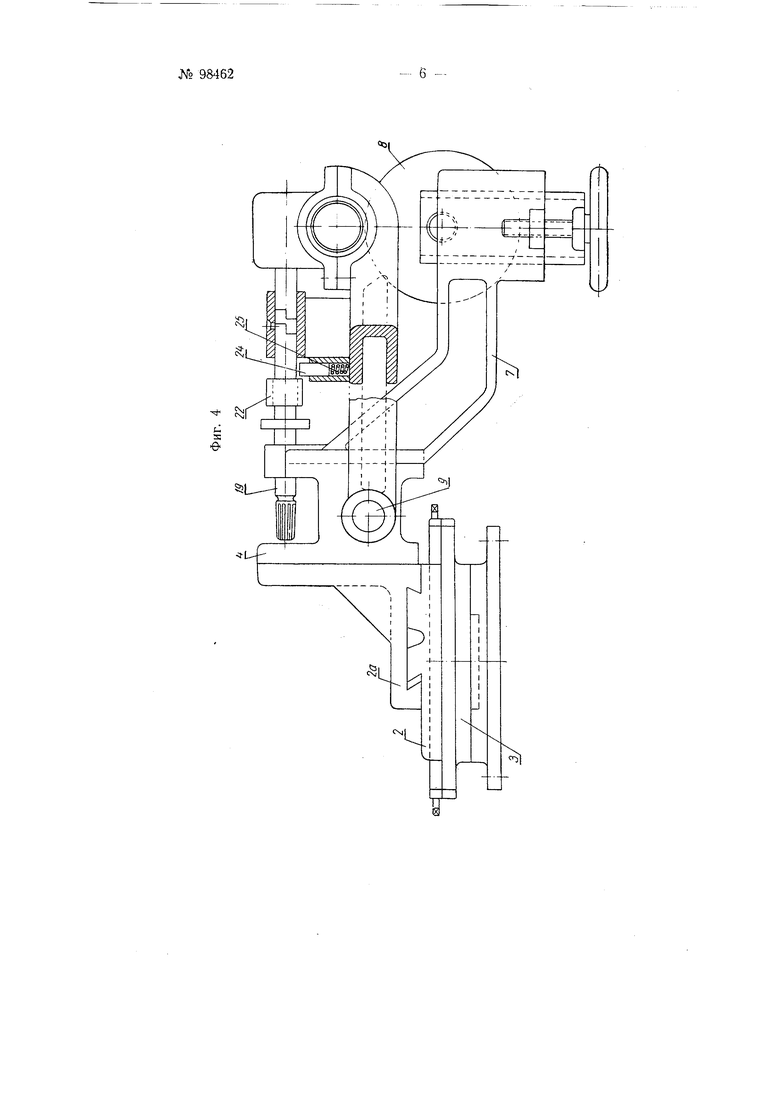
Головка станка имеет продольны суппорт 2, поперечный суппорт 2а, горизонтальный поворотный круг 3 и вертикальный поворотный круг 4.
Суппорты 2 VL 2а п поворотные круги 3 и 4 служат для ус1ановки оси вращения ш.Шфуемого каблука под соответствующим уг.иом относите.тьно оси враптепия установленного на шпинделе о HJлифoвaльп()|o .руга 6 и на соответствуюп1ем расс1оянии от последнего.
К вертикальному поворотному кругу 4 прикреплены кронштейн 7 с роликом 8, взаимодействуюпшм с копиром, и качаюпшяся на оси 9 каретка Ю.
Каретка 10 имеет вра1наю1ду1ося оправку //, на одном конце котороГ крепится сменньп подпятник /2, соответствуюпшй фасону каб.дука, а на другом-копир /5, имеющий контур, подобный контуру каблука в сечении, перпендикулярном оси каблука.
Каретка 10 опирается копиром 13 на свободно вранхающийся ролик 8 под действием силы своего веса. Ролик 8 при помощи винта устанав;1ивается на нужную высоту над Н1лифовальным KpyiOM 6.
КабоТук для обработки устанавливается на подпятник 12 и прижимается шпинделем 14 с самовращающимся центром 15. При вращении шлифовального круга 6 происходит шлифование боковой поверхности каблука.
Копир 13, качаю1ЦиГ1ся вместе с кареткой 10, осуществляет колебания относительно стационарно установленного щлифовального круга 6 и обеспечивает получение контура набойки и ляписной поверхности каблука.
Шлифовальный круг 6 приводится во вращение двигателем 16 через ременную передачу. От этого же двигателя через клиновидный ремень вращение через понижающий редуктор 17 и гибкий вал 18 сообщается приводно.му валику 19.
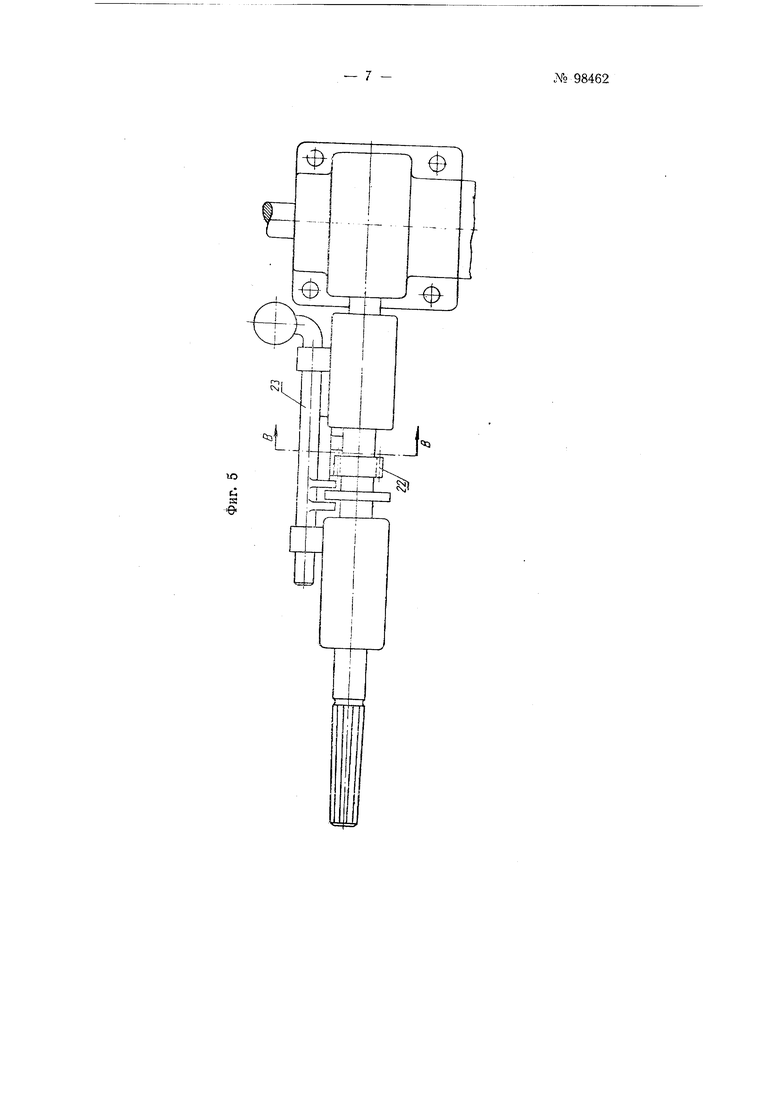
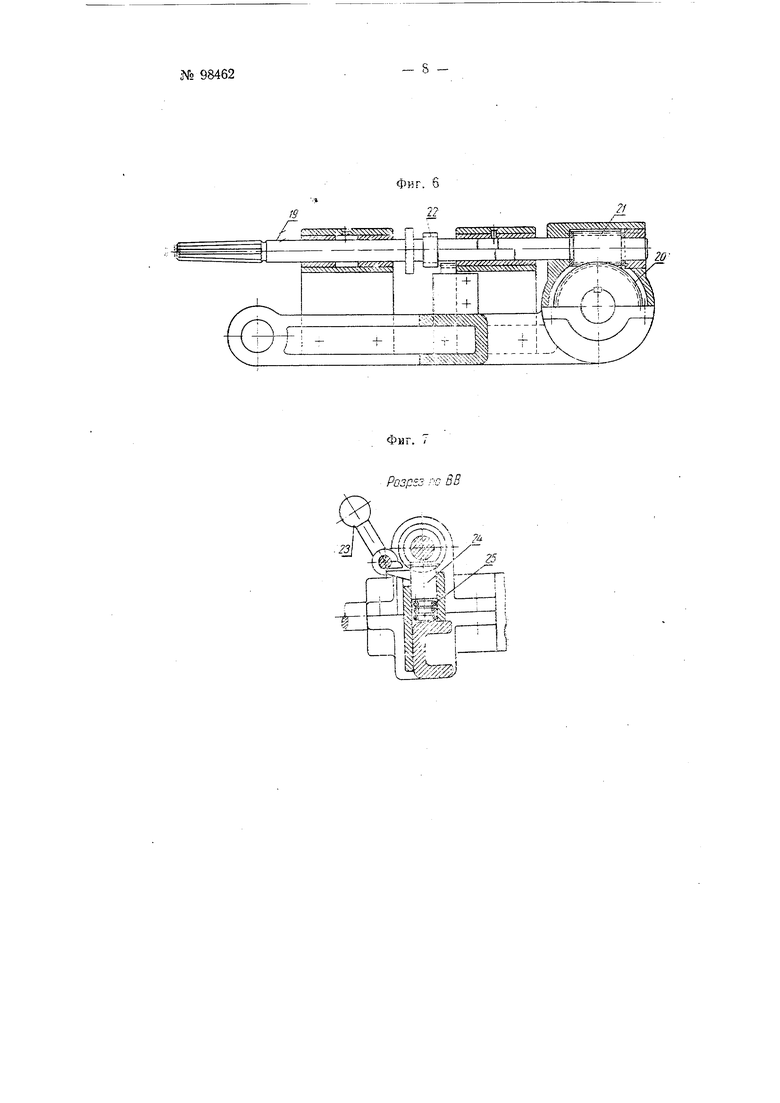
Оправка // приводится во вращение приводным валиком 19 через щестерни 20 л 21 d косым .
Приводной валик 19 несет на се.бе червяк 22.
При повороте ручки 23 вк.пючеиия налево и движении се на себя приводной Валик 19 входит в зацеп.тение с хвостовиком шестерни 20 и оправка 11 начинает вращаться. При освобождении 23 гайка 24 под действием пружины 25 в.ходит в зацеп„ченнс с червяком 22. айка 24 н червяк 22 вьшо,лнены так; что зуб приводного ва. 19 при вьнчлючениой гайке выходит из зацепления с хвостовиком тиестерни 20. Ко.1ичество ниток нарезки на червяке н , а также высота IaiiKM и червяка опреде.чяют скорость врап1епия оправки //, причем гайка и червяк отрегулированы так, что оправка // вк.чючается в работу тогда, когда каб.тук стоит над кругом 6, не касаясь его.
При шлифовании 6oKoiioii поверхности каблука, соответствующе поверхности однопо.тостно Ч) гипербо.тоида, каретка 10 ри помощи поворотных кругов и суппортов уста1 авливается под соответствующим уг.том к оси врап1ения круга 6, причем П1лифование осу 1ествляется цилиндрическим и.ти{)ова. кругом (контур копира 13 соответствует Э.ЛЛИПСУ с полуосями каблука) .
При шлифовании ии;1индрическим бочкообразным нктифова.тьным кругом каретка 10 разворачивается толькб на вертикальном поворотном круге 4, а контур копира 13 соответствует поперечному сечению каблука.
В общих случаях диаметр ролика 8 равняется диаметру щлифовального круга.
Предмет изобретения
1. Способ шлифования боково поверхности деревянных каблуков для женской обуви с помощью шлифовального круга, отличающийся тем, что, с целью механизации операции шлифования и получения каблуков с одинаковой боковой поверхностью, соответствую дей поверхности однополостного гиперболоида, обработку осу цествляют шлифовальным крутом, ось которого перекрещивается в пространстве с осью каблука, враицающегося вокруг своей оси и перемещающегося в направлепии к образующей шлифовальпого круга на раз.пичпые расстояния.
2. Приспособление для осуществления способа по п. 1, монтированное на плите стапка, снабженного суппортами, поворотными кругами и враи;ающейся оправкой для каблука, с применением шлифовальното круга, отличающееся тем, ЧТО, с целью перемещения обрабатываемого каблука в направлении к образующей шлифовального круга, на вращающейся оправке установлен копир, взаимодействующий с роликом, монтированным на кронштейне, укрепленном на вертикальком поворотном круге головки станка.
3. В приспособлении по п. I применение цилиндрического 6o4KOtОбразного шлифовальпого круга,, ширина :которого превыщает высоту каблука.
Фиг. 2
Фиг. 3 Вид по стрелке S
i s
еи,
е
