Изобретение относится к станкостроению и может быть использовано для чистового шлифования по копиру сложных фасонных поверхностей на плоскошлифовальном станке.
Известно устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения, включающее корпус с установленной на нем поворотной оправкой с делительным диском, кольцо с фиксатором делительного диска и сегментным копиром, контактирующим с копирным роликом механизма следящей подачи режущего инструмента, червячный привод вращения детали и копира
Недостатком известного устройства является невозможность его использования для чистовой обработки фасонных поверхностей абразивным инструментом.
Целью изобретения является расширен1е технологических возможностей устройства при обработке на плоскошлифовальном станке.
Это достигается тем, что червячный привод вращения детали и копира снабжен храповым колесом с регулируемой поводковой собачкой, снабженной смонтированиым
неподвижно на станине плоскощлифовального станка кронштеном с осъю для установки собачки, при этом сегментный копир выполнен с объемным рабочим профилем, установлен соосно детали со смещением относительно нее в осевом направлении и снабжен отверстиями для фиксации его угловых положений.
На фиг. 1 показана обрабатываемая деталь валка со стороны профиля спинкидля периодического вальцевания лопаток, две
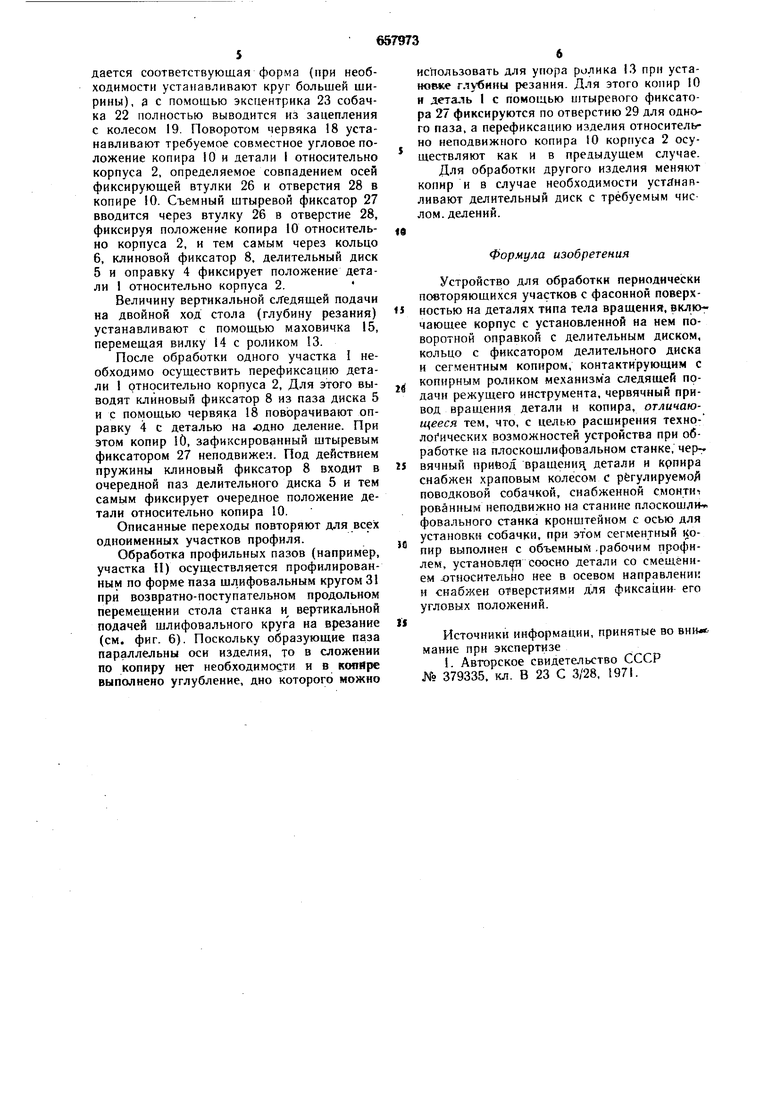
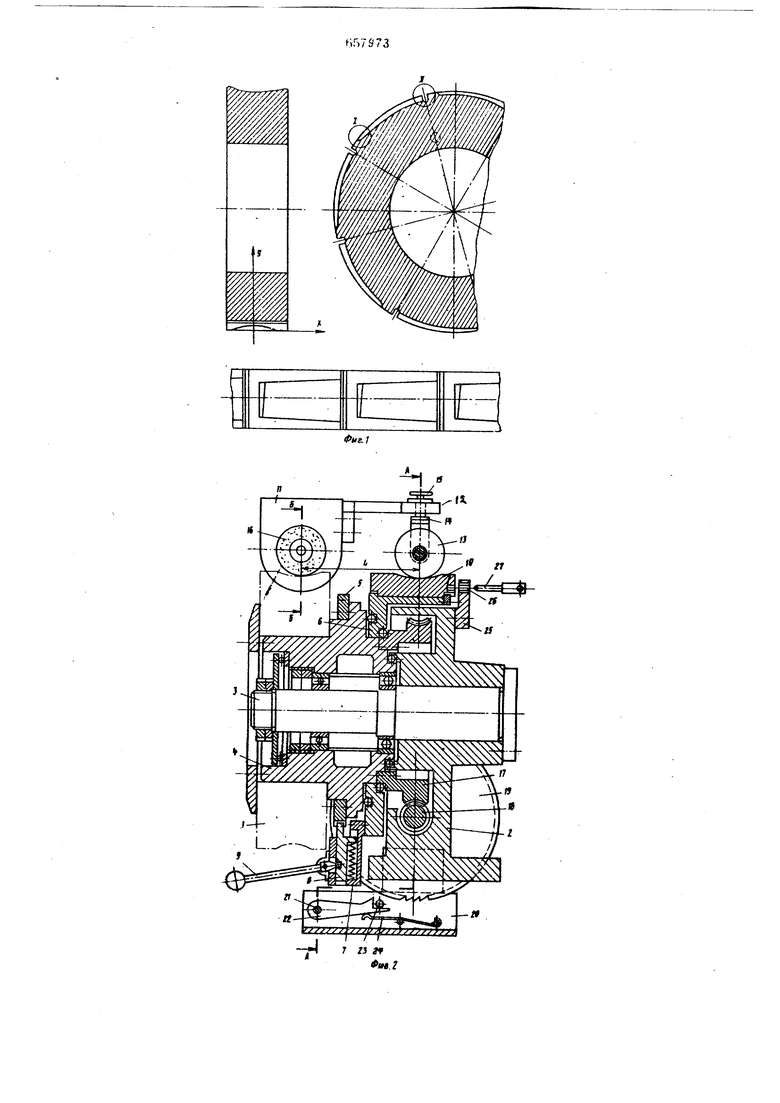
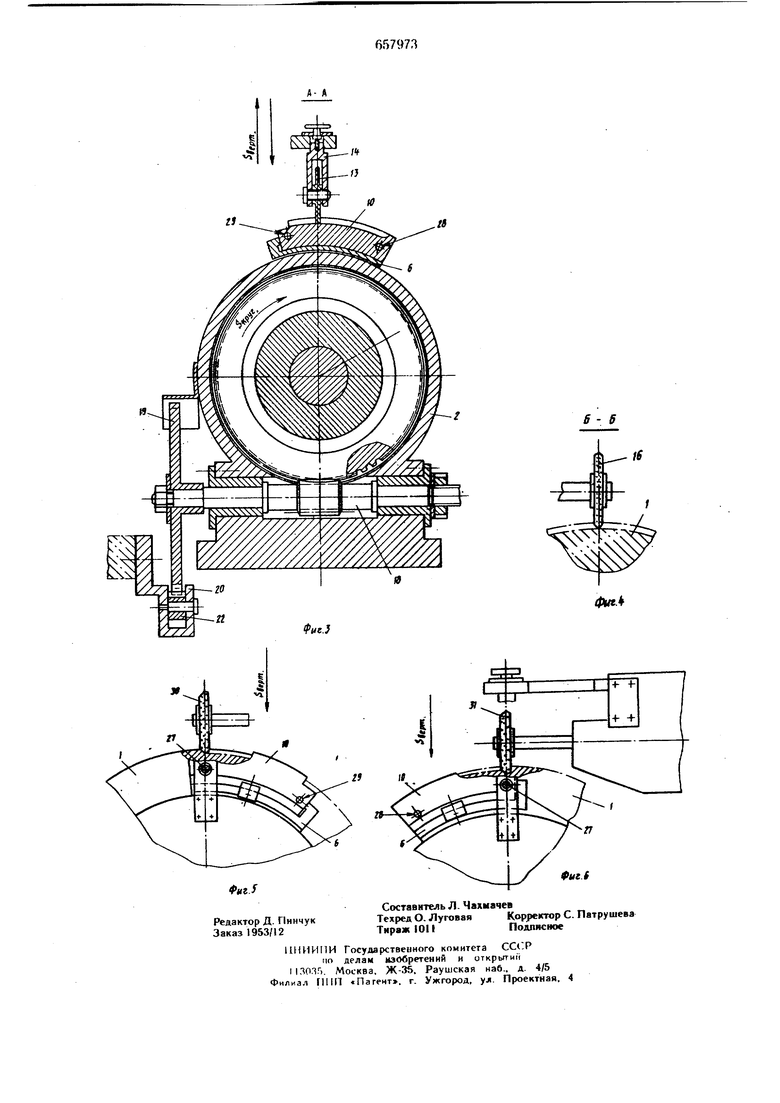
проекции и развертка по наружному диаметру; на фиг. 2 - предлагаемое устройство, смонтированное на плоскощлифовальном станке, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разfe3 Б-Б на фиг. 2; на фиг. 5 - участок на фиг. 1, разрез; на фиг. 6 - участок II на фиг. I, разрез.
Обрабатываемая деталь I, например, валок для вальцевания лопаток со стороны спинки (см. фиг. 1) представляет собой цилиндр. Сложная фасонная поверхность детали, подлежащая обработке состоит из повторяющихся криволинейных профилей с закруткой и перепадом сечений и местными фасонными участками, например, уступами
(участок I) и пазами (участок И). Кроме того, на профиле могут быть фасонные переходы (на фиг. I не показаны), в которые из-за малого радиуса кривизны (е перпендикулярной к оси изделия плоскости) нельзя вписать диаметр круга, ось которого паралл льна оси изделия.
В корпусе 2 на неподвижной оси 3 смонтирована поворотная оправка 4, на которой жестко закреплен делительный диск 5, число клиновых пазов последнего равно числу разметающихся на изделии профилей лопаток. На оправке 4 размещено свободно сидящее кольцо 6, несущее механизм фиксации кольца б относительно изделия 1, состоящий из закрепленной на кольце 6 колодки 7 и подпружиненного клинового фиксатора Ь, который с помощьКз рукоятки 9 выводится из паза делительного диска 5.
На полке кольца 6 закреплен сменный сегментный копир 10 с объемным рабочим профилем, который расположён соосно изделию 1 и смещен относительно него в осевом направлении на расстояние L
На шлифовальной бабке 1 станка,закреплен кронщтейн 12 с копирным роликом 13, который размещен в вилке 14 с возможностью вертикальной регулировки при помощи маховика 15. Диаметр ролика 13 соответствует диаметру шлифовального круга 16 и обеспечивает точечный контакт с поверхностью копира 10.
На оправке 4 закреплено червячное колесо 17, находящееся в зацеплении с червяком 18. На одном конце вала червяка .18 .посажено храповое колесо 19. На станине станка закреплен кронщтейн 20, в котором на оси 21 размещена поводковая собачка 22, взаийодействуюшая с зубьями колеса 19 при продольном перемещении стола станка на двойной ход.Ограничителем глубины вхождения собачки 22 во впадину зуба колеса 19 служит эксцентрик 23, к которому собачка 22 прижимается пластинчатой пружиной 24. На корпусе 2 закреплена Гтланка 25 с направляющей втулкой 26 для установки съемного штыревого фиксатора 27, а в копире 10 выполнены фиксирующие отверстия 28 и 29 (см. фиг. 3), количество и угловое расположение которых зависит от местных фасонных участков (см. фиг. 1) на одном профиле лопатки.
Устройство работает следующим образом.
Корпус 2 закрепляют на столе плоскощлифовального станка, а кронщтейн 20 с поводковой собачкой 22 - на станине станка. Предварительно обработанную деталь 1 закрепляют на оправке 4 а копир 10 - на полке кольца 6, которое зафиксировано клиновым фиксатором 8 по пазу делительного диска 5.
Обработка криволинейного профиля валка (между участками I и II) осуществляется узким непрофилированным шли(Ьовальным
кругом 16 (см. фиг. 4) при продольном возвратно-поступательном перемещении стола станка (Snp), круговой подаче изделия (Sftpyr) и при вертикальной подаче щлифовального круга, определяемой копиром 10. Прижим ролика 13 к копиру 10-может быть осуществлен, например под действием веса шлифовальной бабки, частично разгруженной противовесоми отсоединенной от винта вертикальной подачи станка.
При перемещении стола станка на один двойной ход щлифуется одна строка профиля (в осевом сечении). При выходе ролика 13 из профильной части копира 10 на его цилиндрическую поверхность оправка 4 с деталью 1, кольцом 6 и копиром 10 поворачивается на величину Зндаг (двойной ход).
Этот поворот осуществляется в результате того, что при движении стола станка зуб храпового колеса 19 наталкивается на собачку 22, и колесо 19 через червяк 18 и червячное колесо 17 поворачивает на соответствующий угол оправку 4 с деталью 1, кольцом 6 и копиром 10. Величина круговой подачи (Здаф ) определяется углом поворота храпового колеса 19, который зависит от глубины вхождения собачки 22 во впадину зуба колеса 19.
С помощью эксцентрика 23 можно изменять глубину вхождения собачки 22 во впадину зуба и изменять угол поворота колеса 19 в пределах от нуля до четырех щагов зубьев и тем самым регулировать величину Ssy.
При каждом следующем двойном ходе стола станка оправка 4 с деталью 1 и копиром 10 будут поворачиваться на величину
SHpyF.
Когда обработка одного профильного участка изделия закончена, вращением червяка 18 в -обратную сторону, например, от ручного маховичка на втором конце червячного вала (на чертежах не показан) возвращают оправку 4 с деталью 1 и копиром 10 в исходное положение. С помощью рукоятки
9выводят фиксатор 8 нз паза делительного диска 5 и дальнейшим вращением червяка 18 поворачивают оправку 4 с деталью 1 и деЛи: тельным диском 5 относительно неподвижного копира 10 на одно деление диска 5, после чего клиновый фиксатор 8 под действием пружины фиксирует очередное положение оправки 4 с деталью 1 относительно копира
10по пазу делительного диска 5. Повторяя описанные переходы, обрабатывают все профильные ручьи валка (между участками I и 1).
Обработка местных фасонных участков (например участка 1) ведется профильным кругом при продольном возвратно-поступательном перемещении стола станка со следящей по копиру вертикальной подачей без применения круговой подачи (см. фиг. 5).
Для этого с помощью приспособления для правки шлифовальному кругу 30 прндается соответствующая форма (при необходимости устанавливают круг большей ширины), 9 с помощью эксцентрика 23 собачка 22 полностью выводится из зацепления с колесом 19. Поворотом червяка 18 устанавливают требуемое совместное угловое положение копира 10 и детали I относительно корпуса 2, определяемое совпадением осей фиксирующей втулки 26 и отверстия 28 в копире 10. Съемный штыревой фиксатор 27 вводится через втулку 26 в отверстие 28, фиксируя положение копира 10 относительно корпуса 2, и тем самым через кольцо 6, клиновой фиксатор 8. делительный диск 5 и оправку 4 фиксирует положение детали 1 относительно корпуса 2. Величину вертикальной следящей подачи на двойной ход стола (глубину резания) устанавливают с помощью маховичка 15, перемещая вилку 14 с роликом 13. После обработки одного участка I необходимо осуществить перефиксацию детали 1 относительно корпуса 2, Для этого выводят клиновый фиксатор 8 из паза диска 5 и с помощью червяка 18 поворачивают оправку 4 с деталью на «дно деление. При этом копир 10, зафиксированный штыревым фиксатором 27 неподвижен. Под действием пружины клиновый фиксатор 8 входит в очередной паз делительного диска 5 и тем самым фиксирует очередное положение детали относительно копира 10. Описанные переходы повторяют для всех одноименных участков профиля. Обработка профильных пазов (например, участка И) осуществляется профилированным по форме паза шлифовальным кругом 31 при возвратно-поступательном продольном перемещении стола станка и вертикальной подачей шлифовального круга на врезание (см, фиг. 6). Поскольку образующие паза параллельны оси изделия, то в сложении по копиру нет необходимости и в копире выполнено углубление, дно которого можно использовать для упора ролика 3 прн устано&ке глубины резания. Для этого копир 10 и деталь 1 с помощью штыревого фиксатора 27 фиксируются по отверстию 29 для одного паза, а перефиксацию изделия относительно неподвижного копира 10 корпуса 2 осуществляют как и в предыдущем случае. Для обработки другого изделия меняют копир и в случае необходимости устанавливают делительный диск с требуемым числом, делений. Формула изобретения Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения, включающее корпус с установленной на нем поворотной оправкой с делительным диском, кольцо с фиксатором делительного диска и сегментным копиром, контактирующим с копирным роликом механизма следящей подачи режущего инструмента, червячный привод вращения детали и копира, отличающееся тем, что, с целью расширения технологических возможностей устройства при обработке из плоскошлифовальном станке, червячный привод вращени детали и крпира снабжен храповым колесом с рёгулируемоЯ поводковой собачкой, снабженной CMOHTHI рованным неподвижно на станине плоскошлн фовального станка кронштейном с осью для установкн собачки, при этом сегментный копир выполнен с объемным .рабочим профилем, установлю соосно детали со смещением -относительно нее в осевом направлении и снабжен отверстиями для фиксации- его угловых положений. Источники информации, принятые во мание при экспертизе I. Авторское свидетельство СССР № 379335, кл. В 23 С 3/28, 1971.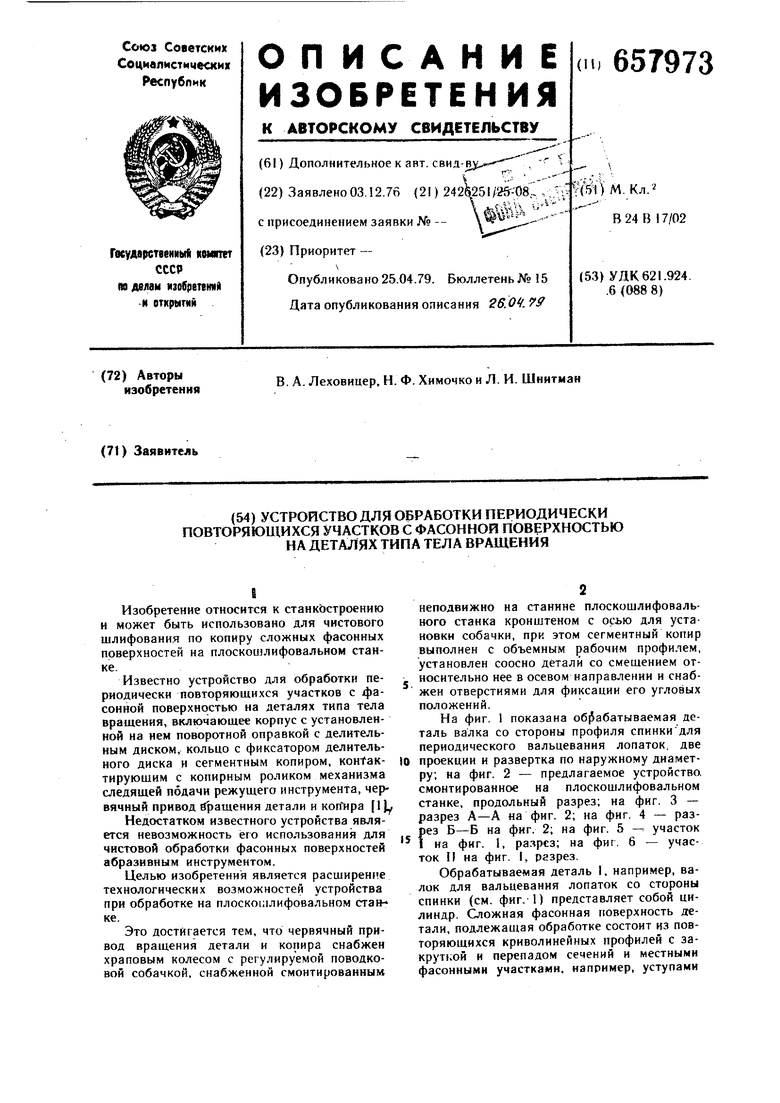

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования повторяющихсяфАСОННыХ пОВЕРХНОСТЕй | 1978 |
|
SU837785A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ ПЕРЕДНИХ ГРАНЕЙ МЕТЧИКОВ | 1966 |
|
SU188321A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU379335A1 |
| Делительная головка для обработки прерывистых цилиндрических поверхностей на шлицешлифовальном или подобном станке | 1961 |
|
SU145154A1 |
| Станок для нанесения граней на стеклоизделия | 1983 |
|
SU1106640A1 |
. /
tt
