1
Изобретение относится к металлообработке и может быть использовано при обработке криволинейных поверх-ностей на станках с программным управлением.
Известна фреза с регулируемым положением ножей, выполненных на поворотных обоймах и ограниченных от встречного перемещения управляющим валиком, установленным в корпусе фрезы с возможностью осевого перемещения 1.
Недостаток известной фрезы - низкое качество обработанной поверхности, так как все режущие зубья фрезы участвуют в съеме основного припуска на черновом этапе обработки. Поэтому для обеспечения необходимого качества обработанной поверхности производят замену фрезы и программы и производят вторичную обработку.
Цель изобретения - повышение качества обработанной поверхности.
Поставленная цель достигается тем, что фреза содержит черновые и чистовые режущие ножи, а поворотные обоймы снабжены выступами и упругой связью, причем на управляющем валике выполнены попарно диаметрально расположенные углубления под выступы обойм черновых и чистовых
ножей, соответственно смещенные по высоте.
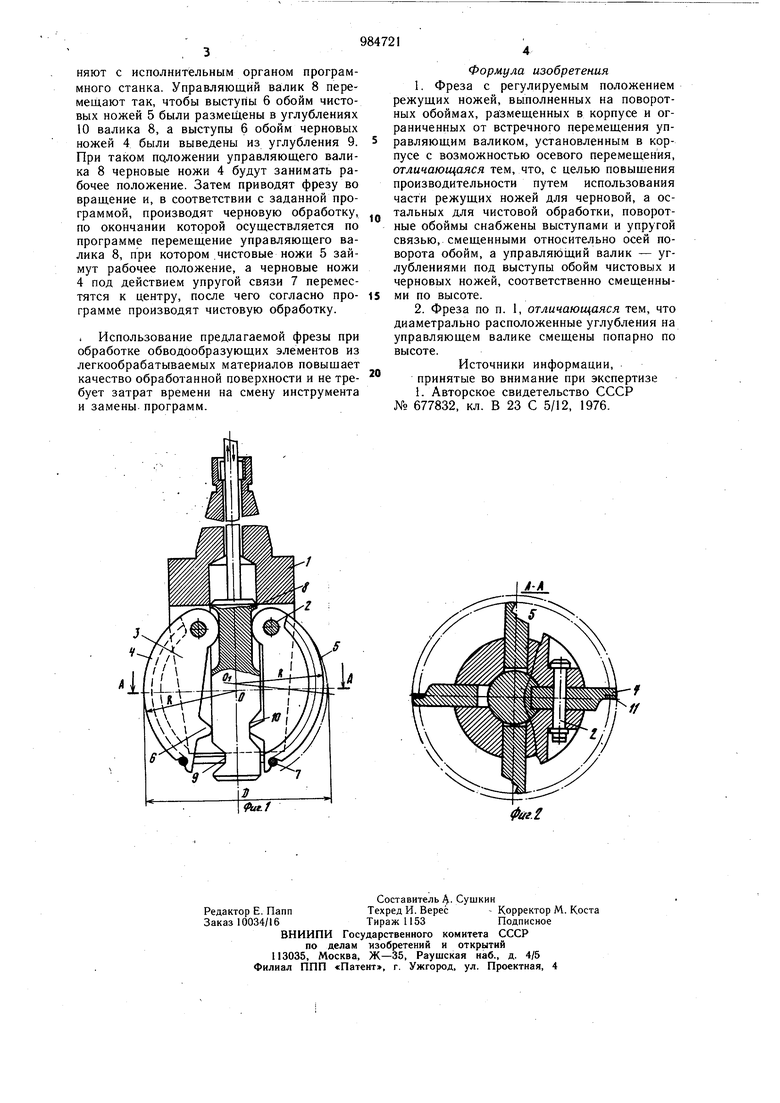
На фиг. 1 изображена фреза, разрез; на фиг. 2 - разрез А.-А на фиг. 1.
Фреза содержит корпус 1, в пазах кото5 рото на осях 2 установлены поворотные обоймы 3, несущие режущие ножи 4 и 5, соответственно для черновой и чистовой обработки. Обоймы 3 снабжены выступами 6 и упругой связью 7, выполненной в виде пружи,Q ны. В корпусе 1 установлен управляющий валик 8 с углублениями 9 и 10 под выступы 6 обойм соответственно черновых и чистовых ножей. Углубления 9 под выступ черновых ножей расположены на валике 8 диаметрально и смещены по высоте относительно также расположенных диаметрально углублений 10 под выступы обойм чистовых ножей. MepHOBbie ножи 4 целесообразно снабдить пластинками 11 из твердого сплава, а чистовые ножи 5 - изготавливать из
20 быстрорежущей стали.
Фреза работает следующим образом.
Фрезу устанавливают в щпинделе станка с программным управлением, при этом хвостовик управляющего валика 8 соединяют с исполнительным органом программного станка. Управляющий валик 8 перемещают так, чтобы выступы 6 обойм чистовых ножей 5 были размещены в углублениях 10 валика 8, а выступы 6 обойм черновых ножей 4 были выведены из углубления 9. При таком положении управляющего валика 8 черновые ножи 4 будут занимать рабочее положение. Затем приводят фрезу во вращение и, в соответствии с заданной программой, производят черновую обработку, по окончании которой осуществляется по программе перемещение управляющего валика 8, при котором .чистовые ножи 5 займут рабочее положение, а черновые ножи 4 под действием упругой связи 7 переместятся к центру, после чего согласно программе производят чистовую обработку.
. Использование предлагаемой фрезы при обработке обводообразующих элементов из легкообрабатываемых материалов повыщает качество обработанной поверхности и не требует затрат времени на смену инструмента и замены программ.
Формула изобретения . Фреза с регулируемым положением режущих ножей, выполненных на поворотных обоймах, размещенных в корпусе и ограниченных от встречного перемещения управляющим валиком, установленным в корпусе с возможностью осевого перемещения, отличающаяся тем, что, с целью повышения производительности путем использования части режущих ножей для черновой, а остальных для чистовой обработки, поворотные обоймы снабжены выступами и упругой связью, смещенными относительно осей поворота обойм, а управляющий валик - углублениями под выступы обойм чистовых и черновых ножей, соответственно смещенными по высоте.
2. Фреза по п. 1, отличающаяся тем, что диаметрально расположенные углубления на управляющем валике смещены попарно по высоте.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 677832, кл. В 23 С 5/12, 1976.
фаг. 2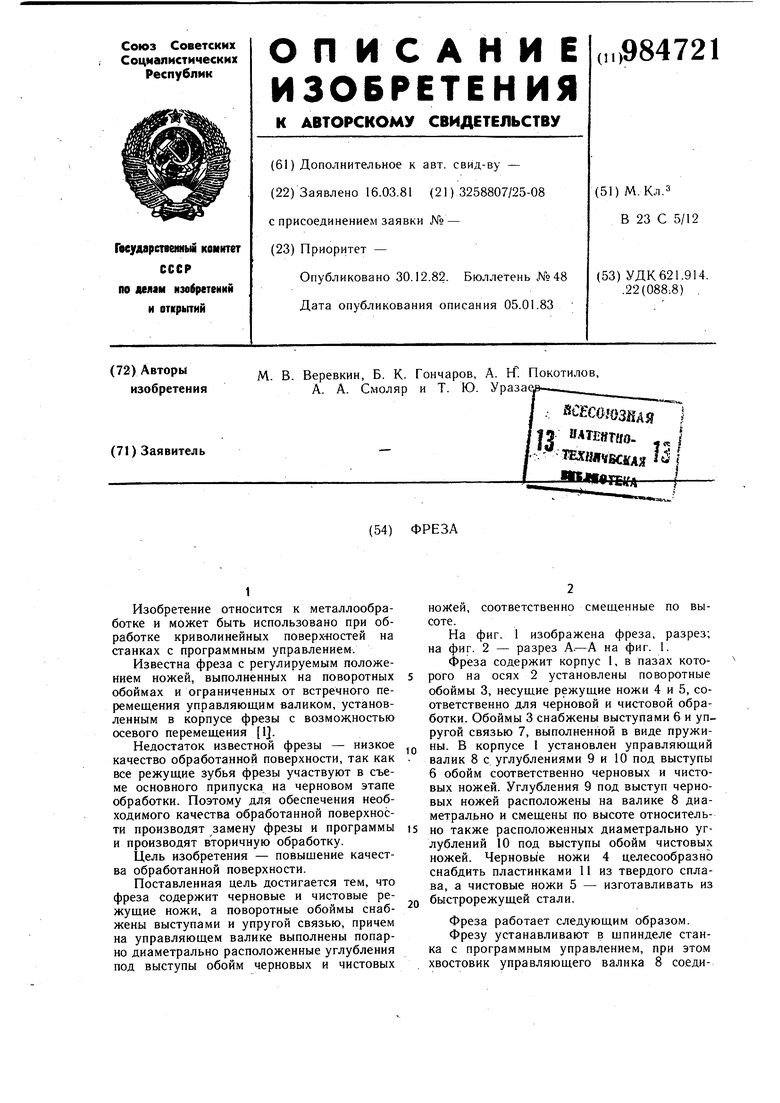
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза | 1979 |
|
SU831428A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Торцовая фреза | 1980 |
|
SU965634A1 |
