Предлагаемое изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании криволинейных поверхностей лопаток моноколес (проточной части открытых и полузакрытых крыльчаток) газотурбинных двигателей (ГТД) на станках с числовым программным управлением.
Широко известны способы обработки проточной части моноколес на многоцелевых станках с ЧПУ (машинообрабатывающих центрах), обеспечивающие обработку всех лопаток моноколеса за один установ [A.M.Сулима, А.А.Носков, Г.З.Серебряков «Основы технологии производства газотурбинных двигателей». М.: Машиностроение, 1996, 480 с., Глава 17.3 Выполнение основных операций изготовления крыльчаток, с.364-368].
В описываемых способах (технологических схемах) обработки моноколес используют предварительную (черновую) и окончательную (чистовую) обработку. При черновой обработке прорезают в радиальном направлении на заготовке межлопаточные пазы, а затем в процессе чистового фрезерования окончательно формируют межлопаточное пространство. Обработку ведут, «прислоняя» инструмент в виде концевой фрезы к прямолинейной образующей формируемой поверхности лопатки по всей ее высоте.
В описываемом способе соотношения между шириной обработки (шириной строки) и глубиной фрезерования, а также последовательность (порядок) обработки лопаток специально не оговариваются. Вместе с тем, в зависимости от схемы снятия припуска, соотношения глубины и ширины фрезерования зависит точность обработки. В процессе снятия припуска с заготовки постоянно уменьшается ее жесткость, заготовка деформируется вследствие нарушения ее равновесного состояния, обусловленного неравномерностью снятия припуска. Деформации заготовки (коробление) в основном происходят при несимметричных схемах обработки (прорезке пазов) и при неравномерном снятии припуска с поверхностей лопаток крыльчаток, то есть при неравномерном «ослаблении» каждой лопатки со стороны выпуклой и вогнутой части профиля (спинки и корыта). Величина оптимального объема снимаемого припуска определяется шириной и глубиной фрезерования, которые регулируются в зависимости от схемы обработки.
Известен способ фрезерования моноколес, жестко регламентирующий схему снятия припуска и назначения величины снимаемого припуска (соотношение глубины и ширины фрезерования) на каждом проходе [патент №2247011, В 23 С 3/18, авторы Крылов В.Н., Полетаев В.А., Волков Д.И.] - прототип.
Согласно данному способу обработку проточной части моноколес ведут в два этапа: черновая (предварительная) и чистовая (окончательная) обработка. При черновом фрезеровании осуществляют постепенную (за несколько проходов) прорезку радиальных пазов моноколеса на общую глубину межлопаточного пространства. Ширина паза при каждом проходе не изменяется, глубина фрезерования каждого прохода назначается исходя из расчета величины деформации паза, определяемой допуском на геометрический размер ширины паза.
Чистовое фрезерование межлопаточного пространства осуществляют на всю глубину профиля лопаток моноколеса, т.е. режущий инструмент «прислоняется» к обрабатываемому профилю по всей длине его прямолинейной образующей. (Ширина фрезерования равна высоте обрабатываемой лопатки.) Чистовой припуск удаляется постепенно за несколько проходов. Глубину каждого прохода назначают исходя из расчета величины деформации межлопаточного пространства, которая должна быть меньше величины задаваемой деформации (допуска или его части на ширину межлопаточного пространства).
Данный способ существенно повышает точность обработки за счет того, что при назначении режимов фрезерования, в частности глубины фрезерования, учитываются максимально возможные упругие деформации детали.
Однако данный способ имеет ряд существенных недостатков, а именно:
- при обработке лопаток моноколес высотой более 40 мм и толщиной менее 2-3 мм не обеспечивается требуемая геометрическая точность. Это обусловлено тем, что при назначении глубины фрезерования, при чистовой обработке, рассчитывают величину допустимой деформации без учета геометрических размеров фрезеруемой лопатки, в частности ее толщины и высоты. То есть имеющиеся алгоритмы для расчета допустимой деформации межлопаточного паза учитывают не все параметры, определяющие ее значение;
- при обработке лопаток моноколес, имеющих криволинейные образующие по высоте проточной части, реализация данного способа невозможна, так как образующая инструмента не совпадает с аэродинамическим профилем лопатки по его высоте.
Целью предлагаемого технического решения является расширение технологических возможностей известного способа обработки моноколес и повышение точности обработки.
Технической задачей предлагаемого изобретения является обеспечение одинаковых условий деформации лопатки моноколеса при чистовой обработке его криволинейного профиля, образующая которого не совпадает с образующей режущей части инструмента.
Поставленная цель достигается тем, что в предлагаемом способе обработку моноколес осуществляют концевыми фрезами на станках с числовым программным управлением. Сначала ведут черновую обработку, при которой прорезают межлопаточные пазы одинаковой ширины в радиальном направлении. Затем ведут чистовое фрезерование, при этом назначают ширину строки при чистовой работе, исходя из расчета величины деформации обрабатываемой поверхности, которая меньше величины задаваемой деформации, определяемой величиной допуска на ширину обрабатываемого межлопаточного пространства.
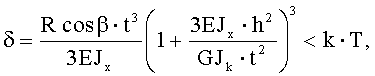
Новым в предлагаемом способе является то, что при чистовом фрезеровании обработку ведут с шириной строки, не превышающей длину режущей части инструмента, совпадающей с образующей профиля лопатки. Врезание по высоте профиля осуществляется постепенно от вершины лопатки к радиусу перехода в ступицу, перемещают фрезу при каждом переходе по замкнутой траектории, эквидистантной профилю спинки и корыта лопатки в плоскости строки. Величину деформации межлопаточного пространства определяют исходя из выражения вида:
 .
.
где R - равнодействующая сил резания, Н; Е, G- соответственно модули упругости и сдвига обрабатываемого материала, Н/мм2; Jх, Jк - моменты инерции лопатки при изгибе относительно оси х и кручении относительно оси z, мм4; β - угол наклона равнодействующей силы резания к нормали обрабатываемой поверхности, рад; t - глубина профиля проточной части моноколеса, мм; h - ширина хорды лопатки моноколеса, мм; Т - допуск на ширину паза, мм; к - коэффициент использования допуска; δ - величина деформации лопатки моноколеса, мм.
Предлагаемое изобретение поясняется чертежами, где:
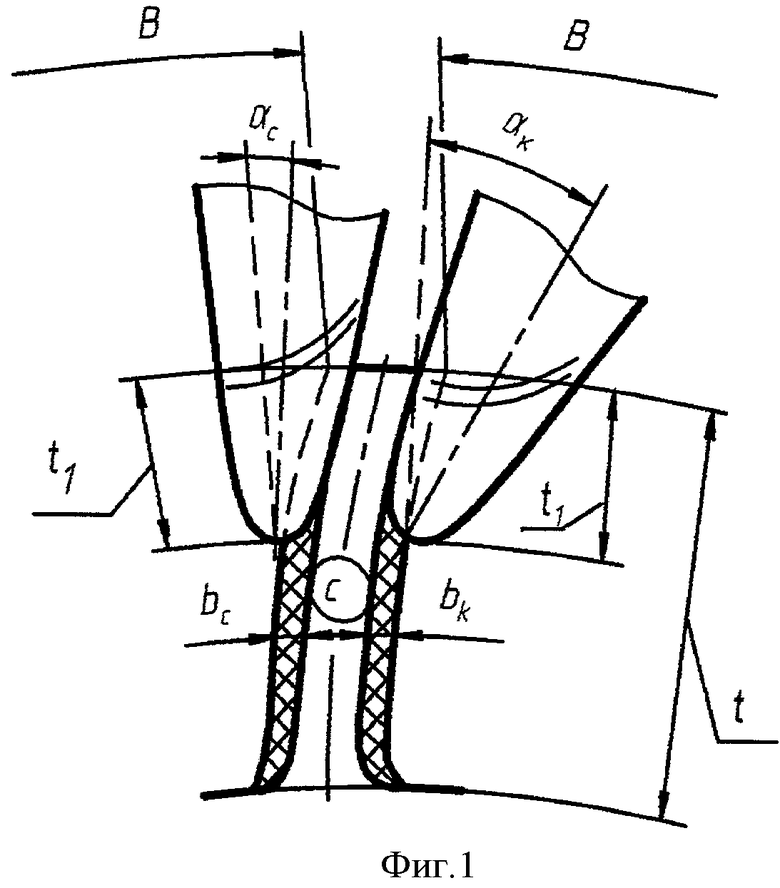
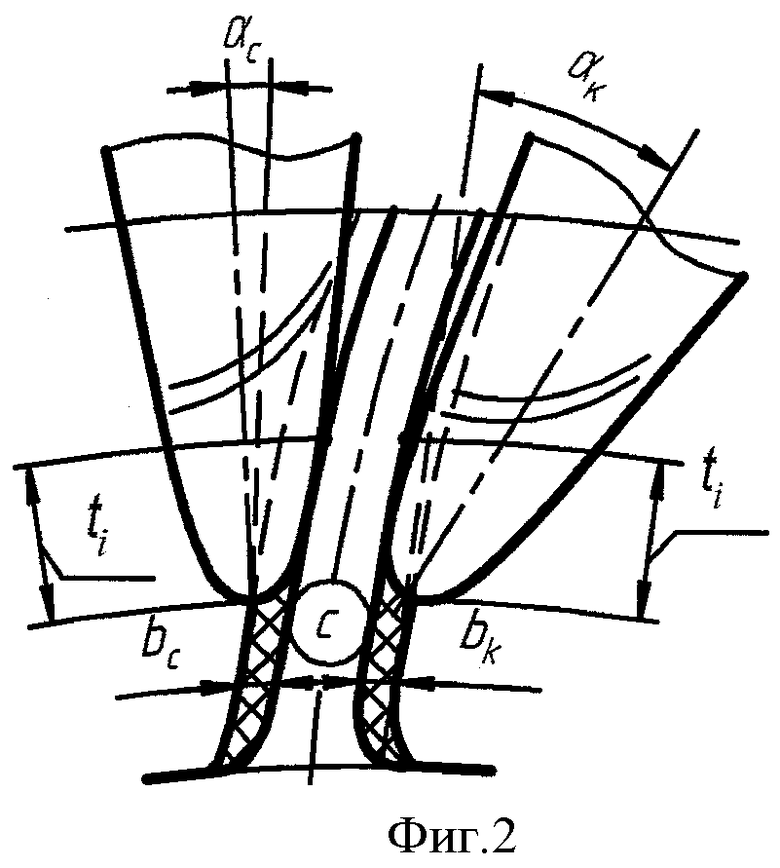
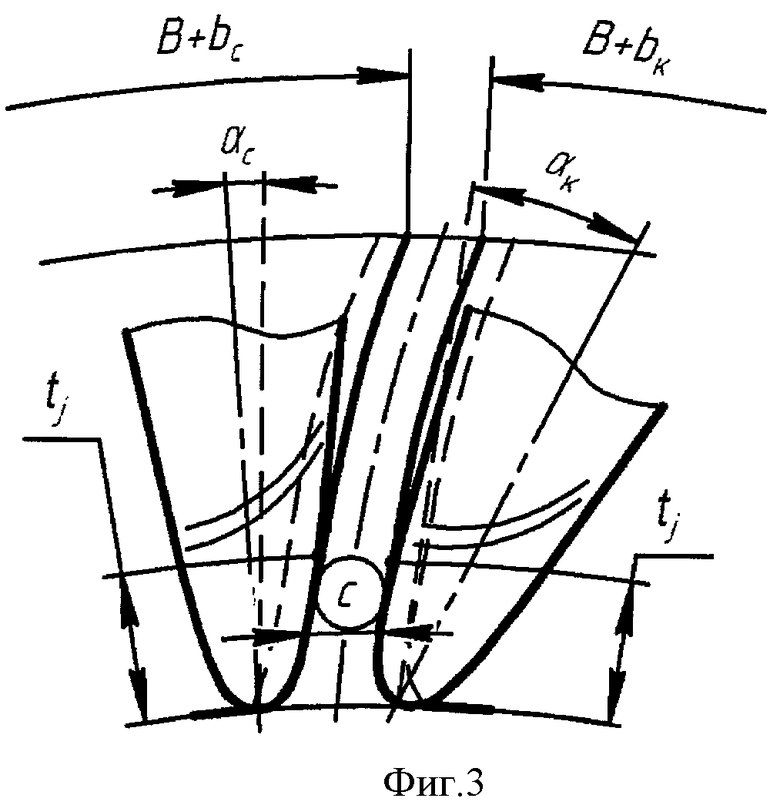
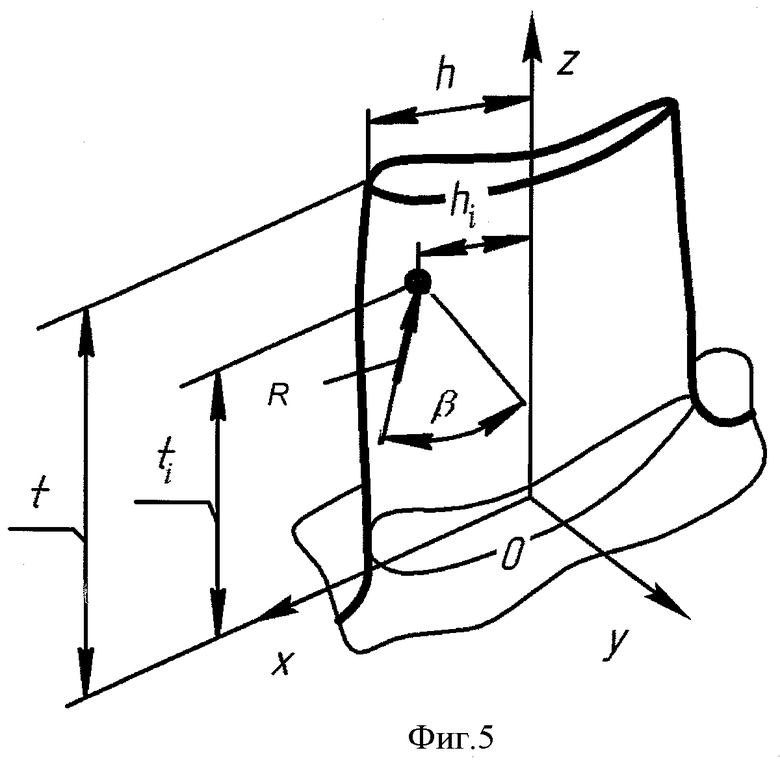
фиг.1 - схема снятия припуска при 1 проходе; фиг.2 и 3 - то же, соответственно при i и j проходах; фиг.4 - траектория движения фрезы при каждом чистовом проходе; фиг.5 - схема расчета деформаций лопаток моноколеса при чистовой обработке.
Осуществляется способ следующим образом.
По окончании предварительной (черновой) обработки заготовка моноколеса представляет собой диск с прорезанными в нем радиальными пазами шириной В и высотой t. При этом каждая лопатка моноколеса, представляющая собой криволинейный профиль, выпуклый со стороны «спинки» и вогнутый со стороны «корыта», имеет окончательную толщину ©, закрытую припусками на чистовую обработку: вС - со стороны спинки и вК - со стороны корыта. Окончательное снятие припуска толщиной вС и вК с каждой стороны лопатки общей высотой t осуществляется перемещениями фрезы по замкнутым траекториям, эквидистантным фрезеруемому профилю лопатки за несколько проходов. Глубина фрезерования (ширина строки) от прохода к проходу изменяется от t1 до tj. На первом проходе фиг.1 фрезерование ведется со скоростью Vp, с глубинами, равными толщинам припуска вС, вК на высоту t1, определяющую ширину строки. При этом величина t1, с одной стороны, не должна превышать максимально возможную длину контакта образующей инструмента с образующей криволинейной поверхности лопатки. С другой стороны, она должна обеспечивать деформации обрабатываемой поверхности меньше, чем величина допустимой деформации межлопаточного пространства шириной В. То есть ширина фрезерования t1 может быть меньше, чем максимально возможная длина совпадения образующей инструмента и обрабатываемой поверхности. В течение первого прохода с шириной строки t1 угол наклона фрезы к обрабатываемой поверхности изменяют в зависимости от кривизны обрабатываемой поверхности.
Значение режимов фрезерования, а именно скорость резания Vp, подача S, ширина строки t1, глубины резания вС и вК определяют значение равнодействующей силы резания R. Значение равнодействующей силы резания R и геометрические размеры лопатки, а именно высота профиля t, ширина хорды h и толщина © определяют величину упругих деформаций детали при ее обработке δ. Поэтому значение ширины строки t1, как наиболее удобный для регулирования параметр, заносят в программу обработки детали на основе расчета величины допускаемой деформации.
На последующих проходах (фиг.2, 3) цикл обработки повторяется, но происходит уже со строками шириной ti и tj, которые также каждый раз назначают, исходя из расчета величины деформации обрабатываемой поверхности, с учетом изменяющихся условий деформирования, т.е. положения равнодействующей силы резания по высоте профиля лопатки t. С каждой новой строкой фрезы высота обработанного профиля лопатки толщиной © постоянно увеличивается от 0 при первом переходе до t по окончании последнего. Величины строк ti и tj задаются управляющей программой станка с ЧПУ, так же, как и углы наклона фрезы, значения которых должны обеспечивать отсутствие столкновений (врезаний) инструмента в обрабатываемую поверхность.
По завершении последнего прохода ширина межлопаточного пространства принимает значение В+вс - со стороны спинки и В+вК - со стороны корыта. После чего процесс чистовой обработки осуществляется на соседней с обработанной лопаткой и т.д.
Текущие значения ширины фрезерования (ширины строки на том или ином проходе) в управляющую программу заносятся на основе расчета деформации лопатки, определяемой в виде суммы деформаций изгиба и кручения лопатки под действием равнодействующей силы резания (фиг.5).
Максимальные значения деформации лопатки, исходя из данной схемы, определяются выражением вида:
 ,
,
где δmaх - максимально возможная величина суммарной деформации лопатки при обработке, мм; R - равнодействующая силы резания, Н; Е, G - соответственно модули упругости и сдвига, Н/мм2; Jx, Jk - соответственно моменты инерции профиля лопатки при изгибе относительно оси х и кручении вокруг оси z; β - угол наклона равнодействующей силы резания к нормали обрабатываемой поверхности, рад; t - ширина (высота) профиля лопатки, мм; h - длина хорды, мм.
Расчет величины максимально допустимой деформации лопатки при фрезеровании ведут из того условия, что она должна быть меньше допуска на геометрический размер ширины паза или ее части, которую определяет выражение δmax=k·Т, где Т - технологический допуск на обработку, мм; k - коэффициент использования допуска, который чаще всего принимается равным 0,3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕС ИЛИ КРЫЛЬЧАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ (ГТД) | 2005 |
|
RU2300447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО КОЛЕСА РОТОРА И КОЛЕСО | 2002 |
|
RU2287409C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| Способ формообразования профильных межлопаточных каналов моноколеса ГТД | 2015 |
|
RU2608111C2 |
Способ предназначен для осуществления на станках с числовым программным управлением и включает черновую обработку в виде прорезки в радиальном направлении пазов одинаковой ширины и чистовую обработку фрезерованием проточной части лопаток с режимами, назначенными исходя из величины допустимой деформации обрабатываемой поверхности. Для повышения точности обработку при чистовом фрезеровании ведут с шириной строки, не превышающей длину режущей части инструмента, совпадающей с образующей профиля лопатки, врезание по высоте профиля осуществляют постепенно от вершины лопатки к радиусу перехода в ступицу. При этом перемещают фрезу по замкнутой траектории, эквидистантной профилю спинки и корыта лопатки в плоскости строки. 1 з.п. ф-лы, 5 ил.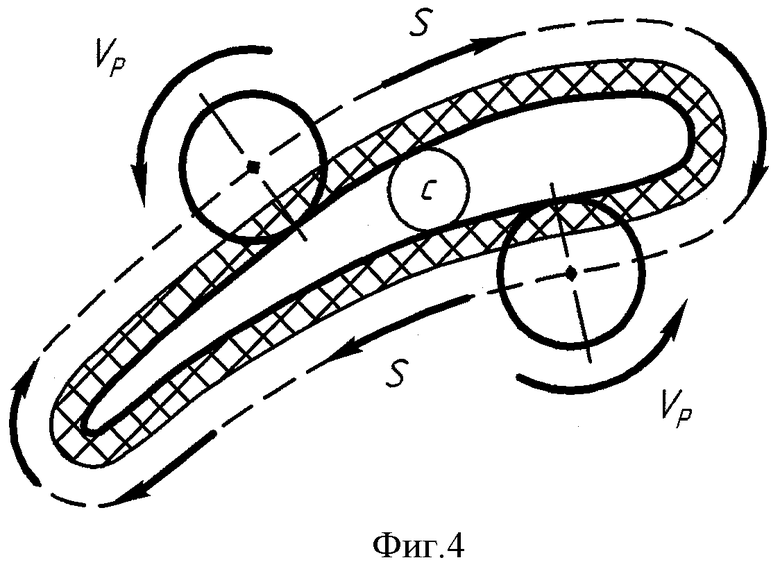
1. Способ обработки моноколес на станках с числовым программным управлением, включающий черновую обработку в виде прорезки в радиальном направлении пазов одинаковой ширины и чистовую обработку фрезерованием проточной части лопаток с режимами, назначенными исходя из величины допустимой деформации обрабатываемой поверхности, отличающийся тем, что обработку при чистовом фрезеровании ведут с шириной строки, не превышающей длину режущей части инструмента, совпадающей с образующей профиля лопатки, врезание по высоте профиля осуществляют постепенно от вершины лопатки к радиусу перехода в ступицу, при этом перемещают фрезу по замкнутой траектории, эквидистантной профилю спинки и корыта лопатки в плоскости строки.
2. Способ по п.1, отличающийся тем, что величину допустимой деформации обрабатываемой поверхности при чистовом фрезеровании определяют выражением вида:
 где R - равнодействующая силы резания, Н; β - угол наклона равнодействующей силы резания к нормали обрабатываемой поверхности, рад; Е, G - соответственно модули упругости и сдвига обрабатываемого материала, Н/мм; Jх Jk - моменты инерции лопатки при изгибе относительно оси х и кручении относительно оси z, мм4; t - глубина профиля проточной части моноколеса, мм; h - ширина хорды лопатки моноколеса, мм; k - коэффициент использования допуска; Т - допуск на ширину обрабатываемого межлопаточного пространства, мм; δ - величина максимальной деформации лопатки моноколеса, мм.
где R - равнодействующая силы резания, Н; β - угол наклона равнодействующей силы резания к нормали обрабатываемой поверхности, рад; Е, G - соответственно модули упругости и сдвига обрабатываемого материала, Н/мм; Jх Jk - моменты инерции лопатки при изгибе относительно оси х и кручении относительно оси z, мм4; t - глубина профиля проточной части моноколеса, мм; h - ширина хорды лопатки моноколеса, мм; k - коэффициент использования допуска; Т - допуск на ширину обрабатываемого межлопаточного пространства, мм; δ - величина максимальной деформации лопатки моноколеса, мм.
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| Приспособление к горизонтально-фрезерному станку для фрезерования лопаток непосредственно на турбинном диске | 1946 |
|
SU70100A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| Индикатор для слепых | 1990 |
|
SU1792680A1 |

