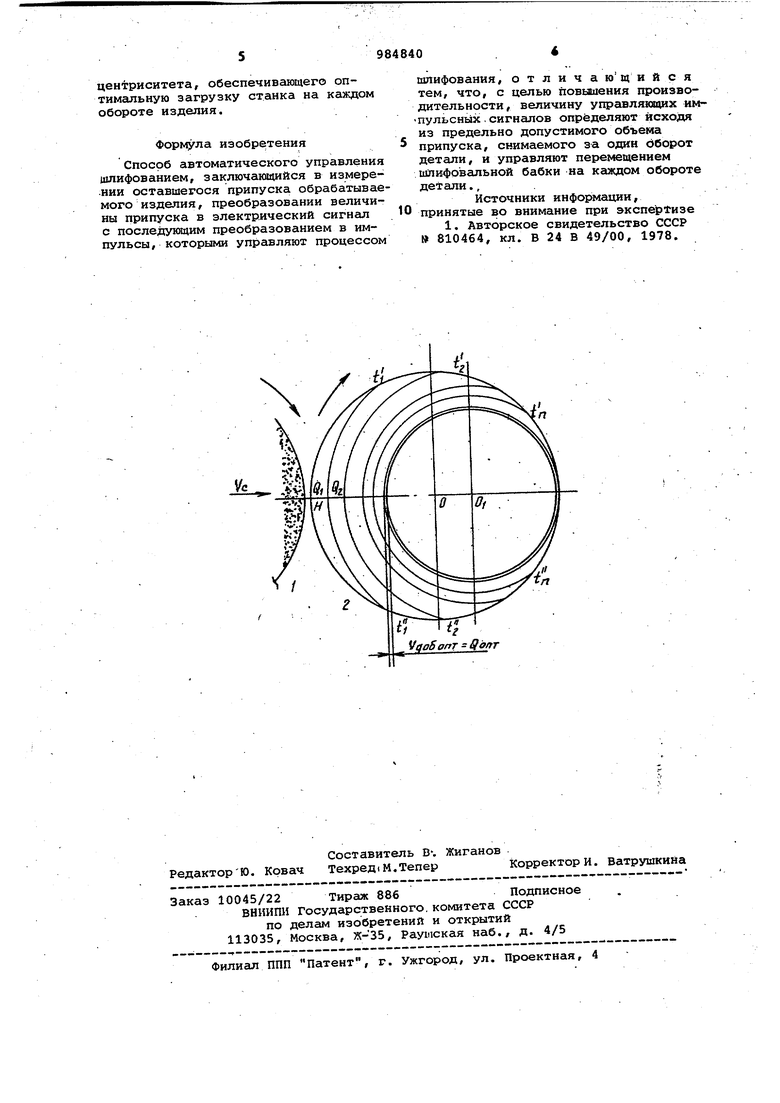
Шлифование предпагаемьпм способо осуществляется следующим образом. Шлифовальный круг проводится к шлифуемой детали до касания в точк Н, начала шлифования. Из..равенства ZKIWt-t4 5А.опт еопт- 1,, , где ,, определяют величину подачи, обеспе чивающую сошлифовывание оптимально объема 0 оггт ОРипуска на первом о роте детали. Подачу Sc/j, для второго оборота определяют из равенства Qirloy+ti , QOHT- , JlC/Cy-to. .1 (SGI ) где ,L и каждого последующего обо рота детали. Испытания способа проводят на станке ЗБ151 при иитифовании пакета поршневых колец диаметром 180 м, длина пакета 50 мм с прибором акти ного контроля САУ-41М. При скорости подачи V 1мг-1/мин, назначенной технологом в соответст вии с технологией шлифования кругл детали, на основании одного из известных критериев эффективности об работки подача на один оборот круг лой детали, вращающейся со скорост п 120 об/мин, составляет W - 8 33 i22J V F Такая подача обеспечивается дис ретной подачей с частотой 3,2 Гц при амплитуде дискретной подачи А 5 мкм. Припуск на шлифование равен SH 1,2 мм. Эксцентриситет составляет 80% от S и.равняется С,96 мм. Если бы деталь была круглой, то при заданных режимах на ишифование потребовалось бы 0,6 мм (припуск н радиус) S-0(36c). При эксцентриситете 0,96 мм потребуется 1,08 мин (65 сек), так как почти весь припуск смещен в одну сторону, а подача остается прежней 8, 3 мкм/Ьб или 1 М14/МИН. При этом станок не догружен до оптимальной величины, так как г-шифование осуществляется лшаь на какой-то части об рота изделия. Остальное время каждо ро оборота детали шлифуется воздух Оптимальная нагрузка на станок определяется объемом сошлифованного металла за один оборот изделия и для круглой детали диаметром 180 диаметр шлифуемой детали, на которой способ испытывается в производственных условиях в расчете на единичную длину детали, составит Q-1-7C-1006,,1 Qonт Предлагаемый способ предполагает сошлифовывание этого объема металла на каждом обороте изделия независимо от формы заготовки. Для рассматриваемой формы заготовки (эксцентриситета) сошлифовывание припуска осуществляется лишь в течение части оборота, однако на каждом обороте суппорт перемещается на такую величину (на такую глубину SQ ), которая обеспечивает соншифовывание оптимального объема припуска Q QOJ, за каждый оборот изделия. Так, н.а первом обороте подача составляет 0,034 глм/об или 34 мкм/об и за счет этого соцшифовывается оптимальная величина объема припуска около 4,7 мм. Эта подача обеспечивается за счет перемещения суппорта во время чотифования воздуха на 7 дискрет с. той же амплитудой. А 5 мкм. Т.е. частота дискрет на первом обороте изделия составляет 17 Гц или 4 дискреты по 10 мкм с частотой /Гц. Возможно и другое.обеспечение подачи. На втором обороте круг шлифует деталь большее время (t, - t) и для сошлифовывания того же оптимального объема припуска Q Qonr потребуется обеспечить подачу 0,021 мм/об. Для такого перемещения потребуется . подать 4 дискреты по 5 мкм с частотой 10 Гц. По мере сошлифовывания припуска (исправления эксцентриситета) шлифовальный круг шлифует с каждым оборотом все большую .поверхность. Поэтому и подача на один оборот от оборота к обороту детали уменьшается. Однако при этом на каждом обороте сошлифовываетйя оптимальный объем припуска QP йопт Когда круг шлифует деталь по все поверхности, подача уменьшается до оптимальной Удо$ опт для круглой детали и составляет 8,3 мкм/об. Для шлифования детали с использованием предлагаемого способа оптимизации подачи потребуется уже не 65, а 36 с. : . Отсюда следует очевидное преимущество предлагаемого способа. Предлагаегшй. способ ускорит солифовывание припуска за счет функционального управления дискретной подачей на этапе ссянлифовывания эксцентриситета, обеспечивающего оптимальную загрузку станка на каждом обороте изделия.
Формула изобретения
Способ автоматического управления шлифованием, заключающийся в измерении оставшегося припуска обрабатываемого изделия, преобразовании величины припуска в электрический сигнгш с последующим преобразованием в импульсы , которыми управляют процессом
шлифования, отличающийся тем, что, с целью повышения производительности, величину управляюищх импульснЫх,сигналов определяют исходя из предельно допустимого объема припуска, снимаемого за один оборот детали, и управляют перемещением ии1и4 овальной бабки на каждом обороте детали.,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 810464, кл. В 24 В 49/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| Способ дискретного управления врезной подачей шлифовального станка | 1978 |
|
SU878542A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2309035C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ШЛИФОВАНИЯ КУЛАЧКОВ С ВОГНУТЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2138384C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
