1
Изобретение относится к шлифовальным станкам.
Известен способ управления подачей шлифовального станка, предусматриваюш,ий преобразование реверса стола при ос- 5 цилляции в импульсе, с помошью которого дискретно перемеш,ают шлифовальный суппорт за заданную величину. Этот способ реализуется в серийных станках (например ЗБ151), не оснашенных приводом ав- Ю томатической врезной подачи 1-2.
Недостаток этого способа заключается в том, что он не обеспечивает автоматическое функциональное управление врезной подачей.15
Цель изобретения - функциональное управление врезной подачей.
Цель достигается тем, что в процессе шлифования измеряют величину оставшегося припуска, сигнал, пропорциональный 20 величине оставшегося припуска, преобразуют в импульсы, с помощью которых управляют амплитудой и частотой дискретного перемещения шлифовального суппорта.25
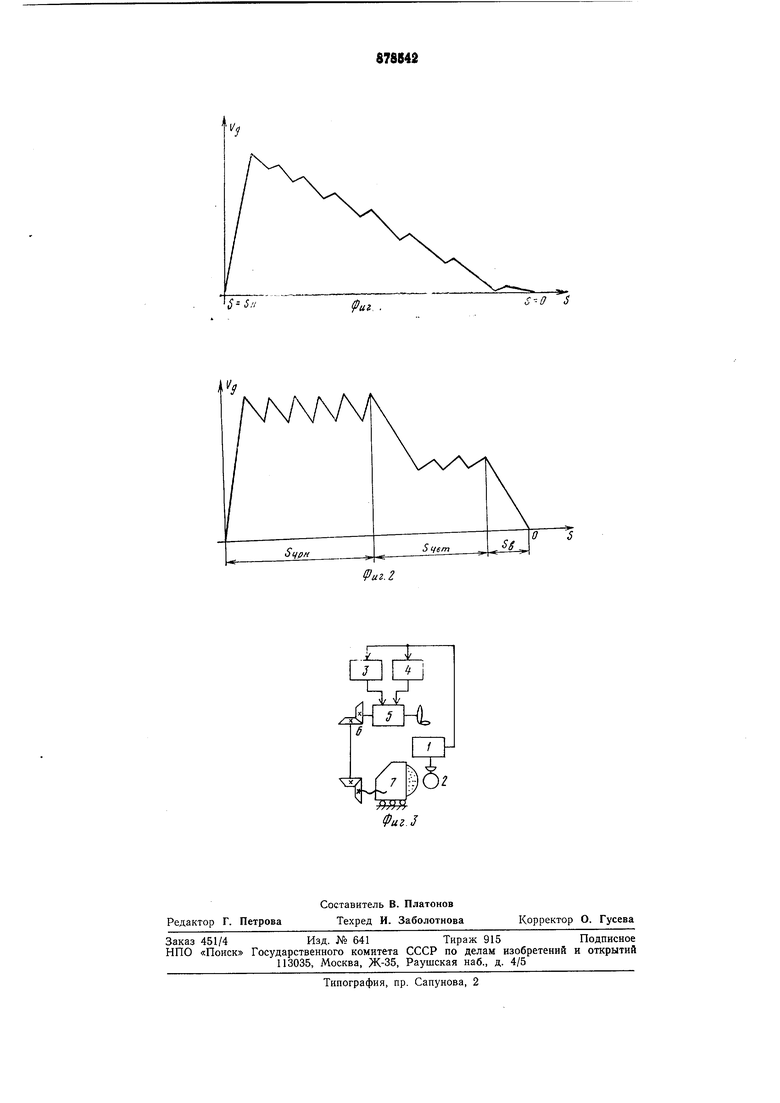
.На фиг. 1 приведена диаграмма съема припуска с использованием предлагаемого способа, при котором подача осуществляется дискретами, частота которых уменьшается с уменьшением величины оставшегося зо
припуска при постоянной (заданной) амплитуде дискрет.
На фиг. 2 приведена диаграмма съема припуска при изменении амплитуды дискрет при дискретном управлении подачей с использованием, например трехкомандного прибора активного контроля. Припуск 5чрн сошлифовывается при подаче суппорта дискретами с заданной частотой, амплитуда дискрет большая. Припуск 5чет сошлифовывается при нодаче суппорта дискретами той же частоты, но меньшей амплитуды. Припуск 5в сошлифовывается без подачи.
Подача может быть осуществлена дискретами, амплитуда и частота которых изменяются одновременно.
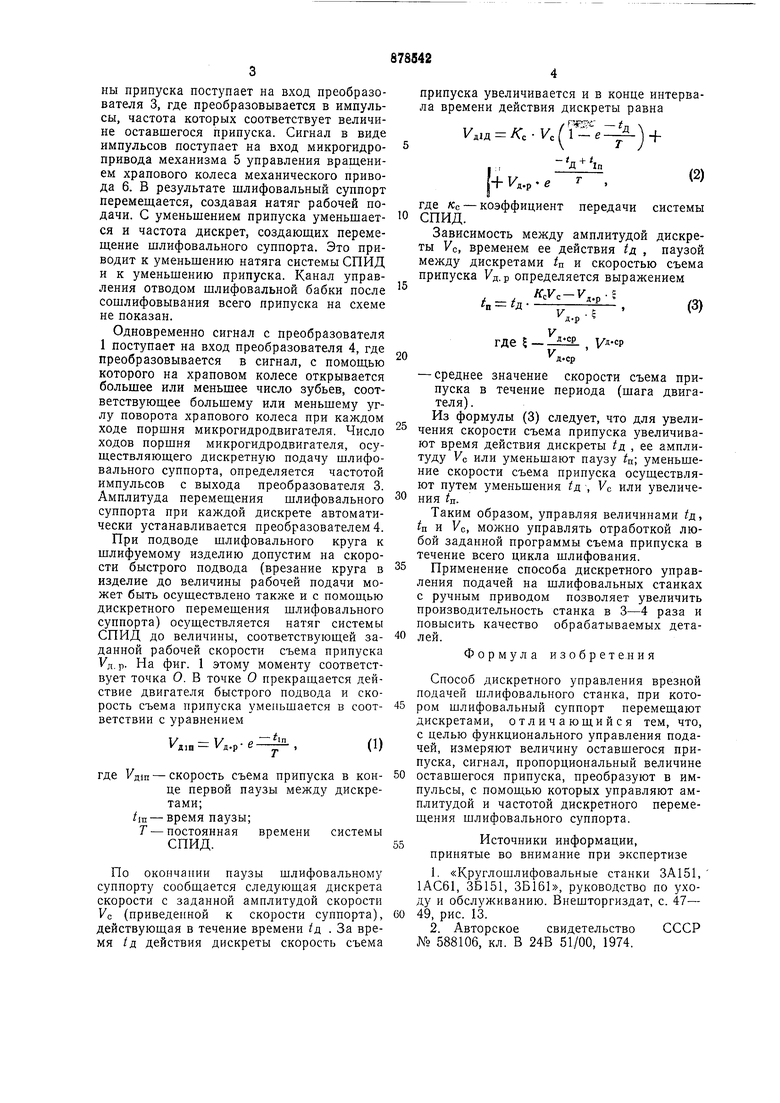
На фиг. 3 приведена схема устройства, с помощью которой, например, может быть реализован предлагаемый способ управления подачей.
Преобразователь 1 размера шлифуемой детали 2 через преобразователь 3 управления частотой и преобразователь 4 управления амнлнтудой подключен к механизму 5 управления вращением храпового колеса механического привода 6 шлифовального суппорта 7.
Система работает следующим образом.
При врезании шлифовального круга в изделие сигнал с преобразователя 1 величины припуска поступает на вход преобразователя 3, где преобразовывается в импульсы, частота которых соответствует величине оставшегося припуска. Сигнал в виде импульсов поступает на вход микрогидропривода механизма 5 управления вращением храпового колеса механического привода 6. В результате шлифовальный суппорт перемещается, создавая натяг рабочей подачи. С уменьшением припуска уменьшается и частота дискрет, создающих перемещение щлифовального суппорта. Это приводит к уменьшению натяга системы СПИД и к уменьшению припуска. Канал управления отводом шлифовальной бабки после сошлифовывания всего припуска на схеме не показан. Одновременно сигнал с преобразователя 1 поступает на вход преобразователя 4, где преобразовывается в сигнал, с помощью которого на храповом колесе открывается большее или меньшее число зубьев, соответствующее больщему или меньшему углу поворота храпового колеса при каждом ходе порщня микрогидродвигателя. Число ходов поршня микрогидродвигателя, осуществляющего дискретную подачу шлифовального суппорта, определяется частотой импульсов с выхода преобразователя 3. Амплитуда перемещения щлифовального суппорта при каждой дискрете автоматически устанавливается преобразователем 4. При подводе щлифовального круга к щлифуемому изделию допустим на скорости быстрого подвода (врезание круга в изделие до величины рабочей подачи может быть осуществлено также и с помощью дискретного перемещения шлифовального суппорта) осуществляется натяг системы СПИД до величины, соответствующей заданной рабочей скорости съема припуска Ул.р. На фиг. 1 этому моменту соответствует точка О. В точке О прекращается действие двигателя быстрого подвода и скорость съема припуска уменьшается в соответствии с уравнением V,,n 1/я. где Удш - скорость съема припуска в конце первой паузы между дискретами;/ш - время паузы; Г - постоянная времени системы СПИД. По окончании паузы шлифовальному суппорту сообщается следующая дискрета скорости с заданной амплитудой скорости УС (приведенной к скорости суппорта), действующая в течение времени /д . За время /д действия дискреты скорость съема припуска увеличивается и в конце интервала времени действия дискреты равна 1/д,д /Г,-V Jl-eгде Кс - коэффициент передачи системы СПИД. Зависимость между амплитудой дискреты УС, временем ее действия tд , паузой между дискретами t и скоростью съема припуска Уд. р определяется выражением tf ir ус t -ir, ДР/.« п - Д1 ,(о) где 5 - , 1/д-ср - среднее значение скорости съема припуска в течение периода (шага двигателя). Из формулы (3) следует, что для увеличения скорости съема припуска увеличивают время действия дискреты д , ее амплитуду УС или уменьшают паузу уменьшение скорости съема припуска осуществляют путем уменьщения д -, Ус или увеличения п. Таким образом, управляя величинами /д, п и УС, можно управлять отработкой любой заданной программы съема припуска в течение всего цикла щлифования. Применение способа дискретного управления подачей на шлифовальных станках с ручным приводом позволяет увеличить производительность станка в 3-4 раза и повысить качество обрабатываемых деталей. Формула изобрете.ния Способ дискретного управления врезной подачей щлифовального станка, при котором шлифовальный суппорт перемещают дискретами, отличающийся тем, что, с целью функционального управления подачей, измеряют величину оставшегося припуска, сигнал, пропорциональный величине оставшегося припуска, преобразуют в импульсы, с помощью которых управляют амплитудой и частотой дискретного перемещения щлифовального суппорта. Источники информации, принятые во внимание при экспертизе 1.«Круглошлифовальные станки ЗА151, 1АС61, ЗБ151, ЗБ161, руководство по уходу и обслуживанию. Внешторгиздат, с. 47- 49, рис. 13. 2.Авторское свидетельство СССР № 588106, кл. В 24В 51/00, 1974.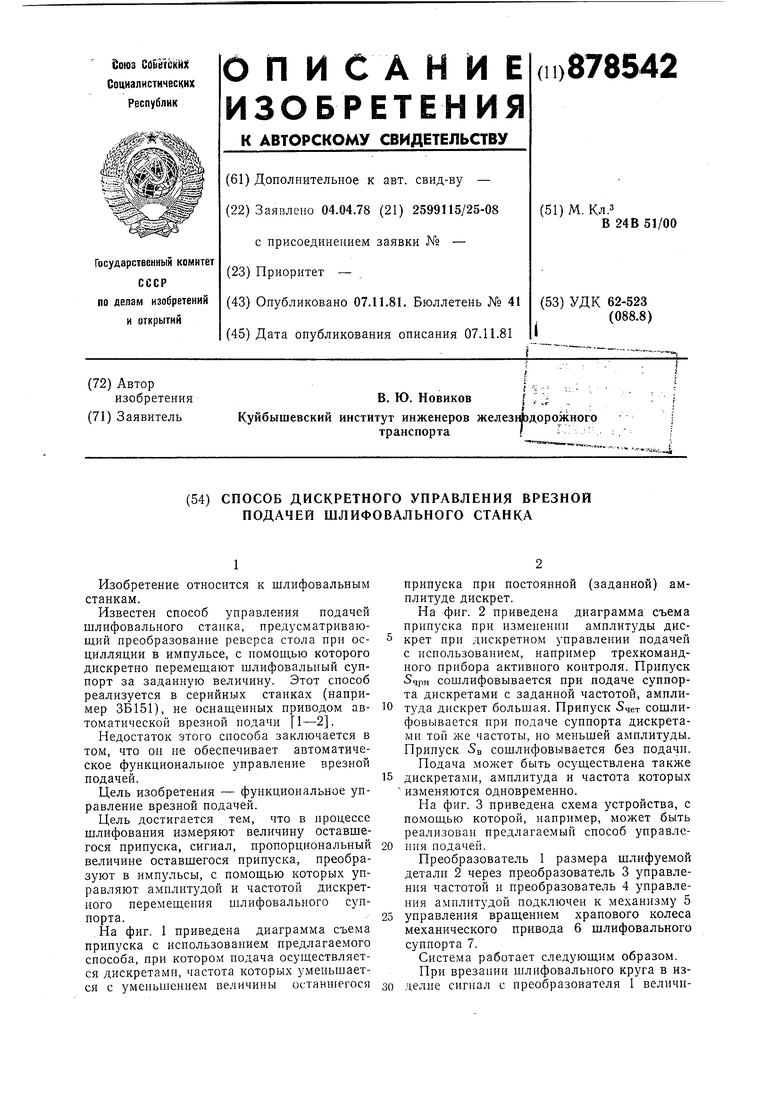
| название | год | авторы | номер документа |
|---|---|---|---|
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Система дискретного управления процессом шлифования | 1978 |
|
SU878543A1 |
| Способ автоматического управления шлифованием | 1981 |
|
SU984840A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |