Изобретение относится к способу и устройству для шлифования кулачков кулачкового вала с вогнутыми боковыми сторонами.
Способ, предполагаемый известным в ограничительной части пункта 1 формулы изобретения, описан в DE 4137924 C 1. В этом способе сначала в качестве первой операции первым большим шлифовальным кругом кулачку исходного контура придают путем предварительного шлифования промежуточный контур. Затем при помощи второго шлифовального круга меньшего диаметра методом врезного шлифования изготовляют модифицированный промежуточный контур, соответствующий вогнутому профилю. После этого тем же шлифовальным кругом шлифуют кулачок начисто, придавая ему конечный контур. Применение малого шлифовального круга, ширина которого превышает ширину кулачка, для изготовления модифицированного промежуточного контура приводит к тому, что нельзя применить оптимальное охлаждение, потому что шлифовальный круг находится в полном контакте со всей площадью вогнутого профиля, а следовательно и зоны шлифования.
В основу изобретения положена задача усовершенствовать способ и устройство этого известного рода таким образом, чтобы стал возможным оптимальный процесс шлифования с точки зрения нагрузки на шлифовальный круг и охлаждения и чтобы модифицированный промежуточный контур можно было изготовить с возможно более равномерным припуском для окончательного шлифования вогнутой боковой поверхности кулачка.
Решение этой задачи в отношении способа достигается признаками, указанными в п. 1 формулы изобретения, а в отношении устройства - признаками, указанными в п.п.2-5.
Согласно изобретению дело заключается прежде всего в том, что у шлифовального круга, предназначенного для изготовления модифицированного промежуточного контура, абразивная поверхность выполнена более узкой, чем ширина кулачка, причем промежуточный контур шлифуется путем продольной подачи этого круга при радиально неподвижном кулачке. Иными словами, изготовление промежуточного контура происходит в минимально возможной зоне шлифования между шлифовальным кругом и кулачком, благодаря чему достигается оптимальное охлаждение.
Шлифовальный круг, который служит для обработки модифицированного промежуточного контура в вогнутом участке набегания и отхода кулачка, обладает еще и другими преимуществами.
Так как диаметр шлифовального круга соответствует приблизительно удвоенному радиусу вогнутого участка профиля кулачка, величина припуска для окончательного шлифования кулачка на вогнутом профиле является приблизительно постоянной, если радиус профиля, который надо отшлифовать на кулачке, в основном постоянен. Так как в известном способе согласно DE 4137924 C 1 для обработки модифицированного промежуточного контура надо выбрать шлифовальный круг, диаметр которого значительно превышает удвоенный радиус вогнутого участка профиля кулачка, при обработке модифицированного промежуточного контура невозможно достигнуть равномерного припуска на окончательное шлифование. Это приводит к неизбежному увеличению износа шлифовального круга для окончательного шлифования, а также к увеличению времени окончательного шлифования наружного контура кулачка малым шлифовальным кругом.
Особенно хорошее охлаждение в способе согласно рассматриваемому изобретению позволяет повысить производительность, а тем самым снизить время на обработку вследствие малого подвода тепла в зону шлифования заготовки, в связи с чем устраняются нежелательные структурные изменения, шлифовочные трещины и потеря твердости в поверхностной зоне кулачка.
Шлифовальный круг, предназначенный для изготовления модифицированного промежуточного контура, может быть для этой цели оптимально подобран в отношении размеров круга и технической характеристики, а для окончательного шлифования служит шлифовальный круг с оптимальной технической характеристикой и с оптимальными размерами круга. Подбирая шлифовальный круг для изготовления модифицированного промежуточного контура и шлифовальный круг для окончательного шлифования с учетом выполняемой ими задачи (черновое или чистовое шлифования), можно свести износ шлифовальных кругов к минимуму. Вспомогательное время для правки шлифовальных кругов тоже становится минимальным, потому что увеличивается интервал между очередными правками. Увеличение интервала между правками приводит к уменьшению расхода шлифовальных кругов, в результате чего уменьшаются затраты на инструмент.
Решение поставленной задачи осуществляется в станке для шлифования кулачков кулачкового вала, содержащем суппорт, установленный с возможностью перемещения по станине в радиальном по отношению к кулачковому валу направлении и несущем шлифовальную бабку и два шлифовальных шпинделя с шлифовальными кругами для предварительного и окончательного шлифования, в котором шлифовальные шпиндели расположены с пересечением их осей под углом или параллельно друг другу в шлифовальной бабке, установленной с возможностью поворота вокруг оси, проходящей в поперечном к кулачковому валу направлении, при этом станок снабжен третьим шлифовальным кругом, смонтированным на шпинделе с шлифовальным кругом для окончательного шлифования и имеющим ширину, меньшую ширины шлифуемого кулачка, а диаметр, равный примерно удвоенному радиусу вогнутых участков профиля, но меньший диаметра шлифовального круга для предварительного шлифования и больший диаметра шлифовального круга для окончательного шлифования. При помощи станка согласно данному изобретению достигается то, что шлифовальные круги могут быть надлежащим образом установлены в рабочее положение относительно кулачкового вала. Такое расположение шпинделей в шлифовальной бабке имеет то преимущество, что оба шпинделя смонтированы на совместной направляющей (ось X). Благодаря такому расположению, при котором не требуется вставлять друг в друга две линейные направляющие, можно обеспечить очень высокую жесткость шлифовального суппорта. Так как высокая жесткость шлифовального суппорта и направляющей системы положительно сказывается на точности обрабатываемого изделия, можно достигнуть оптимальных показателей точности размеров и формы окончательно отшлифованных кулачков. Эти высокие значения жесткости направляющей системы повышают надежность процесса, осуществляемого при помощи данного способа, и поэтому имеют своим результатом также уменьшенный износ шлифовальных кругов.
Ниже изобретение подробнее объясняется на примере исполнения, изображенном на чертежах. В частности, показаны:
на фиг.1 - первая операция способа,
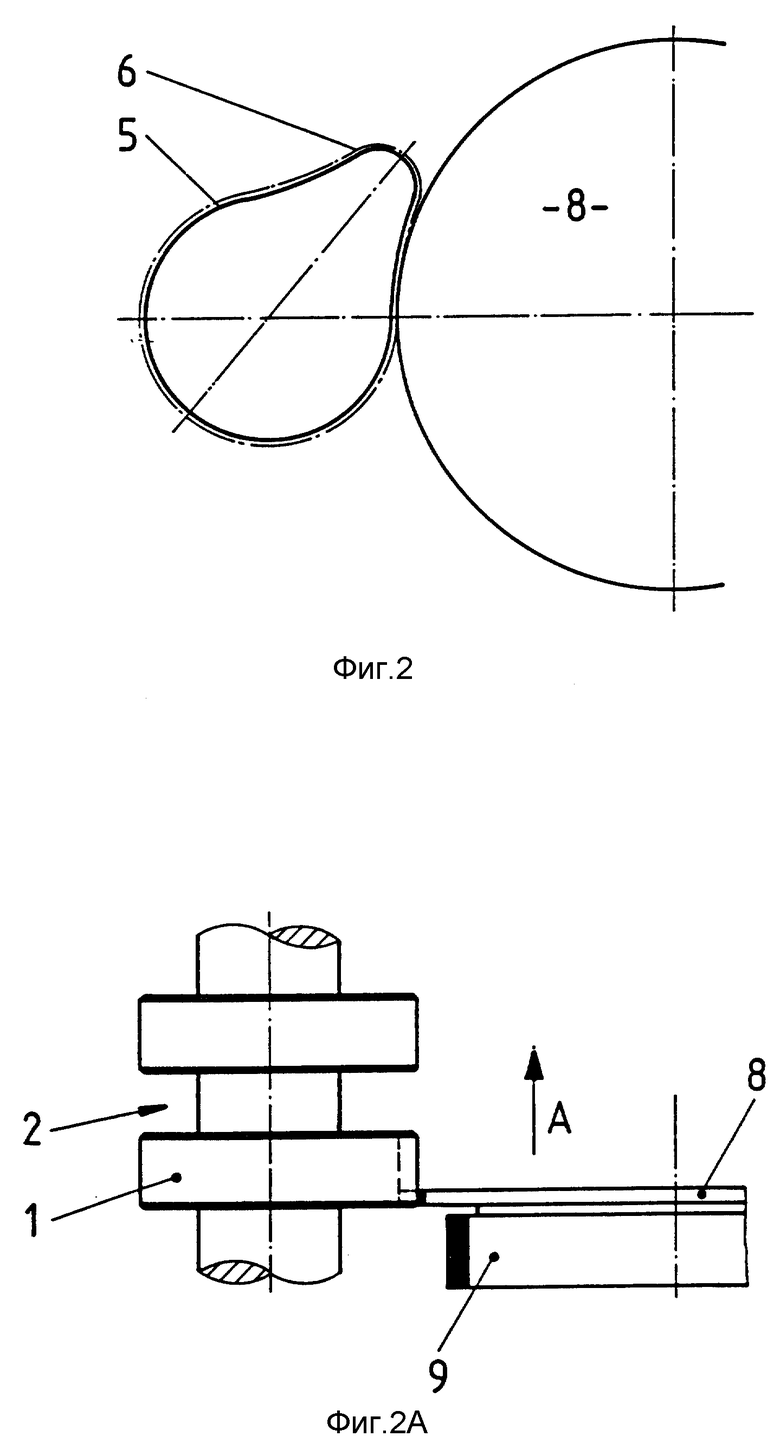
на фиг. 2 - вторая операция способа для изготовления модифицированного промежуточного контура,
на фиг.2A - изображенное на фиг.2 устройство в виде сверху,
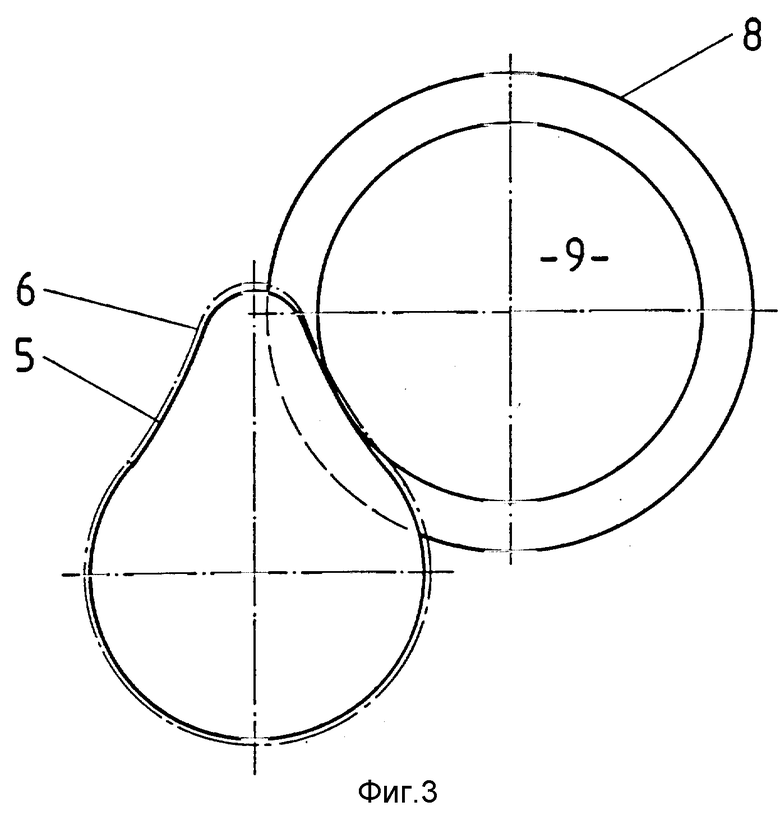
на фиг.3 - третья операция способа при изготовлении окончательного контура,
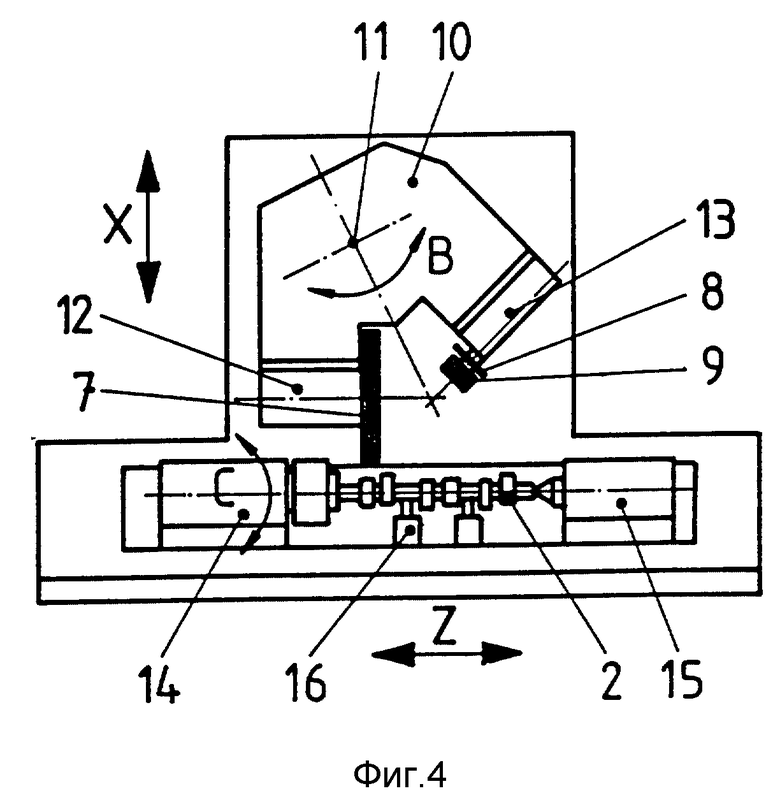
на фиг. 4 - вид сверху на устройство при применении трех шлифовальных кругов,
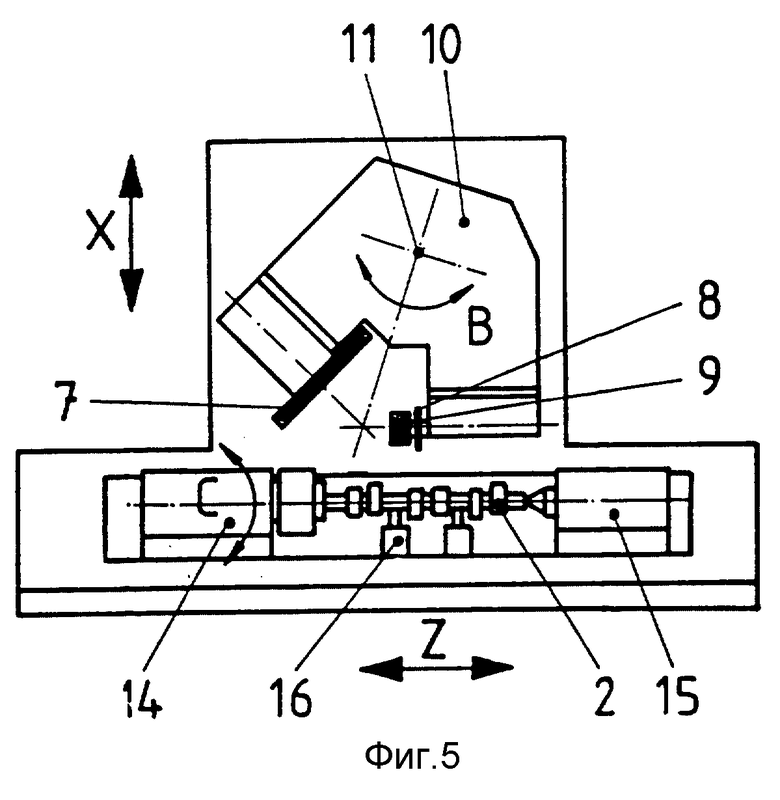
на фиг. 5 - изображенное на фиг.4 устройство после поворота шпиндельной бабки.
На кулачковом валу 2 на некоторых расстояниях один от другого находятся кулачки 1. Кулачки надо очень точно отшлифовать по их окончательному контуру, что особенно трудно осуществить, когда (как в данном случае) кулачки снабжены вогнутыми боковыми сторонами.
На фиг. 1-5 показано, что операция выполняется тремя шлифовальными кругами, а именно - кругом для предварительного шлифования, кругом для изготовления модифицированного промежуточного контура и кругом для окончательного шлифования.
На фиг.1 изображена первая операция способа, первым шлифовальным кругом 7 кулачку 1 исходного контура 3 придается промежуточный контур 4. Первый шлифовальный круг 7 имеет сравнительно большой диаметр, например около 400 мм, и вследствие обусловленной этим малой кривизны круга невозможно вышлифовать вогнутые боковые стороны. Для окончательного шлифования (см. фиг. 3) применяется второй шлифовальный круг 9 меньшего диаметра.
Операция способа для шлифования вогнутых боковых сторон на модифицированном промежуточным контуре изображен на фиг. 2 и 2A. Изготовление модифицированного, т.е. соответствующего вогнутости профиля, промежуточного контура 6 производится третьим шлифовальным кругом 8. Этот шлифовальный круг 8 на участке своего абразивного слоя выполнен гораздо более узким, чем ширина шлифуемого кулачка 1; в данном примере исполнения третий шлифовальный круг 8 имеет ширину абразивного слоя, например, 4 мм, тогда как ширина кулачков кулачковых валов легковых автомобилей составляет обычно примерно 10-20 мм. Шлифование модифицированного промежуточного контура 6 производится третьим шлифовальным кругом 8 таким образом, что при радиально неподвижном кулачке 1 контур шлифуется продольной подачей в направлении, указанном стрелкой А. Следовательно, модифицированный промежуточный контур шлифуется без применения врезного шлифования.
Направление шлифования модифицированного промежуточного контура шлифовальным кругом 8 можно предварительно выбрать с помощью станка с ЧПУ.
Третий шлифовальный круг 8 имеет диаметр, соответствующий примерно удвоенному радиусу вогнутых боковых сторон кулачка 1.
Шлифовать модифицированный промежуточный контур 6 можно с применением поднутрения, благодаря которому достигается в основном линейный контакт боковой поверхности шлифовального круга с изделием.
На том же шпинделе 13, несущем шлифовальный круг 8, смонтирован и второй шлифовальный круг 9, диаметр которого всегда меньше, чем у круга 8. Этим вторым шлифовальным кругом 9 кулачку с модифицированным промежуточным контуром 6 придается окончательный контур 5, как показано на фиг. 3. Вторым кругом 9 малого диаметра можно без труда шлифовать полный наружный контур кулачка с вогнутыми участками до окончательного размера.
На фиг. 4 и 5 изображено все шлифовальное устройство с тремя шлифовальными кругами, кулачковый вал 2 зажат между передней бабкой 14 и задней бабкой 15 и подпирается своими подшипниковыми шейками в люнетах 16. Как видно из фиг. 4 и 5, шлифовальные шпиндели 12 и 13 имеют возможность поворота с шлифовальной бабкой 10 вокруг оси 11, как показано стрелкой B. Поворот происходит на угол, например 60o, хотя шлифовальная бабка может быть повернута и на другой угол, например, 180o.
В шпиндельной бабке 10, смонтированной на суппорте, находятся два шпинделя 12 и 13. На шпинделе 12 смонтирован первый шлифовальный круг 7, показанный на фиг.4 в положении шлифования, когда смонтированный на втором шпинделе 13 комплект шлифовальных кругов, состоящий из второго 9 и третьего 8 кругов, отодвинут от изделия.
На фиг. 5 устройство показано после поворота шлифовальной бабки 10. Теперь в рабочем положении находятся круги 8 и 9, а первый круг 7 отодвинут.
Под шлифовальной бабкой 10 находится суппорт с направляющими, а в удлиненной части направляющих размещен привод с числовым программным управлением для образования подъема кулачка в направлении оси X в зависимости от вращательного движения (вокруг оси C). Продольная подача кулачкового вала происходит вдоль оси Z. Управление движениями вдоль осей шлифовального станка осуществляет система ЧПУ.
Изобретения предназначены для шлифования кулачков коленчатого вала с вогнутыми боковыми сторонами. Обработку осуществляют с применением первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачка, а также третьего шлифовального круга. Диаметр последнего соответствует примерно удвоенному радиусу вогнутого участка профиля, а ширина меньше ширины кулачка. Третьим шлифовальным кругом предварительно шлифуют вогнутые боковые стороны при неподвижном кулачке путем продольной подачи круга с образованием модифицированного промежуточного контура. Шлифовальные шпиндели первого и второго кругов расположены под углом или параллельно друг другу в шлифовальной бабке. Третий круг смонтирован на шпинделе второго круга для окончательного шлифования. При этом шлифовальная бабка, несущая круги, установлена с возможностью поворота вокруг оси, проходящей в поперечном к кулачковому валу направлении. Изобретения позволяют образовать промежуточный контур с более равномерным припуском для окончательного шлифования кулачка и обеспечивают оптимальные нагрузки и охлаждение. 2 с. и 2 з. п. ф-лы, 5 ил.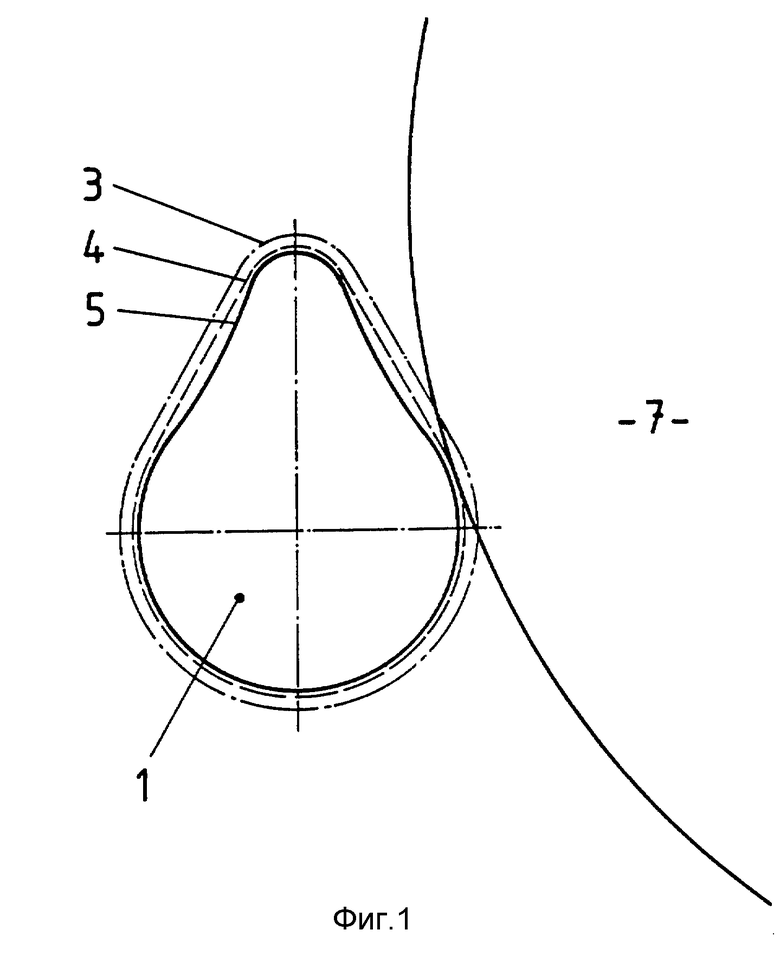
| DE 4137924 C1, 04.02.93 | |||
| АНТЕННАЯ РЕШЕТКА ФАЗИРУЕМАЯ ДИАПАЗОННАЯ | 2001 |
|
RU2208275C2 |
| Экономайзер | 0 |
|
SU94A1 |
| DE 4034146 C1, 08.05.91 | |||
| Способ шлифования фасонных поверхностей деталей | 1984 |
|
SU1252134A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Способ шлифования дисковых кулачков | 1975 |
|
SU555000A1 |

