раций, усталостному трещинообразованию и разрушению металла шпинделя т.е. к снижению долговечности шпиндельного узла станка.
Целью изобретения является повышения стойкости инструмента путем исключения осевых цик лических: нагрузок.
Цель достигается благодаря , .что в известном ишифовальном инструменте, выполненном в виде оправки с ;комплектом абразивных колец, сопряженных друг с другом скошенными торцами, образованными коническими поверхностями, оси которых отстоят на равном расстоянии от оси колец, причем на одной из торцовых поверхносте каждого из сопрягаемых колец выполнен наружный конус, а на другой внутренний, оси конусов расположены в плоскостях, проходящих через центр кольца, при этом двугранный угол между этими плоскостями составляет iOT 3 до 180°.
Количество колец, участвуклдих в процессе шлифования, выражается урав180 ,
нением п к,
р
где (Ъ° - двугранный угол между плоскостями (пpoxoдящи lи через центр кольца), в которых расположены оси конусов;
k любое целое число, включая единицу.
Благодаря тому, что оси конусов отстоят на равном расстоянии от оси кольца, достигается точность центрирования колец друг относительно друга, т.е. достигается высокая точность (прямолинейность образующей) рабочей поверхности инструмента. Благодаря же тому, что оси конусов расположены в разных плоскостях, проходя1:да:х через ось кольца, замкнутые кольцевые линиисопрягае1/1ых колец, а следовательно, и замкнутые кольцевые канавки на наружной цилиндрической поверхности, инструмента располагаются в плоскостях, не перпендикулярных к оси вращения инструмента и не параллельных между собо Непараллельность плоскостей, в которых расположены кольцевые канавки (непараллельность скошенных торцов колец) приводит к тому, что в кажды момент шлифования углы между направлением шлифования (вектор скорости абразивных зерен инструмента) и входныг-ш кромками кольцевых канавок отличаются по величине и знаку. Так как именно угол между направлением шлифования и входной кромкой кольцевой канавки определяет величину, знак и направление осевой силы, воздействующей на каждое кольцо, то подбором этого угла в сочетании с личеством колец, участвующих в процессе шлифования без поперечной подачи, можно достичь того, что осевые
усилия, воздействующие на кольца, будут уравновешены в объеме инструмента. При этом шпиндель станка не будет испытывать осевых, циклических знакопеременных нагрузок, за счет чего увеличится его долговечность ji долговечность шпиндельного узла в целом.
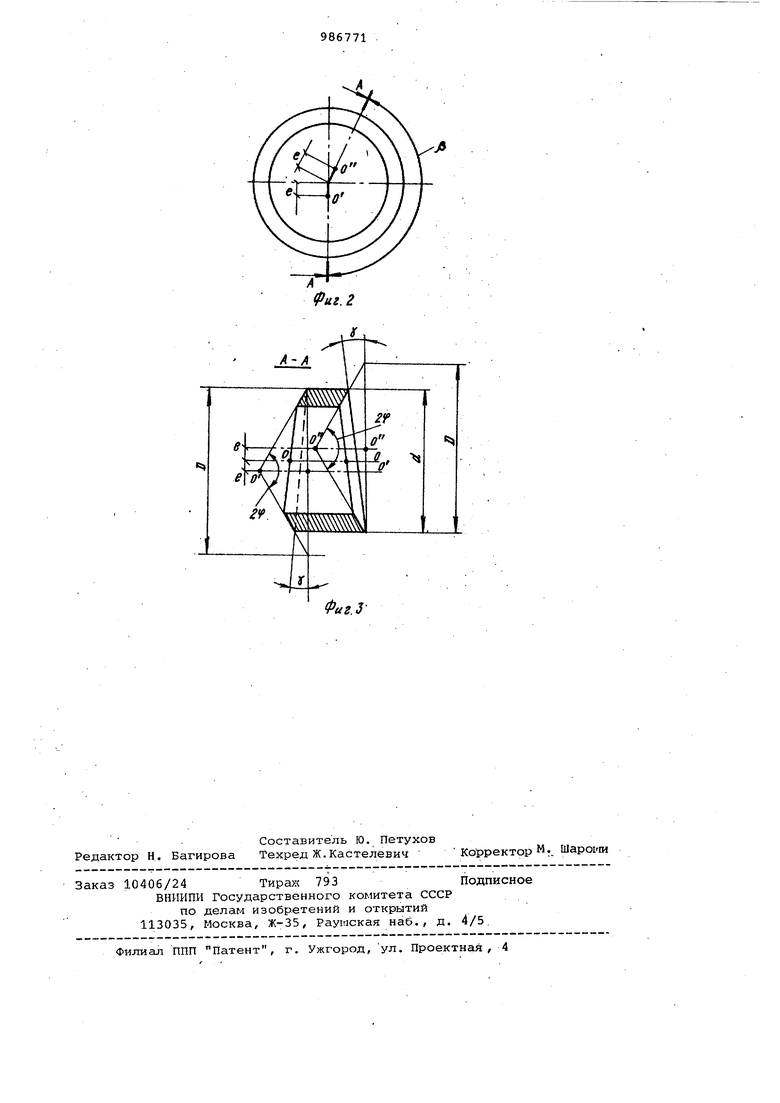
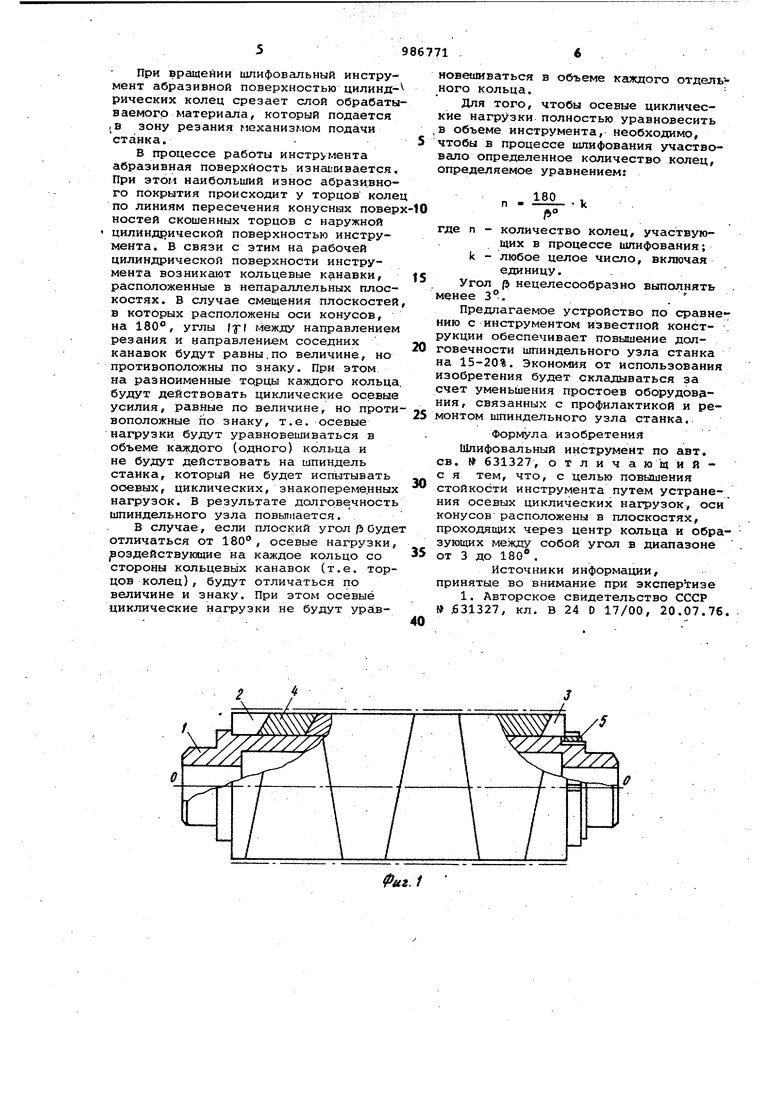
В случае, если двугранный угол между плоскостями (проходящими через ось кольца), в которых расположены оси конусов, равен 180°, осевые циклические, знакопеременные нагрузки, воздействующие на инструмент, уравновешиваются в объеме одного кольца (так как они равны по величине и противоположны по знаку), и воздействие осевых знакопеременных нагрузок на шпиндельный узел исключается независимо от того, какое количество колец участвует в процессе шлифования без поперечной подаНа фиг. 1 показан инструмент, общий вид; на фиг. 2 - вид.кольца с торца и взаимное расположение осей колец и конусов в плоскости, перпендикулярной оси инструмента на фиг. 3 - сечение А-А на фиг. 2.
На корпусе 1 установлен упорный 2 и нажимной 3 фланцы, между которыми расположены абразивоносные кольца 4. Упорный фланец расположен в корпусе с возможностью поворота при помощи цшицевого соединения. Закрепление колец 4 производится гайкой 5
На фиг. 2 показано образование скошенных торцов при помощи конусов с основанием D ис углом при вершине 24,. оси которых расположенына расстоянии е от оси вращения колец. УГОЛ f - угол наклона линии пересечения конуса и наружной цилиндрической поверхности d колец к плоскости , перпендикулярной оси 00 вращения колец..
При выполнении торцов колец, образованных конической поверхностью, скошенность торцов |у| образуется Только в случае,.если ось конуса смещена относительно кольца, т.е. е 5 О, а непараллельность плоскостей в которых лежат замкнутые кольцевые линии пересечения конуса и наружной цилиндрической поверхности инструмента, образуется только в случае, если оси конусов расположены в разных проскостях, проходящих через ось кольца, т.е. угол р 0.
Скошенные торцы удобно изготавливать на токарном станке точением. При этом деталь (кольцо) вращается при изготовлении наружного конуса вокруг оси ОО, а при изготовлении внутреннего конуса - вокруг оси О О .
Инструмент работает, следующим образом. При вращении шлифовальный инструмент абразивной поверхностью цилиндрических колец срезает слой обрабаты ваемого материала, который подается ,в зону резания механизмом подачи станка. В процессе работы инструмента абразивная поверхность изнаьшвается При этом наибольший износ абразивного покрытия происходит у торцов коле по линиям пересечения конуснах повер ностей скошенных торцов с наружной цилиидрической поверхностью инструмента. В связи с этим на рабочей цилиндрической поверхности инструмента возникают кольцевые канавки, расположенные в непараллельных плоскостях. В случае смещения плоскостей в которых расположены оси конусов, на 180°, углы /JI йежду направлением резаиия и направлением соседних канавок будут равны.по величине, но противоположны по знаку. При этом на разноименные торцы каждого кольца будут действовать циклические осевые усилия, равные по величине, но проти воположные по знаку, т.е. осевые нагрузки будут уравновешиваться в объеме каждого (одного) кольца и не будут действовать на шпиндель стайка, который не будет испытывать осевых, циклических, знакопереме.нны нагрузок. В результате долговечност шпиндельного узла повышается. В случае, если плоский угол рбуд отличаться от 180°, осевые нагрузки воздействующие на каждое кольцо со стороны кольцевых канавок (т.е. тор цов колец), будут отличаться по величине и знаку. При этом осевые циклические нагрузки не будут ypaiBновешиваться в объеме каждого отдельного кольца. Для того, чтобы осевые циклические нагрузки полностью уравновесить в объеме инструмента, необходимо, чтобы в процессе шлифования участвовало определенное количество колец, определяемое уравнением: где п - количество колец, участвующих в процессе шлифования; k - любое целое число, включая единицу. Угол /5 нецелесообразно выполнять менее 3°.. Предлагаемое устройство по сравнению с инструментом известной конструкции обеспечивает повышение долговечности шпиндельного узла станка на 15-20%. Экономия от использования изобретения будет складываться за счет уменьшения простоев оборудования, связанных с профилактикой и ремонтом шпиндельного узла станка. Формула изобретения Шлифовальный инструмент по авт. св. № 631327, отличающийс я тем, что, с целью повышения стойкости инструмента путем устране- ния осевых циклических нагрузок, оси конусов расположены в плоскостях, проходящих через центр кольца и образующих между собой угол в диапазоне от 3 до 180, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР .631327, кл. В 24 D 17/00, 20.07.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| Шлифовальный инструмент | 1976 |
|
SU631327A1 |
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |