(54) ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный инструмент | 1981 |
|
SU986771A2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1997 |
|
RU2129948C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
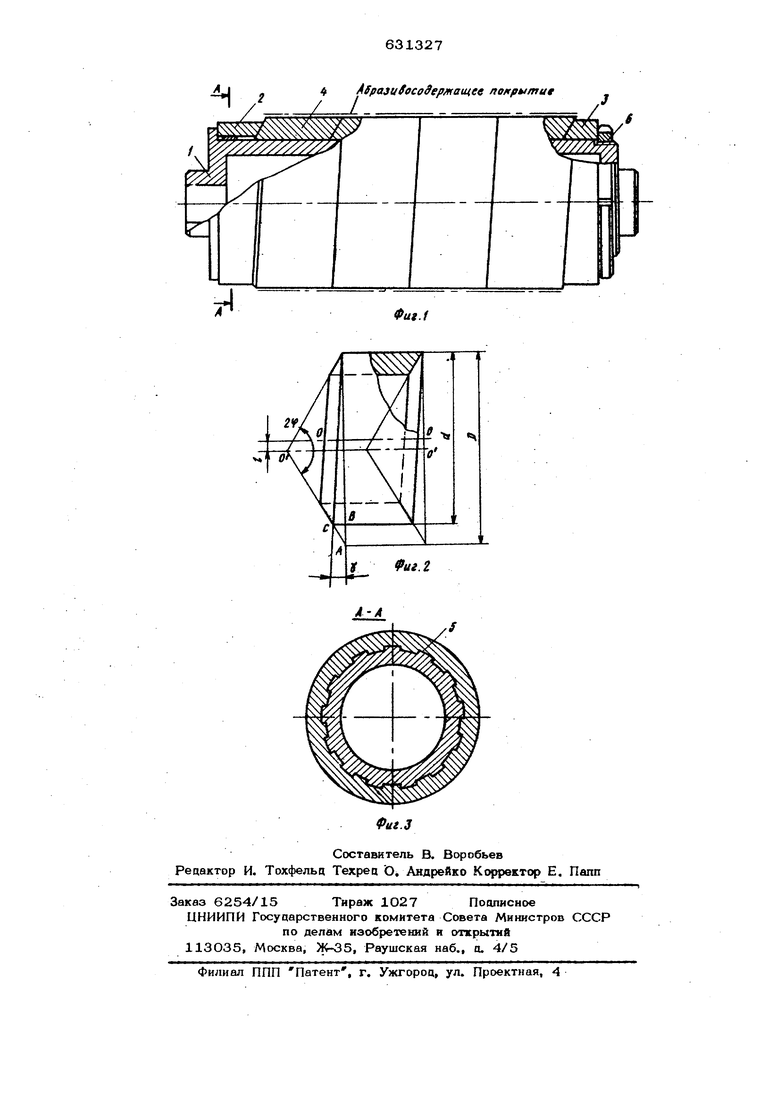
Изобретение относится к станкостроению и касается инструмента для абразнв но-алмаэной обработки. Известны шлифовальные инструменты, состоящие иэ нескольш х абразивоносных колец со скошенными торце1ми, установленнымн на оправке с возможностью дискрет ного поворота относительно последней. Комплект колец закрепляется на оправ ке межцу фланцами со скошенными торцами. Скошевная торцовая поверхность фланиев и абразивоносных колец - плоская . Известный инструмент не имеет доста- точной точности (прямолинейности) профи-ля. Абразивоносные кольца установлены на оправке с некоторым зазором и разновысотность их в сфере поэтому может быть различной. Цель изобретения - повышение точности инструмента путем обеспечения взаим- ного центрирования абразивоносных колец. Это достигается тем, что на одной из торцовых поверхностей каждого из сопрягаемых колец выполнен наружный конус. а на другой - внутренний, при этом оси конусов.Расположены с равным эксцентри- ситет Ж1 относительно оси кольца, а кольца сопрягаются по абразивным коническим поверхностям. На фиг. 1 показан предлагаемый инструмент, общий вид; на фиг. 2 - образование скошенного торца; на фиг. 3 - сечение опорного фланца, перпендикулярное оси инструмента. На корпусе 1 установлены упорный 2 к нажимной 3 фланцы, между которыми расположены абразивоносные кольца 4. Упорный фланец расположен в корпусе с возможностью поворота при помощи шлкцевого соединения 5. Закрепление колец 4 производится гайкой 6. На фиг. 2 показано образование скошенного торца при помощи конуса с осно-г ванием диаметром D и с углом при вершине 2 «р , эксцентричного на величину е относительно оси вращения колец. Угол наклона линии пересечения конуса и наружной цилиндрической поверхности колец О к плоскости, перпендикулярной оси ара36шения колец ОО| опрепеляется слеоуюшим образом. Из прямоугольного треугольника АСВ находим ВС В D-d ig flgf Из прямоугольника ВСЕ нахопим ВС BEtglf, -d-igU откуда выполнении торцов колец, образовав ньрс конической поверхностью, скошенности торцов (угол If ) образуется только в том случае, если конус расположен эксце трично, т. ё, . В противном случае О , т, е. линия пересечения перпеноикулярна оси вращения колец. Из фиг. 2 викно, что при е/0 и при условии, что торцовые поверхности колец представляют собой только конические по верхности, диаметр оснсюания конуса Т) должен быть больше наружного диаметра колец d . Для нормальной работы инструмента достаточно, чтобы угол у « 5-1О . При выполнении угла ф равным, например, 6О , по приведенной выше формуле находим: , „ . о 0,08Т540Д76Э« T)«(l,15rl.a)d. i.T32d Эксцентриситет D-d (0,1540.30) -- 2 - о -(6.0T540.i5)d В таком случае скошенные торцы колец удобно изготавливать точением на Tot карном станке. При этом деталь (кольцо) вращается вокруг оси О о . Инструмент работает следующим образом. При вращении он абразивной поверхностью цилиндрических колец срезает слой обрабатываемого материала, который подается в зону резания механизмом пода7чи станка. После определенного периода работы инструмента абразивная поверхность колец изнашивается. В этом случай кольца снимаются и заменяются новыми. Вследствие того, что обрабатываются де тали различной ширины, после некоторого, периода работы инструмента может быть заметен больший износ абразивной поверхности средних колец комплекта (например, отсутствие 25-ЗО% количества абразивных или алмазных зерен). Тогчда эти износивщиеся средние кольца переставляются на края комплекта, а в середину комплекта ставятся кольца, находившиеся на краях и имеющие значитель но меньший износ. Если абразивная поверхность колец изнашивается неравномерно по длине их окружности, то, переставляя опорный флагнец относительно опра.эки на некоторый угол, периодически поворачивают комплект колец, добива5к:ь таким образом полного износа абразивной поверхности инструмента. Формула изобретения Шлифовальный инструмент, выполненный в виде оправки с комплектом абразивонос ных колец, сопряженных друг с другом скошенными торцами, отличающ и йс я тем, что, с целью повышения точности инструмента путем обеспечения взаимного центрирования абразивоносных колец, на одной из торцовых поверхностей каждого из сопрягаемых колец выполнен наружный конус, а на другой - внутренний, при этом оси конусов расположрнь с равным эксцентриситетом относительно оси кольца, а кольца сопрягаются по образованным коническим поверхностям. Источники информации, принятые во внимание при экспертизе: 1. Заявка ФРГ N 1917732, кл. В 24 Б , 197О.
