(5) СПОСОБ КОНТРОЛЯ ДЕФЕКТОВ ПРОТЯЖЕННЫХ
1
Изобретение относится к области неразрушающегоконтроля и может быг использовано при электромагнитно й дефектоскопии проволоки и других тянутых изделий.
По основному авт.св. № 8685 3 известен способ контроля дефектов протяженных изделий, заключающийся в том, что наводят в изделии вихревые токи, измеряют их величину вихре токовым преобразователем и по изменению величины сигнала преобразователя судят о величине дефекта, возбуждают в изделии продольные ультразвуковые волны, создают режим стоячей волны и помещают преобразователь , в пучность этой волны Cl 3.
Недостатком этого способа является чувствительность при считывании очень мелких дефектов, обусловленная тем, что при прохождении . изделия через преобразователь происходит незначительное увеличение размеров дефекта. ИЗДЕЛИЙ
Цель изобретенная - повышение чувствительности.
Цель достигается тем, что при осуществлении способа используют преобразователь, погруженный в немагнитную жидкость.
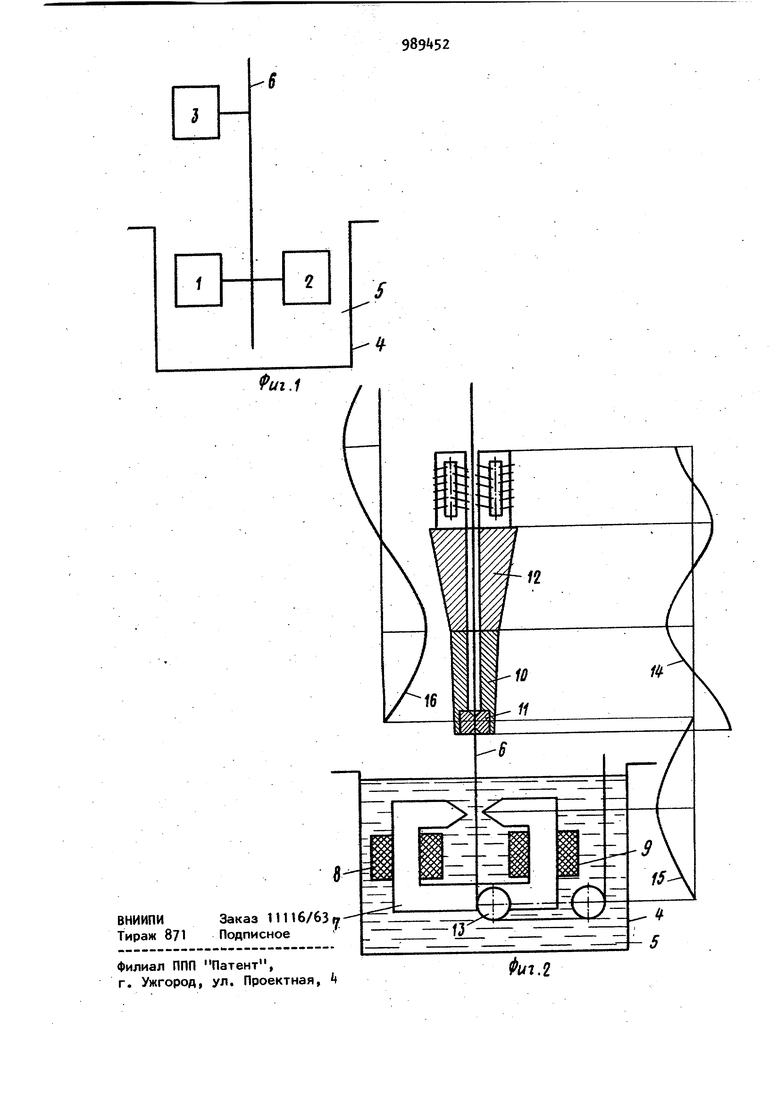
На фиг.1 приведена блок-схема устройства для реализации способа; на фиг.2 -.схематичная конструкция ультразвукового волочильного узла
10 и вихретокового преобразователя.
Устройство содержит вихретоковый преобразователь 1, последовательно соединенный с ним измерительный блок
2,ультразвуковой волочильный узел
15
3,ванну 4 с немагнитной жидкостью 5 в которую помещены вихретоковый преобразователь 1, измерительный блок 2 и участок контролируемого из20 делия 6.
:Схематичная1 конструкция иллюстри- рует преобразователь 1, выполненный в виде магиитопровода 7, возбуждающей катушки 8 и измерительной катуш9ки 9, узел 3. выполненный в виде волновода 10, волоки 11, запрессован ной на конце ( в пучности ) волновода 10, ультразвукового возбудителя 12, соединенного с волноводом 10 через которые проходит изделие 6, отражающего ролика 13. Магнитопровод 7, возбуждающая катушка 8, измерительная катушка 9 отражающий ролик 13 и участок контролируемого изделия 6 помещены в ванну k с немагнитной жидкостью (водой) 5. На фиг.2 изобра жены также эпюры ультразвуковых коле баний: }k - ультразвукового возбудителя 12 с волноводом 10 и волокой 11 15 - ультразвуковых колебаний издели 6 после выхода из волоки 11; 16 ультразвуковых колебаний проволоки до входа в волоку 11. Способ осуществляется следующим образом. Изделие (проволоку ) 6 пропускают через узел 3 и зазор преобразователя 1, помещенного в ванну k с немагнитной жидкостью 5. Сигнал с преобразователя 1 поступает на блок 2, откуд считывают значения величины дефекта. При этом изделие 6 пропускают через ультразвуковой возбудитель 12, волновод 10, отверстие в волоке 11 узл 3, ванну i с немагнитной жидкостью 1 водой ) 5, зазор магнитопровода 7, отражающий ролик 13 и закрепляют на тянущем барабане с приводным меха-, низмом (не показаны). Включают ульт развуковой возбудитель 12, при этом вдоль изделия 6 распространяется ультразвуковая волна. В пучности волны установлен преобразователь 1свозбуждающей катушкой 8 и измеритель ной катушкой 9, сигнал которой сни1мают на блок 2. После этого включают приводной механизм тянущего барабана и наматывают на него изделие 6. 24 При наличии дефекта немагнитная жидкость 5 под действием ультразвуковых колебаний Е пучности колебаний проникает в него и вызывает е.го расклинивание, что увеличивает размеры дефекта. Наличие расклиненного с увеличенными линейными размерами дефекта в зазоре магнитопровода 7 создает большее неоднородное электрома - нитное поле. Колебания такого дефекта еще больше усиливают неоднородность магнитного поля, что вызывает уменьшение сигнала в катушке 9, так как увеличивается сопротивление магнитному потоку в зазоре магнитопровада 7 путем увеличения сопротивления вихревому току, находящемуся в изделии 6. Колебания дефекта как бы увеличивают его размеры, что изменяет величину магнитного потока, а это позволяет выявлять более мелкие дефекты. Проникновение жидкости вследствие ультразвукового капиллярного эффекта в дефекты и расклинивание их позволяет выявлять очень мелкие дефекты из-за еще большего увеличения их линейных размеров, и тем самым повышается чувствительность. Формула изобретения Способ контроля дефектов протяженных изделий по авт.св. № 8685+3, отличающийся тем, что, с целью повышения чувствительности, при осуществлении способа используют преобразователь, погруженный в немагнитную жидкость. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 86В543, кл. G.01 N 27/90, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля дефектов протяженных изделий | 1979 |
|
SU868543A1 |
| СПОСОБ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2429086C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ очисткиИЗДЕЛИЙ | 1972 |
|
SU327948A1 |
| Устройство для волочения металла с наложением на инструмент ультразвуковых колебаний | 1988 |
|
SU1614878A1 |
| Акустический волновод для волочения металла с применением ультразвуковых колебаний | 1982 |
|
SU1079329A1 |
| Устройство для волочения металла через две волоки,колеблющиеся с ультразвуковой частотой вдоль оси волочения в противоположных фазах | 1977 |
|
SU753515A1 |
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Устройство электромагнитно-акустического контроля рельсов | 2017 |
|
RU2653663C1 |