Изобретение относится к области шлифования и касается конструкций абразивно-алмазных инструментов.
Известна конструкция абразивно-алмазного инструмента, работающего периферией . Инструмент представляет собой шлифовальный круг и содержит по краям режущую часть с абразивным зерном крупной фракции, а средняя часть круга, обеспечивающая выхаживание, содержит абразивные зе{жа мелкой фракции 1.
Однако известный инструмент не может обеспечить необходимой производительности обработки при шлифовании торцовыми элементами с одновременным обеспечением качества поверхности.
Целью изобретения является повышение производительности.обработки поверхностей торцовыми элементами.
Поставленная цель достигается тем, чфо зерна мелкой фракции расположены на торце, а крупной - на периферии торцовых элементов.
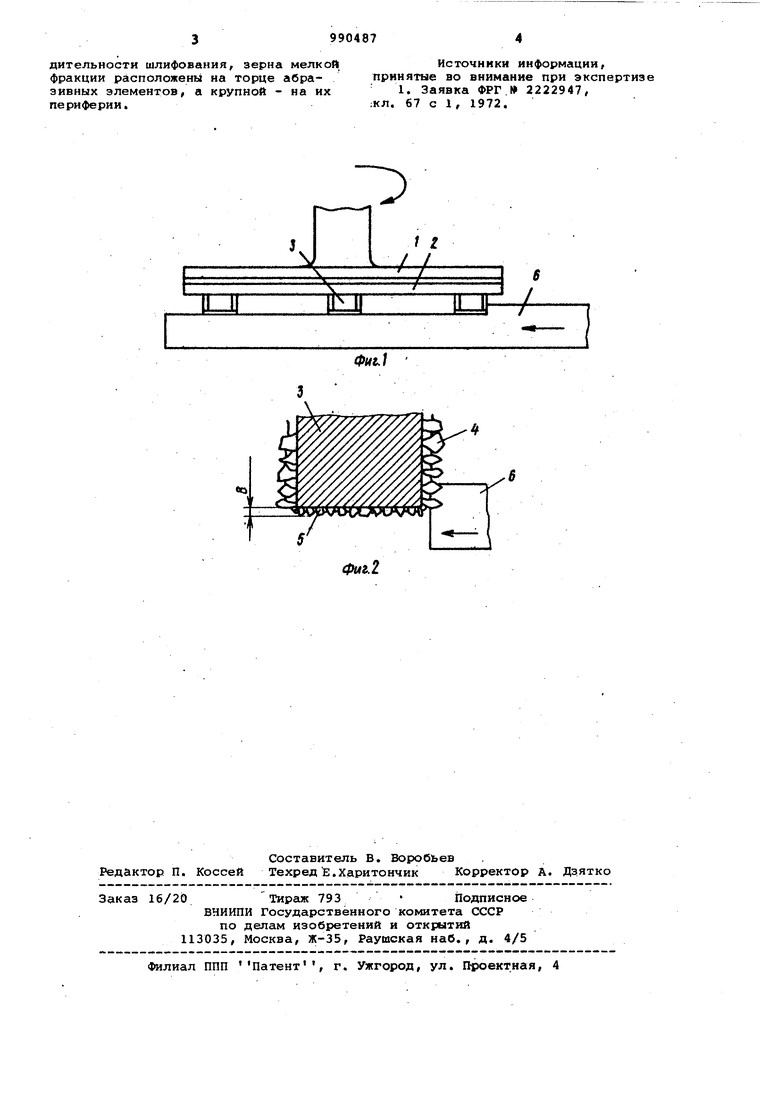
На фиг. 1 показан абразивно-алмазный инструмент в процессе обработки; на фиг. 2 -(торцовой элемент в момент врезания.
Инструмент содержит корпус 1, на котором закреплена планшайба 2 с торцовыми режущими элементами 3, на периферии элемента 3 расположены зерна 4 крупной фракции, а на торце эле
5 мента 3 расположены зерна 5 мелкой фракции. Соотношение зернистости фракции не менее чем 1,5. Размер В абразнвного слоя мелкой фракции 5 определяется зернистостью этой фрак
fO ции.
При работе инструмент вргшается. Режущие элементы 3 боковой (периферийней) поверхностью Снимают основной припуск, а торцовая поверхность осуществляет окончательную обработку по верхности детёши 6.
Размещение абразива различной зер нистости на периферии н торце режущего элемента позволяет повысить ка20чество и производительность в 1,5-2 раза.
Формула изобретения
25
Абразивно-алмазный инструмент, со держащий на рабочей поверхности абразивные элементы мелкой и крупной зернистости, отличаю|цийс.я 30 тем, что. с целью повышения производительности шлифования, зерна мелкой, фракции расположены на торце абразивных элементов, а крупной - на их периферии.
Источники информации, принятые во внимание при экспертизе
1. Заявка ФРГ 2222947, ;кл. 67 с 1, 1972.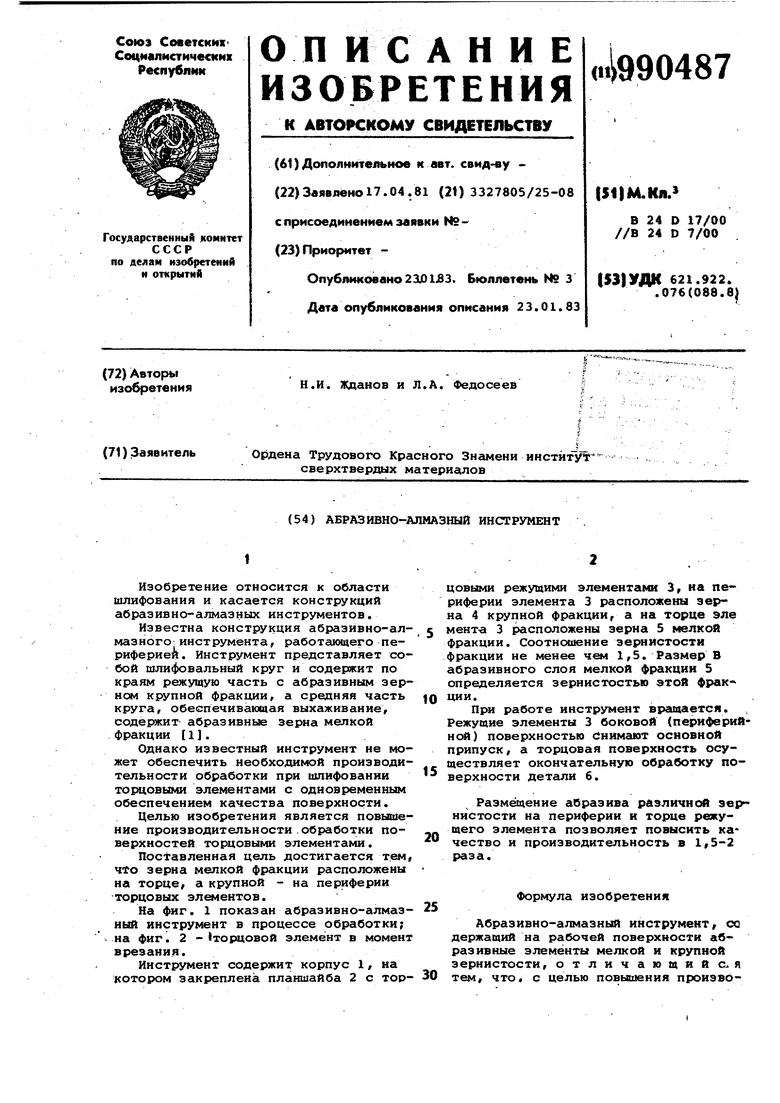
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1583274A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| Алмазный инструмент для шлифования твердых неметаллических материалов | 1985 |
|
SU1349986A1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
