Изобретение относится к технологии изготовления абразивного инструмента и может быть использовано в оптико- электронной и станкоинструментальной промышленности при шлифовании стекол кварца 5 ситалла.
Цель изобретения - повышение качества обрабатываемой поверхности.
Алмазный инструмент для шлифования твердых неметаллических материа лов содержит корпус и алмазоносный слой из абразивных элементов крупной и мелкой зернистости. Абразивные элементы расположены по периферии круга Iконцентрическими рядами с возраста- iиeм их зернистости от центра к периферии и их рабочая поверхность образует конический ПРОФИЛЬ), угол которого 0. Ширину рабочей поверхности каждого ряда абразивных элементов мелкой и крупной зернистости определяют из соотношений
1 sino
1. (2-5) 1
м
где D U 1-,
средний размер абразивных зерен элементов крупной зернистости, мм;
- угол конического профиля рабочей поверхности абразивных элементов;
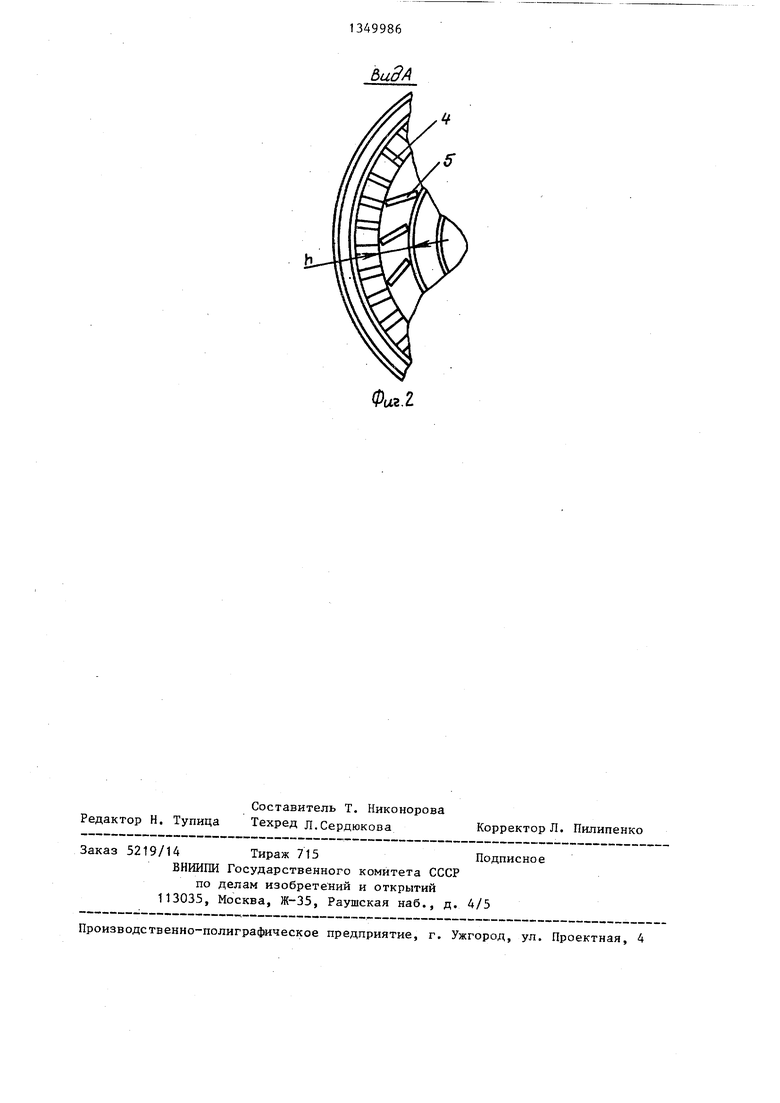
ширина рабочей поверхности ряда абразивных элементов мелкой зернистости, мм; ширина рабочей поверхности ряда абразивных элементов крупной зернистости, мм. На фиг, 1 показан предлагаемый алмазный инструмент; на фиг. 2 - вид А на фиг. 1.
Инструмент представляет собой корпус 1 в виде планшайбы, в которой проточена канавка 2. В канавку установлены абразивные элементы, которые закреплены путем заливки самоотверж- дающей пластмассой 3. Элементы 4 крупной зернистости располоясены на перифе рии круга в первом ряду, а элементы 3 мелкой зернистости - во втором ряду и их рабочая поверхность образует конический профиль, угол которого d Рабочую длину поверхности ряда абразивных элементов мелкой зернистости 1 определяют из указанного соотношения. Абразивные элементы мелкой зернистости расположены в кольцевом слое
5
0
5
0
5
0
0
5
5
h, величина которого связана с рабочей длиной соотношением h Icos .
Алмазный инструмент устанавливается на станке и работает в режиме врезания при шлифовании деталей из неметаллических материалов.
В качестве абразивных элементов используют алмазоносные элементы, изготовленные методом порошковой металлургии с алмазами различной зернистости 50%-ной концентрации при твердости связки 45 ед.
Для сравнительных испытаний изготавливают инстрз. мент, которьй представляет собой пхшншайбу с тор- Ц овыми абразивными элементами зернистостью 125/100 и расположенными на периферии абразивными элементами зернистостью 315/250.
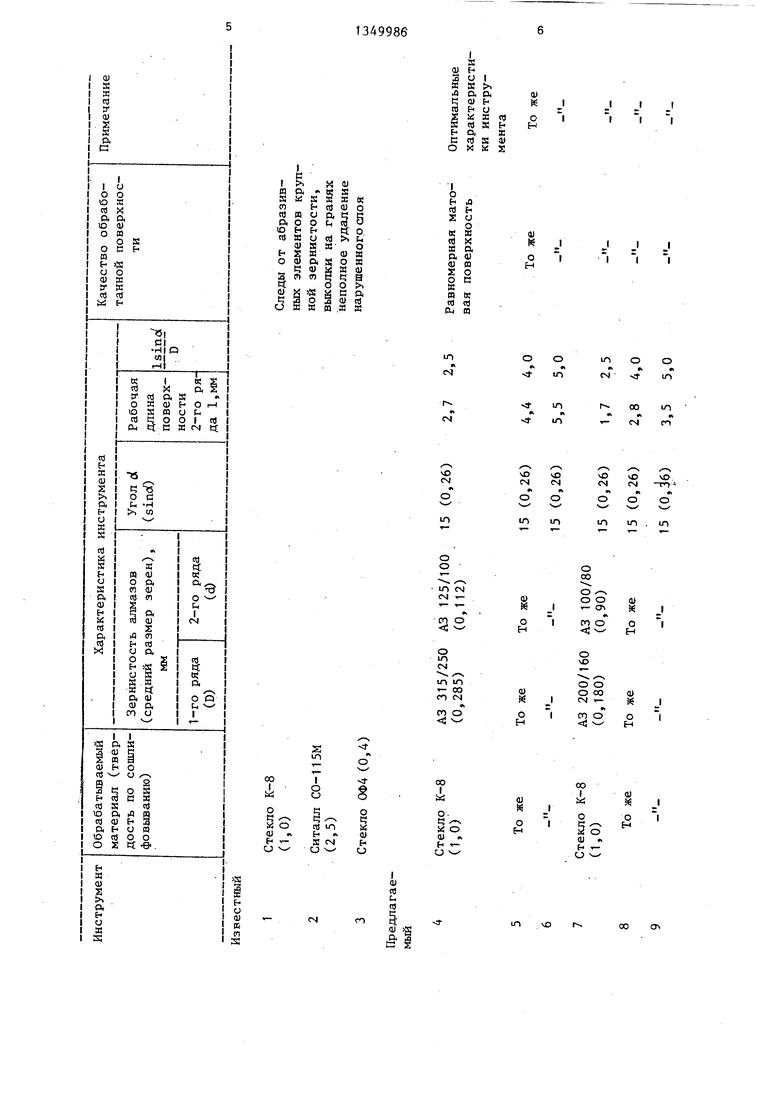
Известным и предлагаемым инстру ментами обрабатывают блоки из стекла и ситалла на станке 36756 (число оборотов шпинделя 960 об/мин, СОЖ вода, величина снимаемого припуска на один проход 4 мм).
Характеристики инструмента и результаты испытаний приведены в таблице.
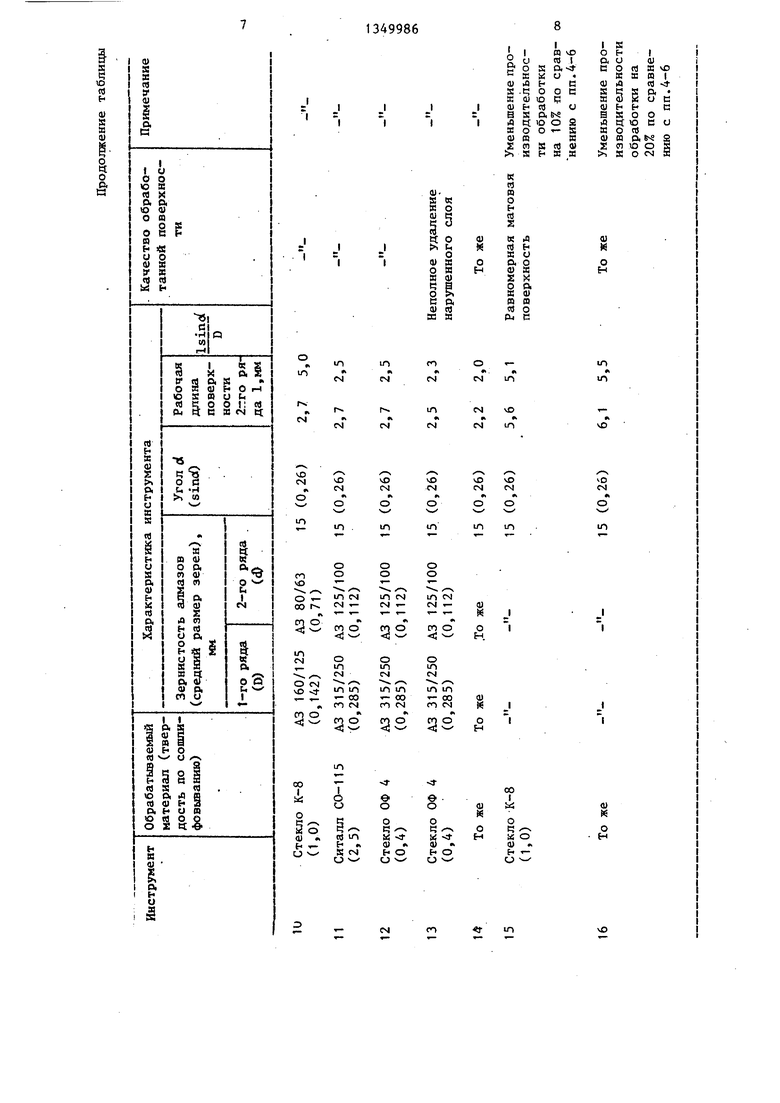
Как видно из результатов испытаний, предлагаемый .инструмент обеспечивает хорошее качество обработанной поверхности при высокой производительности обработки. Это объясняется тем, что снимаемые припуски абразивными элементами различной зернистости согласованы. Основной припуск снимают с высокой производительностью абразивные элементы крупной зернистости (производительность обработки пропорциональна используемой зернистости алмазов). Абразивные элементы меньшей зернистости удаляют только нарушен- ньм слой, образованный алмазами крупной зернистости (абразивными элементами первого ряда), Величину снимаемого припуска можно регулировать путем изменения угла конического профиля и длины рабочей поверхности ряда абразивных элементов. Величина нарушенного слоя пропорциональна размеру абразивного зерна и обратно пропорциональна твердости по сошлифовы- ваниюили микротвердости (модулю упругости) обрабатываемого материала, а также зависит от технологических режимов обработки.
Величина возможного снимаемого припуска алмазным инструментом Is in о
(I + 1) sin o( должна обеспечить снятие технологического припуска на обработку детали Н, т.е. (1,+ 1) xsinc(7;H. При этом высокое качество обработки достигается при .выполнении
условия 1д,7 j а максимальная производительность обработки при 1ц/1м - 2. Для выполнения этих условий не требу- ется строго фиксированного значения угла d и возможно его изменение в, определенньпс пределах. .
7--- sine/ ..o
1(ИН
мякс
при этом 1л,акс Clic + и, Э1| дд (,,(,-- I J J -k макс
iJilSSf
MOIKC
-ми к
+ и.... 21,
.+ 1,
-М МЙКС
мин 31
Ь..
к ма №
(U +
М мин -- /имин ммин
Для определения й/„с, ) требуется задание конкретных значений
MrtXtj If; - М MHri
Возможные величины 1, 1л, определяются длиной используемых абразивных элементов и их расположением в кольцевом слое (изменяя угол располо |Жения абразивных элементов относително радиуса, изменяем ширину рабочей поверхности ряда абразивных элементов). Для широко применяемых в производстве абразивных элементов длиной 40 и 10 мм значение мякс 40 мм (абразивный элемент длиной 40 мм рас положен вдоль радиуса) и 2 мм (абразивный элемент длиной 10 мм рас положен под углом 78 к радиусу круга) . Увеличение свыше 40 мм или уменьшение меньше 10 мм длины абразивных элементов технологически не оправдано.
Величина технологического припуска на обработку Н может быть различной для различных деталей и изменяет- ся от нескольких десятых до нескольких миллиметров, обычно
Задаваясь значениями |««н 2; 5 -мм,
Ги,акс . 5
arcsin arcsin -
. о
arcsin 0,83 55
Н ,viri КС
,«н arcsin
1 , J J.
arcsin --
ю
15
20
25
30
35 , arcsin 0,083 ,
т.е. о( может изменяться в диапазоне 5 - 55°. .
Формула изобретения
Алмазньм инструмент для шлифования твердых неметаллических материалов, вьтолненный в виде корпуса с нанесенным на него алмазньм слоем, состоящим из абразивных элементов крупной и мелкой зернистости, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, абразивные элементы расположены по периферии круга концентрическими рядами с возрастанием их зернистости от центра к периферии с образованием рабочими поверхностями указанных абразивных элементов конического ЛРОФР5ЛЯ, а ширина рабочей поверхности каждого ряда абразивных элементов мелкой и крупной зернистости выбрана из условия
1 2.5D , sins
1, (2... 5)1,,
где 1д - ширина рабочей поверхности . ряда абразивных элементов
мелкой зернистости, мм; 1| - ширина рабочей поверхности ряда абразивных элементов крупной зернистости, мм; D - средний размер абразивных зерен элементов крупной зернистости, мм;
« 5.. ,55°- угол конического профиля рабочей поверхности абразивных элементов.
«
Еж
о
я
о
н
о н
о
«
-
о
«н U-I
in
« CM
о
к
-
о
«ч
ш
ЧГ
ч
-
in
м
ю
г- оо
-см
in
ел
40
см
о
1Л
VO
см
in
vO см
ш
« см
)
о
ш
см
о
о н
о
00
о - о о
,г- ОЧ
со о ; ч
о н
Ю
со
см
о
о
чО
о о о оо
см -о
н
5
Ш
о н
о н
00
i
hi о
ш X 1н т
и О)
«
и
in
со
а
Редактор Н. Тупица
Составитель Т. Никонорова Техред л.Сердюкова
Заказ 5219/14 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0U2.2
Корректор Л. Пилипенко
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| Абразивно-алмазный инструмент | 1981 |
|
SU990487A1 |
Изобретение относится к технологии изготовления абразивного инструмента, может быть использовано в оптико-электронной и станкоинструмен- тальной промышленности и позволяет повысить качество обрабатьшаемой поверхности. Для этого в инструменте, выполненном в виде корпуса 1 с нане сенным на него алмазным слоем, состоящим из абразивных элементов крупной и мелкой зернистости, они расположены по периферии круга концентрическими рядами с возрастанием их зернистости от центра к периферии с образованием рабочими поверхностями указанных абразивных элементов конического профиля. Ширину рабочей поверхности каждого ряда абразивных элементов мелкой и крупной зернистости определяют из соотношений 1, 2,5 D/sino/, 11 (2-5) 1, где IM ширина рабочей поверхности ряда абразивных элементов мелкой зернистости, мм.; Ij. - ширина рабочей поверхности ряда абразивных элементов крупной зернистости, мм; D - средний размер абразивных зерен элементов крупной зернистости, мм; 0/ 5-55° - угол конического профиля рабочей поверхности абразивных элементов. Такое выполнение инструмента позволяет повысить производительность обработки и достичь высокого качества обрабатываемой поверхности, 2ил.,1 табл. I СО .4 СО со 00 О) 
| Абразивно-алмазный инструмент | 1981 |
|
SU990487A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
