(54) /йБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Способ бесцентрового абразивного шлифования | 1988 |
|
SU1708592A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2013 |
|
RU2542891C2 |
| Алмазный инструмент для правки абразивных кругов | 1976 |
|
SU745662A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ АДДИТИВНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2183546C2 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |

i ,;.:,,
изобретение относится к области станкостроения.
Известен торцовый шлифовальный круг, содержащий корпус, на торце которого расположены абразивосодержащне бруски, образующие кольцевые режущую и калибрующую части, причем на режущей части зернистость абразива выще чем на калибрующей 1.
Такой инструмент не обеспечивает необходимого качества и производительности обработки.
Целью изобретения является повышение качества н производительности обработки.
Для достижения поставленной цели концентрация алмаза на рабочем участке в 2-3 раза больше, чем на калибрующем.
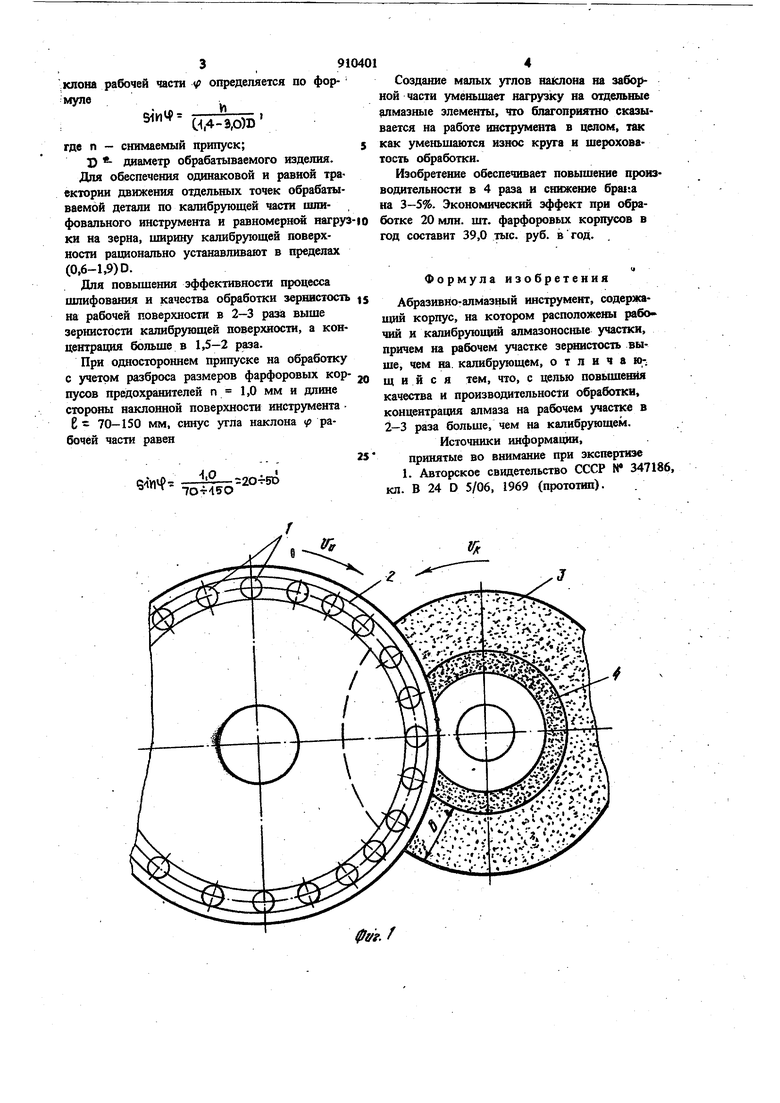
На фиг. 1 изображена общая схема двустороннего шлифования торцо в фарфоровых корпусов предохранителей, применительно к станку мод. 3344 АД при диаметре подающего диска 950 мм, внешнем диаметре абразивноалмазных кругов - 750 мм и межцентровом расстоянии 615 мм; на фиг. 2 в разрезе показана длина рабочей н калибрующей частей
поверхности торцового шлифовального инструмента, прохождяше шлифуемой детали в зоне шлифстания, величина припуска, ширина детали и угол наклша; на фиг. 3 - прерывистое исполнение рабочей поверхности торцового шлифовального шсструмеита.
При обработке изделие 1 подается со скоростью вращения Vj м/мин диска 2 движущемуся со скоростью V м/сек алмаэ10но-абразивному торцовому шлифовальному ий струменту. Изделие в зоне шлифования проходит по наклонной рабочей части 3 круга, где происходит снятие основного пршцгска, а калибрующей параллельной частью 4 с
IS меньшей зернистостью и концентрацией алмаза или абразива производатся окончательная доводка торцовых поверхностей до необходимого качества. На планшайбе 5 расположен алмазно-абразивный сплошной слой б или от20дельные рабочие элементы 7.
Лучшие условия резания при подачи S.i(2-3 м/мин обеспечиваются, если угол иаклона рабочей части определяется по фор мулв
)5
где п - снимаемый припуск;
D - диаметр обрабатываемого изделия.
Для обеспечения оданаковой и равной траектории движения отдельных точек обрабатываемой детали по калибрующей части шлифовального инструмента и равномерной нагр)з ки на зерна, ширину калибрующей поверхности рационально устанавливают в пределах (0.6-1,9)0.
Для повышения эффективности процесса шлифования и качества обработки зернистость на рабочей поверхности в 2-3 раза выше зернистости калибрующей поверхности, а концентрация больше в 1,5-2 раза.
При одаостороннем припуске на обработку с учетом разброса размеров фарфоровых корпусов предохранителей п 1,0 мм и длине стороны наклонной поверхности инструмента 6 70-150 мм, синус угла наклона рабочей части равен
тБТТ - Создание малых углов наклона на заборной части уменьшает нагрузку на отдельные алмазные злементы, что благопрнятно сказывается на работе инструмента в целом, так как уменьшаются износ круга н шероховатость обработки.
Изобретение обеспечивает повышение производительности в 4 раза и снижение 6pai:a на 3-5%. Экономический эффект при обработке 20 млн. шт. фарфоровых корпусов в год составит 39,0 тыс. руб. вгод.
Формула изобретеиия
Абразивно-алмазный инструмеит, содержащий корпус, на котором расположены рабочий и калибрующий алмазоносные участки, причем иа рабочем участке зе{яшстость выше, чем на. калибрующем, о т л и ч а ющ и и с я тем, что, с целью повьш1еш1я качества и производительности обработки, концентрация алмаза на рабочем участке в 2-3 раза больше, чем на калибрующем.
Источники информации, принятые во внимание при экспертизе
