Изобретение относится к области гальванопластики, в частности к электролитическому формообразованию сложнопрофилированных деталей с переменной толщиной стенки, и может быть использовано в различных областях промышленности, например, для изготовления оковок противоабразивной и антиобледенительной защиты лопастей винтов летательных аппаратов.
Известен способ гальванопластического формообразования изделий, включающий двухстадийное электролитическое осаждение металла. На первой стадии сначала осаждают металл на 10-20% толщины готового изделия, затем удаляют матрицу и заготовке путем деформации придают заданную форму. На второй стадии осаждают слой металла до 30-60% толщины готового изделия и проводят повторную деформацию путем подъема и опускания элементов рельефа, после которой наращивают слой металла до полной толщины (Авторское свидетельство SU №1198133. Способ гальванопластического изготовления рельефных изделий. - МКИ4: С 25 D 1/08.- Бюл.№46, 15.12.85). Известный способ предназначен преимущественно для изготовления фигурных ювелирных изделий, получаемых с одной матрицы. Недостатком известного способа является низкая эффективность его применения, связанная, прежде всего, с низкой точностью и сложностью гальванопластического формообразования изделий, что делает процесс длительным и трудоемким.
Известен гальванопластический способ формообразования сложнопрофилированных длинномерных деталей переменного сечения с заданными физико-механическими свойствами, заключающийся в электролитическом осаждении металла переменной толщины на поверхность катода, выполненного в виде формы, погруженной в электролит с определенным химическим составом, путем рассеивания по формообразующей поверхности катода с помощью экранирующих устройств частиц металла, переносимых потоками ионов электрического поля с поверхностей анодов с соответствующими физико-химическими свойствами, и электролиз ведут при заданных режимах (температура, плотность тока и другие кинетические параметры), при этом общая площадь активных поверхностей анодов берут равной удвоенной площади электролитического осаждения металла на рабочую поверхность катода, после чего форму с деталью выгружают из ванны и производят отделение детали от формы (Технология изготовления оковок лопасти вертолета электролитическим формованием из никеля. М.С.Григорьева, Г.А.Волянюк, М.Н.Ильдеяркина и Н.И.Подхолзина. /Сб. Технология и оборудование для производства лопастей вертолетов из полимерных композиционных материалов. Материалы научно-практической конференции. - НИАТ, 1984. - с.71-74). Данный способ принят за прототип.
Недостатком известного гальванопластического способа формообразования сложнопрофилированных деталей, принятого за прототип, является низкая точность и качество формообразования профиля с переменной толщиной стенки детали, связанная с образованием дендритов и наростов на радиусном закруглении носка при рассеивании потоков ионов электрического поля с электролитическим осаждением металла на рабочие поверхности формы.
Известно устройство гальванопластического формообразования деталей, содержащее ванну, анод и перемешивающие элементы с приводом его движения, выполненным в виде вибратора, который передает возвратно-поступательное движение жестко связанному с ним балансиру вместе с перемешивающими элементами и размещенным катодом. Перемешивающий элемент выполнен в виде пластин с коническими отверстиями в дисках, через которые проходят струи электролита, вызывающие интенсивное перемешивание содержимого ванны (Авторское свидетельство SU №1421810 А1. Устройство для гальванопластической обработки деталей. - МКИ4: С 25 D 1/00. - Бюл.№33, 07.09.88). Известное изобретение обладает высокой производительностью и высоким качеством покрытия. Недостатком известного технического решения является низкая точность изготовления деталей.
Известно устройство гальванопластического формообразования сложнопрофилированных длинномерных деталей с переменной толщиной стенки, содержащее электролизную ванну, по меньшей мере, один анод, выполненный из металла с заданными физико-химическими свойствами, катод в виде формы, закрепленной на подвеске, соединенные токопроводами с источником постоянного тока, причем аноды выполнены с общей площадью активной поверхности, равной удвоенной площади рабочей поверхности формы, экранирующие устройства, расположенные на расстоянии от боковых поверхностей формы (Опыт и перспективы использования в отрасли электролитического формования для изготовления сложнопрофилированных деталей. Обзор. Канд. хим. наук Г.А. Волянюк при участии канд. хим. наук Д.В. Голодницкой. - НИАТ, 1987. - с.72-74). Данное устройство принято за прототип.
Недостатком известного технического решения, принятого за прототип, является низкая точность и качество формообразования деталей, вызванное образованием дендритов и наростов на радиусе сопряжения поверхностей деталей.
Основной задачей, на решение которой направлены заявленные гальванопластический способ формообразования сложнопрофилированных деталей и устройство для его осуществления, является устранение образований дендритов и наростов на радиусе сопряжения поверхностей сложнопрофилированных деталей.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является высокая точность и качество формообразования переменной толщины стенки деталей сложного профиля.
Указанный технический результат достигается тем, что в известном гальванопластическом способе формообразования сложнопрофилированных деталей с заданными физико-механическими свойствами, заключающемся в электролитическом осаждении металла переменной толщины на рабочую поверхность катода, выполненного в виде формы, погруженной в электролит с определенным химическим составом, путем рассеивания по формообразующей поверхности катода частиц металла, переносимых потоками ионов электрического поля с активных поверхностей анодов с соответствующими физико-химическими свойствами при заданных режимах электролиза посредством установки между анодом и катодом экранирующих устройств, при этом общую площадь активных поверхностей анодов берут равной удвоенной площади рабочей поверхности катода, согласно предложенному техническому решению интенсивность потоков ионов электрического поля, направленных на радиусное сопряжение поверхностей формы, ограничивают посредством размещения в электролите напротив радиусного сопряжения дополнительного экранирующего устройства шириной, обратно пропорциональной кривизне сопряжения, на расстоянии, прямо пропорциональном толщине электролитического осаждения металла, при этом оставшуюся часть потоков рассеивают по формообразующей поверхности катода по мере уменьшения толщины формования стенки детали.
Указанный технический результат достигается тем, что в известном устройстве для гальванопластического формообразования сложнопрофилированных деталей с переменной толщиной стенки, содержащем электролизную ванну, по меньшей мере, один анод, выполненный из металла с заданными физико-химическими свойствами, и закрепленную на подвеске форму, соединенные токопроводами с источником постоянного тока, причем аноды выполнены с общей площадью активной поверхности, равной удвоенной площади рабочей поверхности формы, экранирующие устройства, расположенные на расстоянии от боковых поверхностей формы и образующие каналы переменного сечения, согласно предложенному техническому решению в электролизной ванне дополнительно установлено экранирующее устройство, закрепленное на подвеске вдоль радиусного сопряжения поверхностей формы, шириной, обратно пропорциональной кривизне сопряжения, на расстоянии, прямо пропорциональном толщине формования стенки, образующее с другими экранирующими устройствами каналы потока ионов электрического поля с поверхности анода в направлении радиусного сопряжения формообразующей поверхности формы и последующего рассеивания их на другие участки поверхности формы по каналам переменного сечения по мере уменьшения толщины формования стенки детали; экранирующие устройства выполнены из диэлектрика, например органического стекла.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных гальванопластического способа формообразования сложнопрофилированных деталей и устройства для его осуществления, отсутствуют. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности «изобретательский уровень».
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку гальванопластический способ формообразования сложнопрофилированных деталей и устройство для его осуществления предназначены для электролитического формования сложнопрофилированных деталей с переменной толщиной стенки. Заявленные технические решения решают одну и ту же задачу - повышение точности изготовления сложнопрофилированных деталей с переменной толщиной стенки.
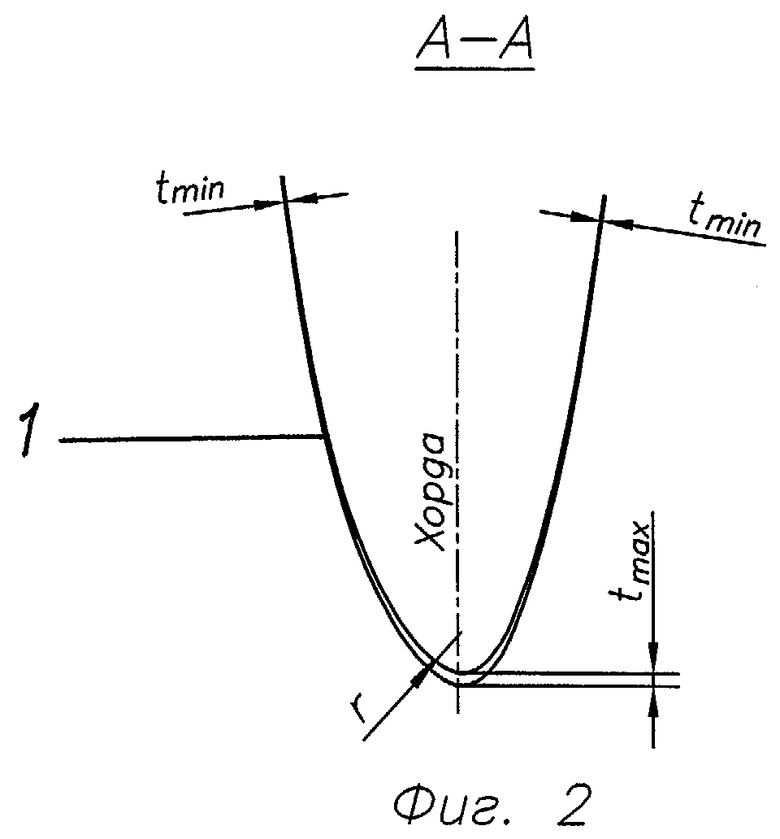
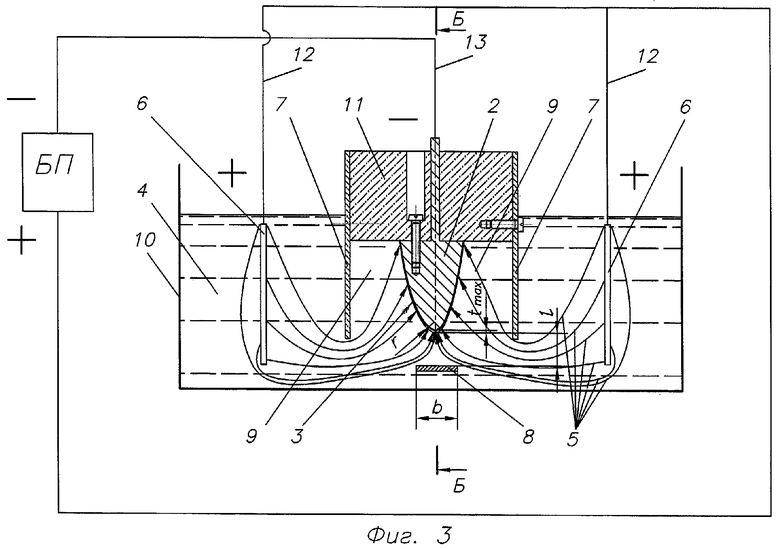
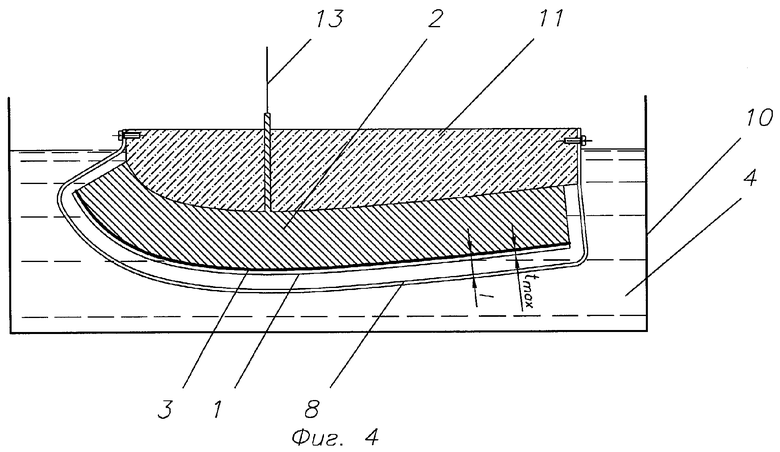
На фиг.1 показан общий вид детали; на фиг.2 - профиль детали с переменной толщиной стенки, сечение А-А на фиг.1; на фиг.3 - общая схема устройства в поперечном сечении детали; на фиг.4 - то же, продольное сечение Б-Б на фиг.3.
Сущность предложенного гальванопластического способа формообразования сложнопрофилированных деталей заключается в следующем.
Формуемая деталь 1 представляет собой длинномерный профиль переменного сечения с радиусом r сопряжения внутренних стенок (Фиг.1). Профиль детали имеет наибольшую толщину tmax на радиусном сопряжении стенок детали и наименьшую толщину tmin на хвостовых его частях (Фиг.2). На рабочую поверхность формы 2 с нанесенным на нее разделительным слоем 3, выполняющую функцию катода, погруженного в электролит 4 с определенньм химическим составом, под воздействием электрического тока от источника постоянного тока БП производят электролитическое осаждение металла с определенными физико-механическими свойствами детали 1 переменной толщины t стенок при заданных режимах электролиза (температура - °С, плотность тока - А/дм2 и другие кинетические параметры). Электролитическое осаждение металла производят путем переноса потоков ионов 5 электрического поля с активных поверхностей анодов 6 с соответствующими физико-химическими свойствами (Фиг.3). Между формой 2 и анодом 6 размещают экранирующие устройства 7. Напротив радиусного сопряжения поверхностей формы 2 с радиусом r устанавливается дополнительное экранирующее устройство 8 шириной b, обратно пропорциональной кривизне радиусного сопряжения 1/r, на расстоянии l, прямо пропорциональном толщине t формования стенки детали 1 (Фиг.4). Потоки ионов 5 с частицами металла направляют посредством экранирующих устройств 7 сначала на радиусное сопряжение поверхностей формы 2, затем оставшуюся часть потоков рассеивают по формообразующей поверхности катода через каналы переменного сечения 9, образованные между формой 2 и экранирующими устройствами 7 по мере уменьшения толщины t электролитического осаждения металла. Электролиз ведут до получения на форме 2 необходимого профиля детали 1. По окончании процесса электролитического осаждения металла форму 2 с осажденным металлом выгружают из электролита 4, промывают и отделяют деталь 1 от формы 2.
Устройство для гальванопластического формообразования сложнопрофилированных деталей с переменной толщиной стенки содержит установленные в электролизной ванне 10, по меньшей мере, один анод 6, выполненный из металла с заданными физико-химическими свойствами, закрепленные на подвеске 11 форму 2, соединенные токопроводами 12 и 13 с полюсами источника постоянного тока (условно не показан) экранирующие устройства 7 и 8, расположенные на расстоянии l от боковых поверхностей формы 2. Экранирующие устройства 7 и 8 выполнены из диэлектрика, например органического стекла. Аноды 6 выполнены с общей площадью активной поверхности Sa, равной удвоенной площади рабочей поверхности Sk формы 2, т.е. Sa=2Sk. Дополнительное экранирующее устройство 8 выполнено шириной b, обратно пропорциональной кривизне 1/r профиля формы 2, и установлено напротив радиусного сопряжения на расстоянии, прямо пропорциональном наибольшей толщине tmax электролитического осаждения металла, образующее в электролизной ванне 10 совместно с другими экранирующими устройствами 7 каналы 9 для потоков 5 ионов электрического поля с поверхностей анодов 6. Последующее рассеивание частиц металла на другие участки поверхности формы 2 осуществляется по каналам 9 переменного сечения по мере уменьшения толщины ti формования стенки детали 1.
Пример выполнения предложенного гальванопластического способа формообразования сложнопрофилированных деталей.
Формообразование оковок лопастей винтов вертолета с радиусным сопряжением внутренних поверхностей стенок r=0,8 мм профиля формы 2 и толщиной стенок в радиусном сопряжении tmax=1,0÷1,5 мм и на хвосте стенок профиля tmin=0,3 мм из никеля со следующими физико-механическими свойствами:
- предел прочности - 80÷90 кгс/мм2,
- предел текучести - 44÷53 кгс/мм2,
- относительное удлинение - 8÷10% и
- модуль упругости -15000÷16000 кгс/мм2
производили электролитическим осаждением никеля на рабочую поверхность катода, выполненного в виде формы 2, в сульфаматном электролите 4 с соответствующим оковке химическим составом, в г/л:
- никель сульфаминовокислый - 350÷420,
- никель хлористый - 4÷6,
- кислота борная - 30÷40,
- лаурилсульфат натрия - 0,1÷1,0.
В качестве анодов 6 использовали прямоугольные пластины из непассивирующего никелевого металла марки НПАН с определенными физико-химическими свойствами. Общая площадь активных поверхностей анодов 6 составляла удвоенную площадь электролитического осаждения металла на поверхность катода, т.е. Sa=2Sk. На катод, выполненный в виде формы 2, наносили разделительный слой 3. Вдоль радиусного сопряжения катода устанавливали дополнительное экранирующее устройство 8 шириной b=17 мм на расстоянии li=24÷36 мм. Аноды 6 и катод с дополнительным экранирующим устройством 8 по очереди погружали в электролит 4. Анод 6 соединяли токопроводом 12 с положительным полюсом источника постоянного тока, а форму 2, как катод, - токопроводом 13 с отрицательным полюсом. Электролиз производили при напряжении электрического тока 3-5 В и температуре электролита - 50-60°С с плотностью рН 3,5÷3,8 ед в два приема. Сначала устанавливали катодную плотность тока, равную 2 А/дм2, и поддерживали ее в течение 1 ч, затем плотность тока увеличивали до 3 А/дм2, с которой осаждали никель до формования стенки 1,0-1,5 мм на радиусном сопряжении профиля в течение 14÷16 ч соответственно.
По окончании электролиза форму 2 с осажденным никелем выгружали из электролита 4, промывали и отделяли деталь 1 от формы 2.
Устройство для гальванопластического формообразования сложнопрофилированных деталей с переменной толщиной стенки работает следующим образом.
На первом этапе выполняется подготовка устройства к работе.
Форма 2 закрепляется на подвеске 11. На рабочую поверхность формы 2 наносится разделительный слой 3 в виде окисной пленки. Затем на подвеску 11 вдоль радиусного сопряжения поверхности формы 2 на расстоянии li, прямо пропорциональном толщине ti электролитического осаждения никеля, закрепляется дополнительное экранирующее устройство 8, которые в сборе подвергаются промывке.
Электролизная ванна 10 наполняется очищенным сульфаматным электролитом 4 с определенным химическим составом. Отфильтрованный электролит прорабатывается постоянным током при катодной плотности 0,1÷0,3 А/дм2 и нагревается до температуры 60°С.
Затем в электролизной ванне 3 устанавливаются и закрепляются соответствующие аноды 6, которые соединяются токопроводом 12 с положительным полюсом источника постоянного тока. Подготовленные форма 2 и дополнительное экранирующее устройство 8 в сборе с подвеской 11 загружаются в электролизную ванну 10 на уровне рабочей поверхности формы 2 и подвеска 11 соединяется токопроводом 13 с отрицательным полюсом источника постоянного тока.
На втором этапе выполняется электролитическое осаждение никеля на форму 2.
Через токопроводы 12 и 13 к устройству подключается электрический ток напряжением 3÷5 В от источника постоянного тока и электролиз ведется при температуре электролита 50-60°С и плотности рН 3,5÷3,8 ед в два приема при непрерывном перемешивании и фильтрации электролита. Сначала устанавливается катодная плотность электрического тока 2 А/дм2 и поддерживается в течение 1 ч, затем плотность тока увеличивается до 3 А/дм2, с которой электролиз ведется в течение 14÷16 ч до формования необходимой толщины стенки 1,0÷1,5 мм на радиусном сопряжении профиля детали 1.
На третьем этапе по окончании электролиза форма 2 с осажденным никелем и дополнительное экранирующее устройство 8 в сборе с подвеской 11 выгружаются из электролита 4 и промываются, затем деталь 1 отделяется от формы 2.
Далее электролит 4 очищается от загрязнений органическими примесями и ионами посторонних металлов, после чего цикл повторяется.
Предложенный гальванопластический способ формообразования сложнопрофилированных деталей позволил в лабораторных условиях получить деталь без дендритов и наростов по радиусному сопряжению и рекомендован к использованию в промышленности. На предложенное устройство изготовлена конструкторская документация, подготовлен образец к опытным и сертификационным испытаниям.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| Электролитический способ получения покрытий и изделий из ниобия, легированного танталом | 2021 |
|
RU2775044C1 |
| Гальванопластический способ изготов-лЕНия СлОжНОРЕльЕфНыХ дЕТАлЕй | 1979 |
|
SU834258A1 |
| Способ электрохимического алюминирования | 1989 |
|
SU1708941A1 |
| Установка для гальванопластического изготовления изделий | 1984 |
|
SU1157141A1 |
| Способ изготовления формообразующего инструмента для электроэрозионной обработки | 1980 |
|
SU862493A1 |
Изобретение относится к области гальванопластики, в частности к электролитическому формообразованию сложнопрофилированных деталей с переменной толщиной стенки. Способ включает электролитическое осаждение металла переменной толщины на рабочую поверхность катода, выполненного в виде формы, погруженной в электролит, при заданных режимах электролиза посредством установки между анодом и катодом экранирующих устройств, при этом интенсивность потоков ионов электрического поля, направленных на радиусное сопряжение поверхностей формы, ограничивается посредством размещения в электролите напротив радиусного сопряжения дополнительного экранирующего устройства шириной, обратно пропорциональной кривизне сопряжения, на расстоянии, прямо пропорциональном толщине электролитического осаждения металла, оставшаяся часть потоков рассеивается по формообразующей поверхности катода по мере уменьшения толщины формования стенки детали. Устройство содержит электролизную ванну, по меньшей мере, один анод, закрепленную на подвеске форму и экранирующие устройства, расположенные на расстоянии от боковых поверхностей формы и образующие каналы переменного сечения, а также в электролизной ванне дополнительно установлено экранирующее устройство, закрепленное на подвеске вдоль радиусного сопряжения поверхностей формы, шириной, обратно пропорциональной кривизне сопряжения, на расстоянии, прямо пропорциональном толщине формования стенки, образующее с другими экранирующими устройствами каналы потока ионов электрического поля с поверхности анода в направлении радиусного сопряжения формообразующей поверхности формы. Технический результат: высокая точность и качество формообразования переменной толщины стенки деталей сложного профиля. 2 н. и 1 з.п. ф-лы, 4 ил.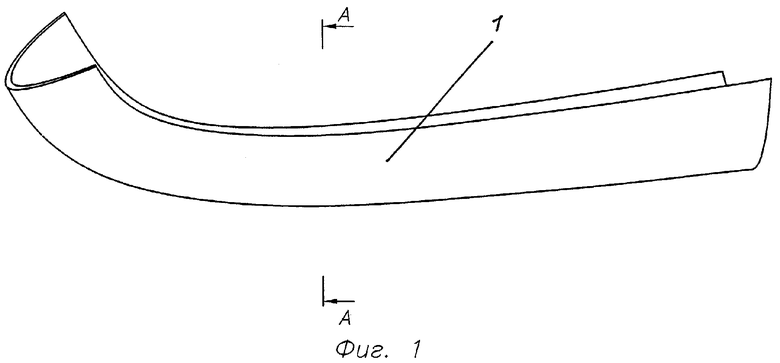
| ГРИГОРЬЕВА М.С | |||
| и др | |||
| Технология изготовления оковок лопасти вертолета электролитическим формованием из никеля | |||
| Сб | |||
| Технология и оборудование для производства лопастей вертолетов из полимерных композиционных материалов | |||
| НИАТ, 1984, с.71-74. |

