(54) СПСХ:ОБ ФОРМОВАНИЯ СТРСЯ1ТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования строительных изделий | 1978 |
|
SU700490A1 |
| Строительная теплоизоляционная панель | 1980 |
|
SU949112A1 |
| ПЛИТКА БЕЗЫСКРОВАЯ ДВУХСЛОЙНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2371415C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| Композиционный материал с направленной макроструктурой | 1977 |
|
SU717886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243887C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1993 |
|
RU2071456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| Способ бетонирования монолитных конструкций | 1986 |
|
SU1449348A1 |
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2820672C2 |
Изобретение относится к промышленности строительных материалов rf может найти применение при послойнсж формовании строительных изделий с направленной макроструктурой на заводах стройиндустрии.
Известен способ формования изделий с ячеистой структурой, включающий послойную укладку в форму на всю толщину формуемого изделия крупного заполнителя в виде сферических гранул одинакового диаметра с последую-, щим заполнением всего объема между гранулами отверждающимся связующим материалом 1.
Недостатком способа является то, что используемое связующее йещество должно иметь повышенную пластичность. Но избыток растворяющего вещества ведет к увеличению пористости отверосденного связующего материала и понижению прочности изделия.
Известен также способ формования строительных изделий с направленной микроструктурой, включающий послойную укладку, уплотнение валиком.строительного раствора с образованием лунок и размещением в них заполнителя 2.
Недостатком известного способа является отсутствие прочной связи между раствором и заполнителем и слоев раствора друг с другом вследствие чрезмерного уплотнения каждого слоя, что снижает прочность изделия.
Целью изобретения является повышение прочности изделий.
10
Поставленная цель достигается тем, что согласно способу формования строительных изделий с направленной макроструктурой, включающему послойную укладку и уплотнение строительного
15 раствора с образованием лунок и размещением в них заполнителя, уплотнение Кс1ждого слоя осуществляют пути штампования с усилием 20-100 т/см , а по окончании укладки строительного
20 раствора производят вибропрессование всех слоев.
Способ осуществляется следующим образом.
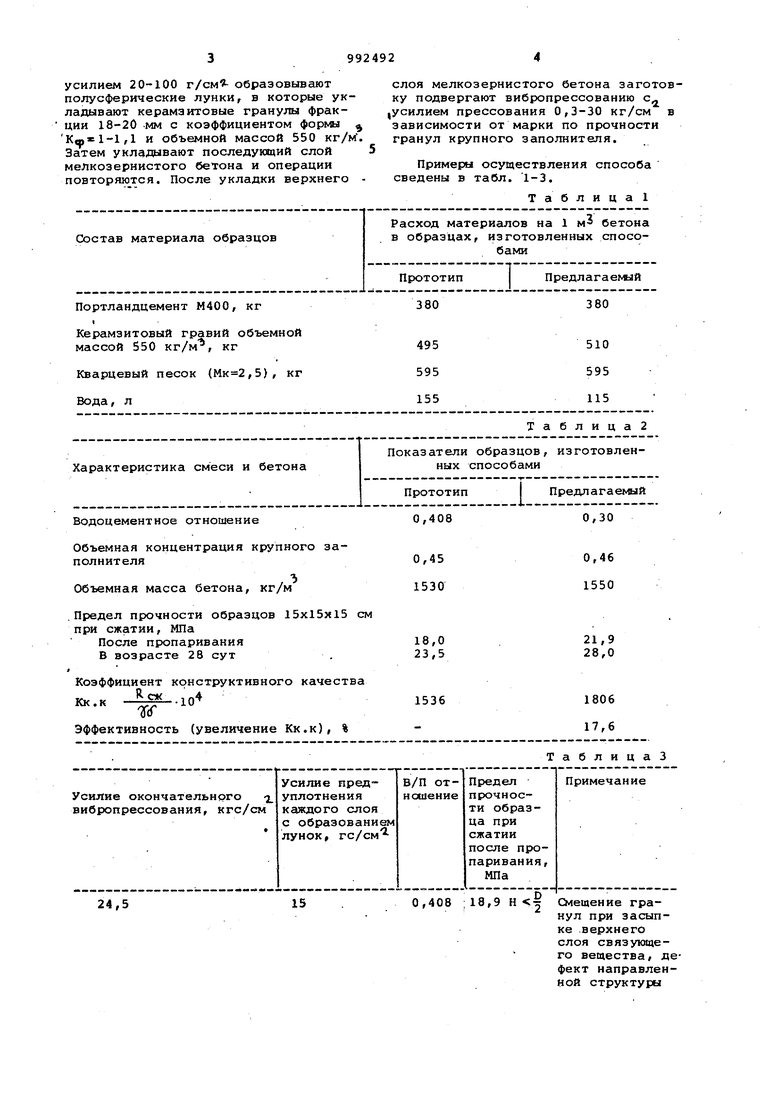
Из жесткого мелкозернистого це25ментно-песчаного бетона и керамзитового гравия изготавливают образцыкубы размером 15x15x15 см.
На дно формы укладывают слой мелкозернистого цементно-песчаного бе30тона, выравнивают и в нем штампом с
усилием 20-100 образовьгаают полусферические лунки, в которые укладывают керамзитовые гранулы фракции 18-20 мм с коэффициентом формы 1-1,1 и объемной массой 550 кг/м. Затем укладывают последующий слой мелкозернистого бетона и операции повторяются. После укладки верхнего 24,5
15
слоя мелкозернистого бетона заготовку подвергают вибропрессованию с (Усилием прессования 0,3-30 кг/см в зависимости от марки по прочности гранул крупного заполнителя.
Примеры осуществления способа сведены в табл. 1-3.
Таблица
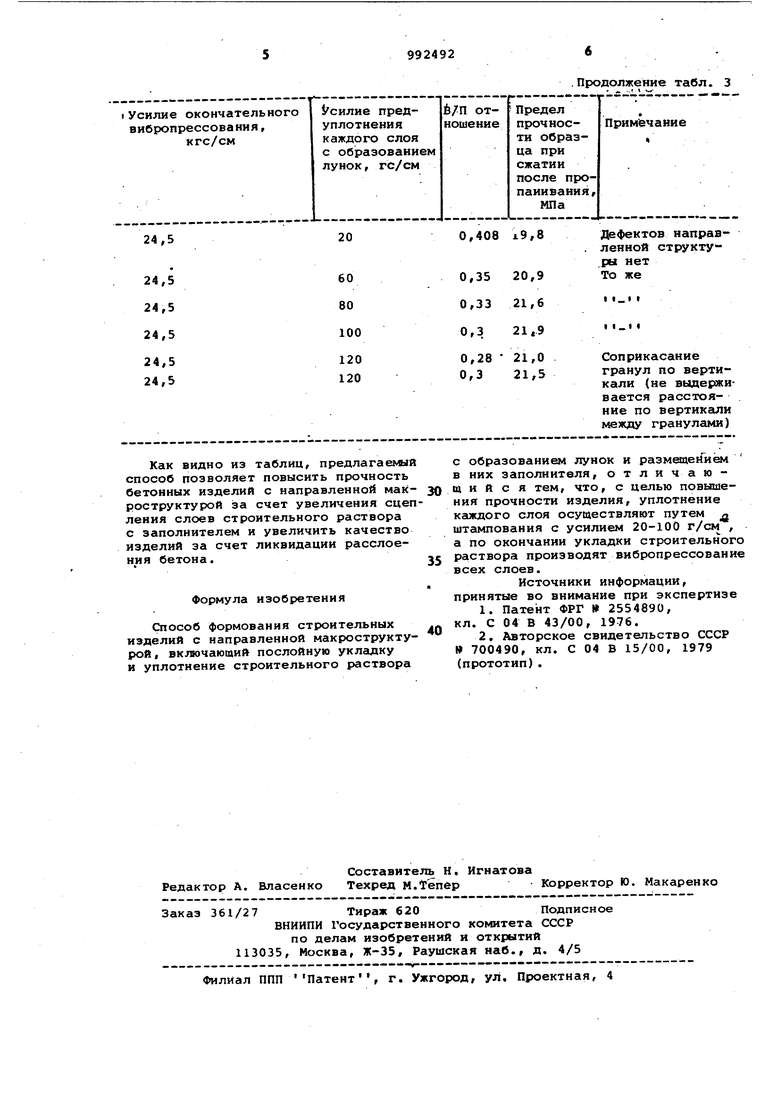
;18,9 Н -| Смещение гранул при засыпке верхнего слоя связующего вещества, дефект направленной структуры Как видно из таблиц, предлагаемый способ позволяет повысить прочность бетонных изделий с направленной макроструктурой за счет увеличения сцеп ления слоев строительного раствора с заполнителем и увеличить качество изделий за счет ликвидации расслоения бетона. Формула изобретения Способ формования стронтельных изделий с направленной макрострукту рой, включающий послойную укладку и уплотнение строительного раствора
.Продолжение табл. 3
19,8
Дефектов направленной структу.ры нет
20,9 То же
60 80 100 21,6 21,9
21,0
120
Соприкасание гранул по верти21,5 120 кали (не выдерживается расстояние по вертикёши между гранулами) с образованием лунок и размещением в них заполнителя, отличающийся тем, что, с целью повышения прочности изделия, уплотнение каждого слоя осуществляют путем « штампования с усилием 20-100 г/см , а по окончании укладки строительного раствора производят вибропрессование всех слоев. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ 2554890, кл. С 04 В 43/00, 1976. 2.Авторское свндетельство СССР 700490, кл. С 04 В 15/00, 1979 (прототип).
