Изобретение относится к области гидромашиностроения и может быть использовано при ремонте статора гидромашины.
Известен способ ремонта статора гидромашины, включающий заваривание трещин в опорных колоннах, неразъемно соединенных со статорными кольцами.
Однако при таком способе ремонта статора гидромашины после заварки трещин в опорных колоннах статора возникают остаточные напряжения растяжения в результате усадки сварных швов, что создает условия для повтоного трещинообразования в опорных колоннах при последующей эксплуатации гидромашины.
Целью изобретения является повышение эксплуатационной надежности гидромашины в послеремонтный период а также создание в опорной колонне после ремонта монтажных напряжений сжатия.
Дня достижения поставленной цели перед завариванием трещин устраняют монтажные.напряжения растяжения в каждой опорной колонне, имеющей трещины, путем отделения ее конца от одного из статорных колец, после заваривания трещин осуществляют радальное перемещение отделенного конц опорной колонны в направлении неотделенного, а затем соединяют его со статорным кольцом сварным швом, радиальное перемещение отделенного конца опорной колонны осуществляют либо путем создания в ней напряжени сжатия, либо путем охлаждения ее хладагентом.- Кроме того, отделенный конец опорной колонны перемещают на расстояние, превьш1ающее величину радиальной усадки сварного шва.
После завершения сварки устраняю внешнее воздействие на колонну,
вызвавшее перемещение ее отделенного конца.
На фиг. 1 изображен узел статора
гидромашины до его ремонта; на фиг. 2 - опорная колонна статора гидромашины, подготовленная к ремонту ; на фиг. 3 - опорная колонна статора после перемещения на величину
О U 1 ее отделенного конца/ на фиг. 4узел статора гидромашины после ремонта.
Статор гидромашины содержит опорную колонну 1 с трещинами 2, статор5 ные кольца 3, соединенные с колонной 1 сварным швом 4.
При ремонте статора гидромашины перед завариванием трещин 2 устраняют монтажные напряжения растяжения
0 в каждой опорной колонне 1, имеющей трещины 2, путем отделения ее конца от одного из статорных колец 3, после заваривания трещин 2 осуществляют радиальное перемещение отделенного
5 конца опорной колонны 1 в направлении неотделенного на величину Д1, а затем соединяют со статорным кольцом 3 сварным швом 4. Радиальное перемещение отделенного конца опорной
0 колонны 1 на величину U1 осуществляют либо путем создания в ней напряжений сжатия, либо путем охлаждения ее хладагентом. Для создания в опорной колонне 1 после ремонта монтажных напряжений сжатия, отделенный конец опорной колонны 1 перемещают на расстояние Л 1, превышающее величину радиальной усадки сварного шва 4.
Таким образом, при реализации этого способа в колонне статора после ремонта предварительно формируются сжимающие напряжения, что исключает возможность повторного трещинообразования.
Y
Т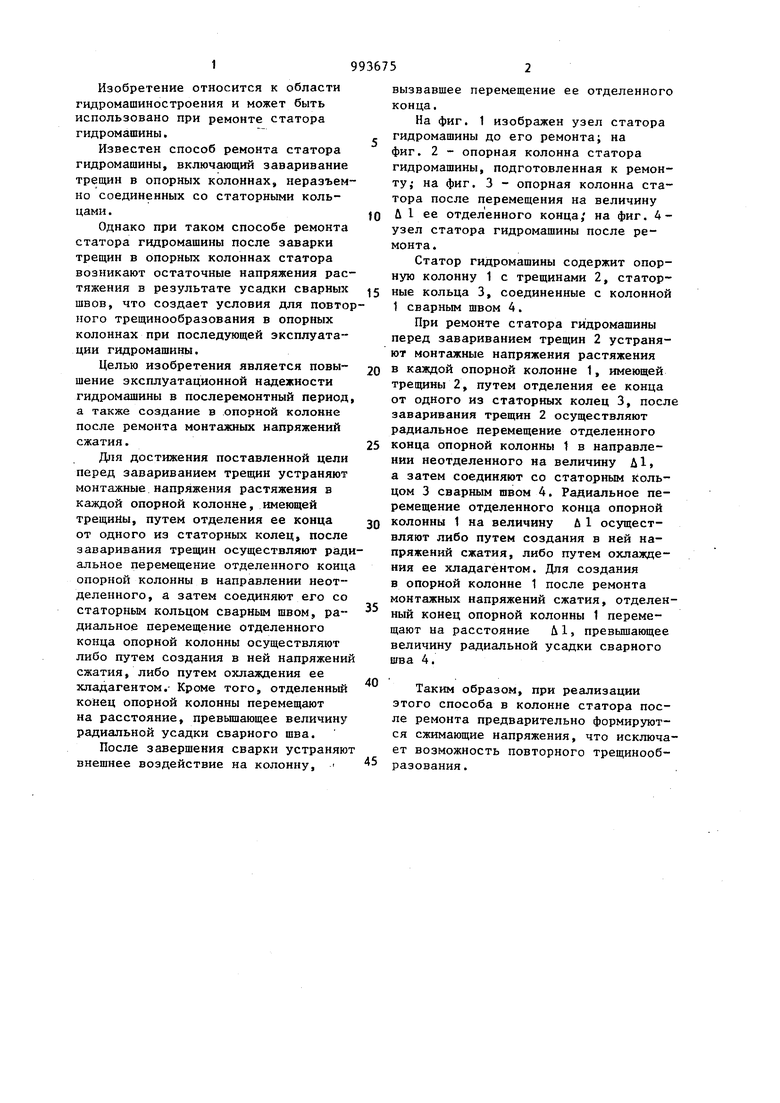
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа статора гидромашины | 1981 |
|
SU1434136A1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
| Контейнер для текучих веществ | 1979 |
|
SU1011043A3 |
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПРИЛЕГАЮЩИХ ПЛОСКОСТЕЙ КОРПУСА СТАТОРА ГИДРОМАШИНЫ | 2000 |
|
RU2181165C2 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2002 |
|
RU2244093C2 |
| СТАТОР ГИДРОТУРБИНЫ | 1992 |
|
RU2046204C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2020 |
|
RU2745677C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2002 |
|
RU2242667C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283442C1 |
1. СПОСОБ РЕМОНТА СТАТОРА ГИДРОМЙШНЫ, включающий заваривание трещин в опорных колоннах, неразъемно соединенных со статорными кольцами, отличающийся тем, что, с целью повыщения эксплуатационной надежности гидромашины в послеремонтный период, перед завариванием трещин устраняют монтажные напряжения растяжения в каждой опорной колонне, имеющей трещины, путем отделения ее конца от одного из статорных колец, после заваривания трещин осуществляют радиальное перемещение отделенного конца опорной колонны в направлении неотделенного, а затем соединяют его со статорным кольцом сварным швом. 2.Способ по п. 1, отличающийся тем, что радиальное перемещение отделенного конца опорной колонны осуществляют путем создания в ней напряжений сжатия. 3.Способ по п. 1, отличающийся тем, что радиальное перемещение отделенного конца опорной (Л колонны осуществляют путем охлаждения ее хладагентом. 4.Способ по п. 1, отличающий с я тем, что, с целью создания в опорной колонне после ремонта монтажных напряжений сжатия, отдесо ленный конец опорной колонны переме ао щают на расстояние, превьш1ающее величину радиальной усадки сварного со Од шва. ел
Фиг,
фиг. 2.
7
/
V
| Голдвэг Е | |||
| и Берри Д.Г | |||
| Растрескивание опорных лопаток пропеллерных турбин на ГЭС Литл Лонг из-за гидравлических вихрей Кармана | |||
| - В сб.: Труды американского общества инженеров-механиков | |||
| Русский перевод | |||
| Серия А | |||
| Энергетические машины и установки | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
