Изобретение относится к металлургическому оборудованию, в частности к оборудованию, применяемому в прокатных цехах для кантовки прокатываемой полосы перед задачей ее в рабочую клеть. Наиболее близок ,к предлагаемому кантователь сортового проката, содер жащий установленную на тележке кантующую втулку, ось вращения которой совмещена с вершиной нижнего угла ег прямоугольного окна, редуктор с кривошипнр-шатунным механизмом кантовки установленный на раме с возможностью ее перемещения поперек оси кантовки и стационарный привод смещения устройства из зоны кантовки с гИдроцилиндррм, связанным с рамой редуктораСМ. ; Недостатком известного решения яв ляется сложность конструкции ввиду наличия отдельных приводов для кантовки изделий и для смещения устройства из зоны кантовки. Целью изобретения -является прощение конструкции путем осуществлв ния операций кантовки и смещения при помощи одного привода. Указанная цель достигается твм что кантователь сортового проката, содержащий установленную на тележке кантукмцую втулку, ось враицения которой совмещена с вершиной нижнего угла ее прямоугольного окна, редуктор с кривошипно-шатунным механизмом кан товки, установленный на раме с возможностью ее перемещения поперек оси кантовки, и стационарный привод смещения устройства, из зоны кантовки с гидроцилиндром, связанным с рамой редуктора, согласно изобретению, снабжен двуплечим рычагом, установленным своей опорой на раме редуктора, одно плечо которого связано с гидроциЛИНДром смещения, а другое с шатуном редуктора, гидроцилиндр выполнен двухходовым, а его связь с рамой выполнена.в виде двустороннего упора, жестко смонтированного на рычаге.
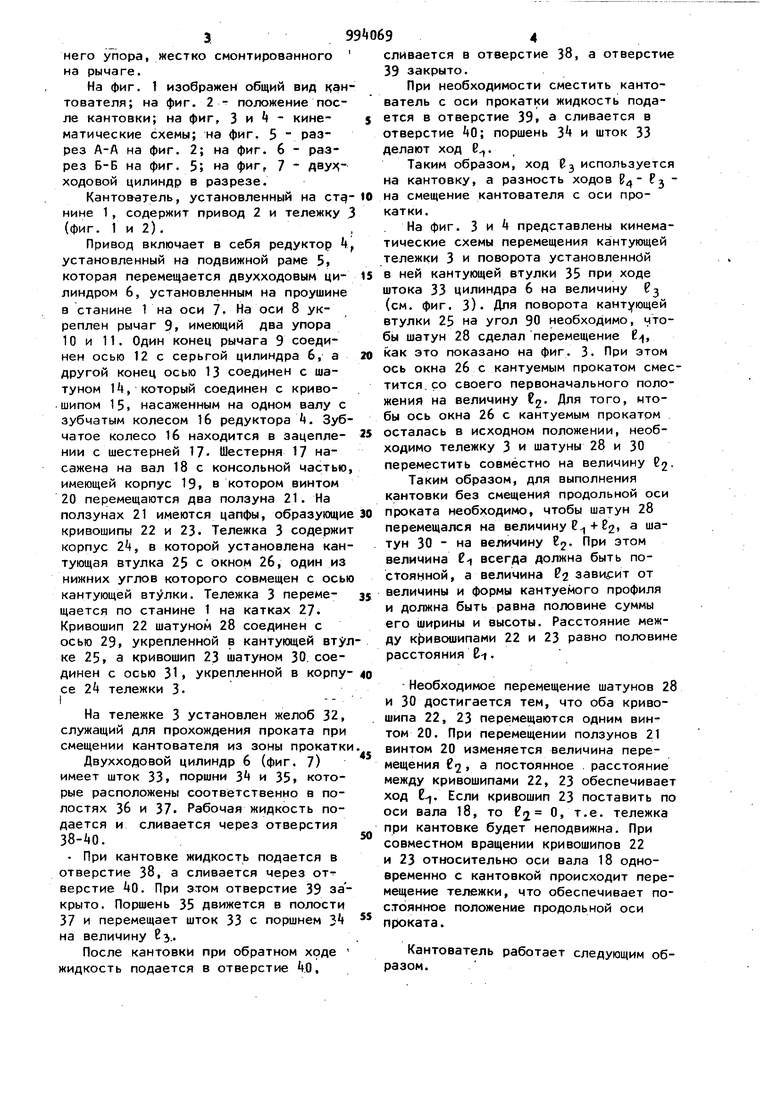
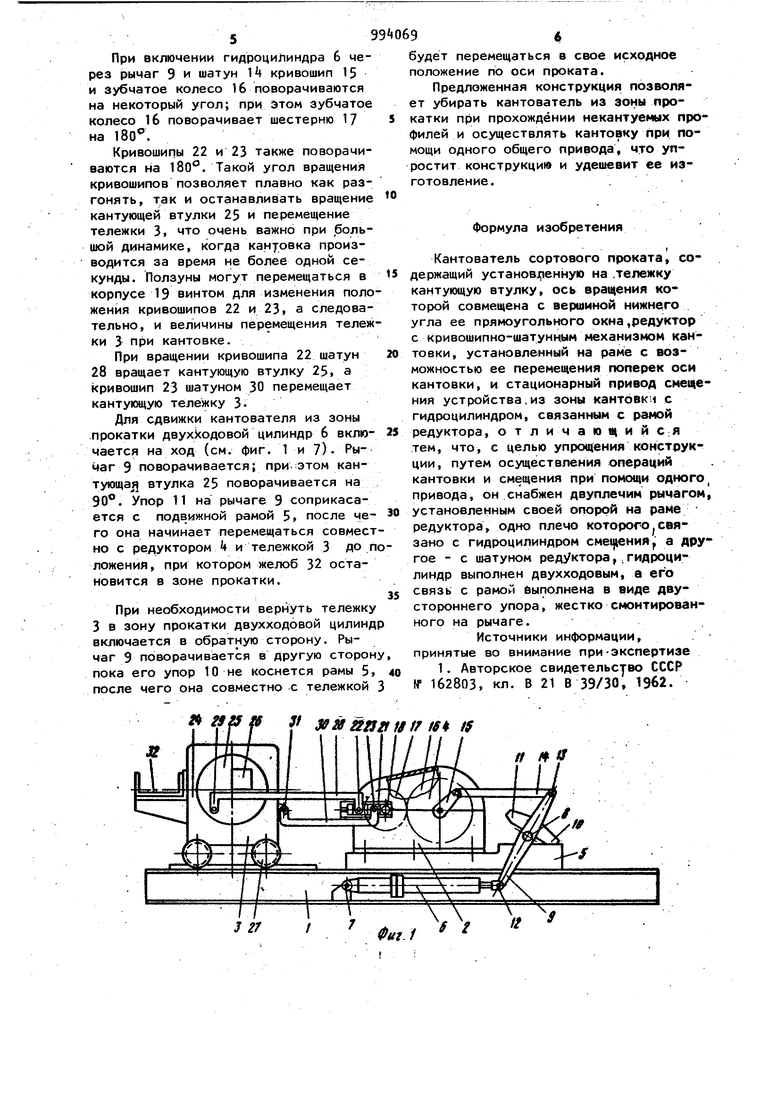
На фиг. 1 изображен общий вид кантователя; на фиг, 2 - положение после кантовки; на фиг, 3 и - кинематические схемы; на фиг. 5 разрез А-А на фиг. 2; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг, 7 - дву ходовой цилиндр в разрезе.
Кантователь, установленный на ст нине 1 , содержит привод 2 и тележку .3 (фиг. 1 и 2).
Привод включает в себя редуктор 4, установленный на подвижной раме 5 которая перемещается двухходовым цилиндром 6, установленным на проушине в станине 1 на оси 7. На оси 8 укреплен рычаг 9 имеющий два упора 10 и 11. Один конец рычага 9 соединен осью 12 с серьгой цилиндра 6, а другой конец осью 13 соединен с шатуном 14, который соединен с кривошипом 15, насаженным на одном валу с зубчатым колесом 16 редуктора f. Зубчатое колесо 16 находится в зацеплеНИИ с шестерней 17- Шестерня 17 насажена на вал 18 с консольной частью, имеющей корпус 19 в котором винтом 20 перемещаются два ползуна 21. На ползунах 21 имеются цапфы, образующие кривошипы 22 и 23. Тележка 3 содержит корпус , в которой установлена кантующая втулка 25 с окном 26, один из нижних углов которого совмещен с осью кантующей втулки. Тележка 3 перемещается по станине 1 на катках 27. Кривошип 22 шатуном 28 соединен с осью 29, укрепленной в кантующей втулке 25, а кривошип 23 шатуном 30. соединен с осью 31 укрепленной в корпусе 24 тележки 3.
I -- .
На тележке 3 установлен желоб 32, служащий для прохождения проката при смещении кантователя из зоны прокатки
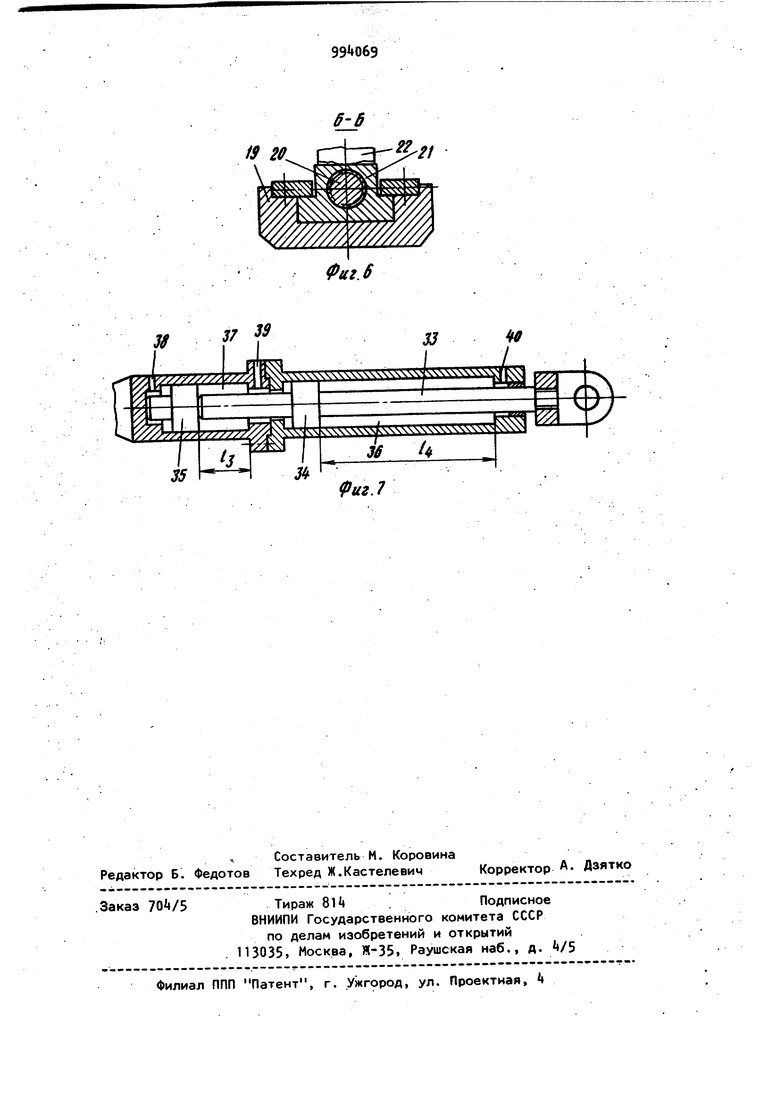
Двухходовой цилиндр 6 (фиг. 7) имеет шток 33, поршни 34 и 35 которые расположены соответственно в полостях 36 и 37. Рабочая жидкость подается и сливается через отверстия 38-40.
При кантовке жидкость подается в отверстие 38, а сливается через отверстие 40. При этом отверстие 39 закрыто. Поршень 35 движется в полости 37 и перемещает шток 33 с поршнем 34 на величину ЕЭ.«
После кантовки при обратном ходе жидкость подается в отверстие 40,
сливается в отверстие 38, а отверстие 39 закрыто.
При необходимости сместить кантователь с оси прокатки жидкость подается в отверстие 39 а сливается в отверстие 40; поршень 34 и шток 33 делают ход 8.
Таким образом, ход С используется на кантовку, а разность ходов F 3 на смещение кантователя с оси прокатки.
На фиг. 3 и 4 представлены кинематические схемы перемещения кантующей тележки 3 и поворота установленной в ней кантующей втулки 35 при ходе штока 33 цилиндра 6 на величину (см. фиг. 3). Для поворота кантующей втулки 25 на угол 90 необходимо, чтобы шатун 28 сделал перемещение 6.), как это показано на фиг. 3. При этом ось окна 2б с кантуемым прокатом сместится, со своего первоначального положения на величину 2- Для того, нтобы ось окна 26 с кантуемым прокатом осталась в исходном положении, необходимо тележку 3 и шатуны 28 и 30 переместить совместно на величину 2Таким образом, для выполнения кантовки без смещения продольной оси проката необходимо, чтобы шатун 28 перемещался на величину 8. + 82, а шатун 30 - на величину 2- это величина С всегда должна быть постоянной, а величина Pj зависит от величины и формы кантуемого профиля и должна быть равна половине суммы его ширины и высоты. Расстояние между к{)ивошипами 22 и 23 равно половине расстояния E-f.
- Необходимое перемещение шатунов 28 и 30 достигается тем, что оба кривошипа 22, 23 перемещаются одним вин том 20. При перемещении ползунов 21 винтом 20 изменяется величина перемещения 2 а постоянное . расстояние между кривошипами 22, 23 обеспечивает ход . Если кривошип 23 поставить по оси вала 18, то 2 О, т.е. тележка при кантовке будет неподвижна. При совместном вращении кривошипов 22 и 23 относительно оси вала 18 одновременно с кантовкой происходит перемещен 1е тележки, что обеспечивает постоянное положение продольной оси проката.
Кантователь работает следующим образом. 5Э При включении гидроцилиндра 6 через рычаг 9 и шатун 14 кривошип 15 и зубчатое колесо 16 поворачиваются на некоторый угол; при этом зубчатое колесо 16 поворачивает шестерню 17 . Кривошипы 22 и 23 также поворачиваются на . Такой угол вращени Я кривошипов позволяет плавно как разгонять, так и останавливать вращение кантующей втулки 25 и перемещение тележки 3, что очень важно при большой динамике, когда кануовка производится за время не более одной секунды. Ползуны могут перемещаться в корпусе 19 винтом для изменения поло жения кривошипов 22 и 23, а следовательно, и величины перемещения тележ ки 3 при кантовке. При вращении кривошипа 22 шатун 28 вращает кантующую втулку 25, а кривошип 23 шатуном 30 перемещает кантующую тележку 3. Для сдвижки кантователя из зоны .прокатки двухХодовой цилиндр 6 включается на ход (см. фиг. 1 и 7). Рычаг Э поворачивается; прк этом кантующа } втулка 25 поворачивается на 90°. Упор 11 на рычаге 9 соприкасается с подвижной рамой 5. после чего она начинает перемещаться совмест но с редуктором Л и тележкой 3 до п ложения, при котором желоб 32 остановится в зоне прокатки. При необходимости вернуть тележку 3 в зону прокатки двухходовой цилинд включается в обратную сторону. Рычаг 9 поворачивается в другую сторон пока его упор 10 не коснется рамы 5 после чего она совместно с тележкой Л /У f 3ff«iiaiii9ir № Фиг. 1 Э будет перемещаться в свое исходное положение по оси проката. Предложенная конструкция позволяет убирать кантователь из зоны прокатки при прохождении некантуемых профилей и осуществлять кантовку при помощи одного общего привода, что упростит конструкцию и удешевит ее изготовление.. Формула изобретения Кантователь сортового проката, содержащий ycтaнoвJpeннyю на .тележку кантующую втулку, ось вращения которой совмещена с вершиной нижнего угла ее прямоугольного окна,редуктор с кривошипно-шатунным механизмом кантовки, установленный на раме с возможностью ее перемещения поперек оси кантовки, и стационарный привод смещения устройства,из зоны кантовки с гидроцилиндром, связанным с рамой редуктора, отличающий с я тем, что, с целью упрощения конструкции, путем осуществления операций кантовки и смещения при помощи одного привода, он снабжен двуплечим рычагом, установленным своей опорой на раме редуктора, одно плечо которого связано с гидроцилиндром сме1)ения, а другое - с шатуном редуктора,.гидроцилиндр выполнен двухходовым, а его связь с рамой быполнена в виде двустороннего упора, жестко смонтированного на рычаге. Источники информации, принятые во внимание при-экспертизе 1. Авторское свидетельсуво СССР ff 162803, кл. В 21 В 39/30, 1962. IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь сортового проката | 1981 |
|
SU997885A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА С КАНТУЮЩЕЙВТУЛКОЙ | 1967 |
|
SU205793A1 |
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Кантователь сортового проката | 1955 |
|
SU869896A1 |
| Кантователь длинномерного проката, установленный в линии его правки | 1978 |
|
SU787129A1 |
| Кантователь сортового проката | 1990 |
|
SU1733144A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА С КАНТУЮЩЕЙВТУЛКОЙ | 1964 |
|
SU162803A1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА С КАНТУЮЩЕЙ ВТУЛКОЙСС<^СС);ОСНДЯ'{^'•'•'-i^ml.t.\r. .; ._ 1 l^(^t ^t u] _-'-'^^OrLKA | 1971 |
|
SU304012A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА | 1988 |
|
SU1559517A1 |
23302126
,,
19 W 20 2i
R
Фиг.д
-22
I
,i
1
19 20.
Фиг. 6 J7
//
Фиг Л 9
