(54)УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА Изобретение относится к индукционному нагреву металлических изделий и может быть использовано в машинострое нии для методического нагрева мерных изделий в агрегатах термообработки, а также в установках нагрева под штамповку. Известны установки для индукционного нагрева, в которых выгрузка производится эращающимися роликами, уста новленными на выходе из индуктора fl , Однако в подобных устанонках обеспечиваются надежная выгрузка и необходимое для равномерности нагрева заглубление только относительно длинных изделий. Известна также установка для индук ционного нагрева, в которой выгрузка производится специальными захватывающими органами, приводимыми в действие от одного привода с механизмом перемещения изделий и использующими упор для создания необходимого заглубления 2. Однако в таких установках из-за усложнения механизмов выгрузки и схемы управления снижается надежносп работы. .Существенными недостатками этих установок являются увеличение габаритов зд счет механизмов выгрузки, а также необходимость выдвижения нагретого изделия из индуктора для захвата, т.е. изделия длиной, равной заглублению в индуктор, и более короткие, а также изделия с сужением сечения у конца со стороны выгрузки не могут обрабатьшаться на подобных установках с высоким качеством нагре ва. Перемещение упором столба изделий в обратном направлении после выгрузки одного из них создает повышенный износ направляющих на всей длине, усилие механизма возврата равно рабочему усилию, последующее изделие, хотя кратковременно, выходит из зоны нагрева, т.е. ухудшается качество нагрева. Известна также установка для инукционного нагрева, содержащая механизм перемегесения и выгрузки изделия из индуктора, вьшолненный в виде шагающих балок fS . Основной недостаток - ненадежность выгрузки нагретого изделия из индуктора вследствие возможности его спекания со столбом изделий, находящихся ё индукторе и отделения его от столба за счет собственного веса. Цель изобретения повьшение надежности выгрузки и расширение технологических возможностей.
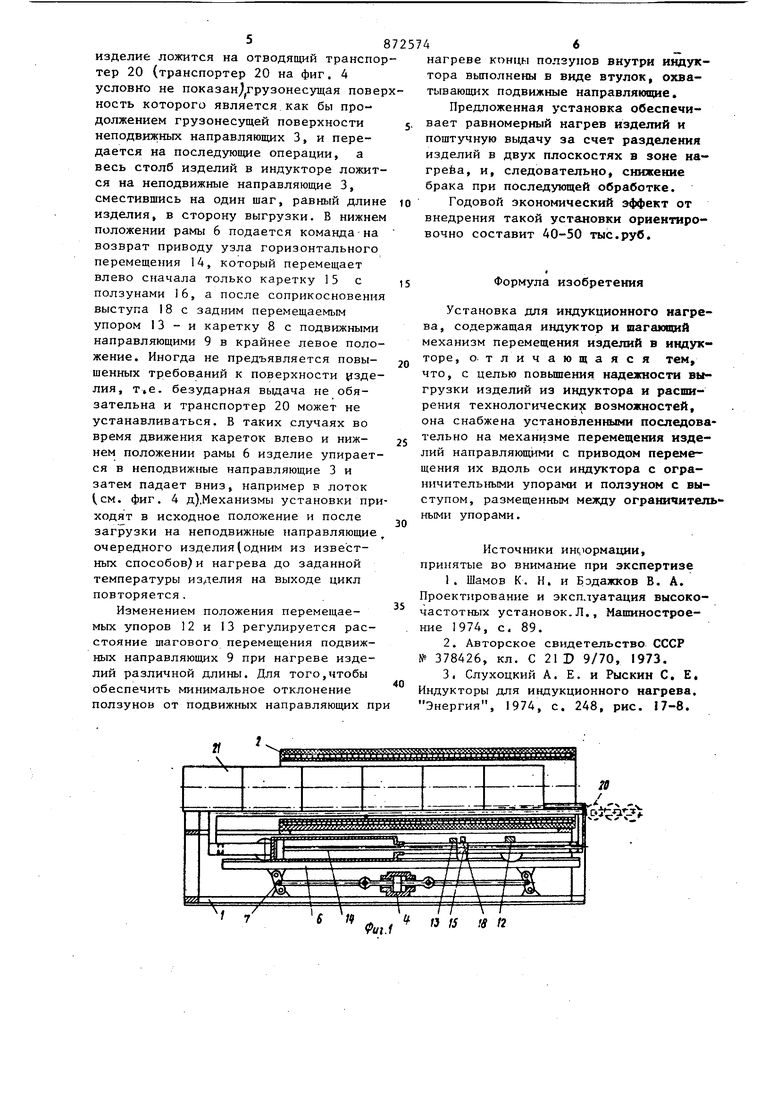
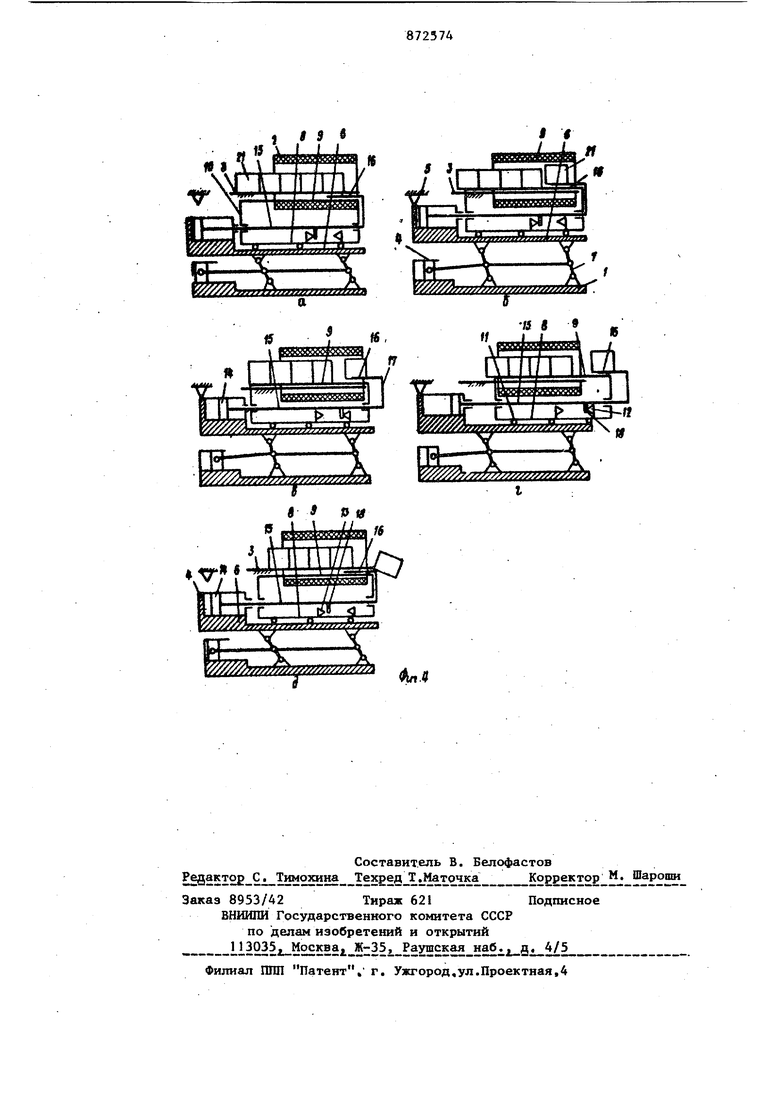
Поставленная цель достигается тем, что установка, содержащая индуктор и шагающий механизм перемещения изделий is в индукторе, снабжена установленными последовательно на механизме пеоемеше ния изделий направляющими с приводом перемещения их вдоль оси индуктора и с ограничительными упорами и ползуном с выступом, размещенным между ограничительными упорами. На фиг. 1 схематически представлена предлагаемая установка, продольный разрез; на фиг. 2 - то же, вид спереди; на фиг. 3 - ползуны, вид спереди CBepxyJ на фиг. 4 - схематич ное изображение положений механизмов и изделий во время работы ; а исходное положение, б - после подъем изделий, в - в начале совместного движения обеих кареток, г - в конце рабочего хода механизмов, д - при возврате механизмов назад и сбросе изделия. Установка состоит из станины 1, н которой закреплены индуктор 2, непод вижные направляющие 3, механизм шаго вого перемещения 4 с ограничителями подъема 5, выполненный в виде рамки 6, установленной на качающихся рычагах 7, а также каретка 8 с подвижными направляющими 9, закрепленными на стойках 10 с катками 11, передним 12 и задним 13 Перемещаемыми упорами и приводом 14. На подъемной раме 6 раз мещена каретка 15с ползунами 16 из жаропрочной стали, закрепленными одним кoнцo на стойке 17 и скользящим по подвижным направляющим, выступом 18 .и катками 19. Со стороны выгрузки из индуктора к установке примыкает отводящий орган, который может быть выполнен в виде наклонного лотка или приводного рольганга 20. Установка работает следующим образом, г. Изделия 21 нагреваются в индуктор 2, находясь на неподвижных направляю
щения 4. Рама 6 механизма шагового перемещения двигается вверх и вправо до соприкосновения с ограничителями подъема. Во время подъема сначала выщих 3. Подъемная рама 6 находится в исходном положении внизу, каретка 8 с подвижными направлякицими 9 - на стойках 10 и каретка 15 с ползунами 16 находится в левом положении, ползуны 16 и подвижные направляющие 9 не касаются изделий (см.фиг. 4 а. При получении от схемы управления команды на выдачу нагретого изделия включается механизм шагового переместупающие над подвижными направляющими 9 ползуны 16 соприкасаются с крайним, подлежащим выдаче, изделием 21, снимают его с неподвижных направляющих 3 и при дальнейшем подъеме смещают его в вертикальной и горизонтальной плоскостях, отделяя от остальных Изделий, затем подвижные направляющие 9 соприкасаются со всеми остальными изделиями и приподнимают их над неподвижными направляющими 3. Смещение при выгрузке изделия одновременно в двух направлениях позволяет надежно отрывать друг от друга изделия с косыми или неровными торцами и слипшиеся изделия (см. фиг. 4 &). В верхнем положении подъемной рамы 6 подается команда на перемещение изделий, в сторону выгрузки - включается привод узла горизонтального перемещения 14, передвигающий каретку 15 на катках 19 вправо (катки 19 на фиг, 4 условно не показаны, При этом ползуны 16, закрепленные на стойке 17 одним концом и скользяр.ие по поверхности подвижных направляющих 9, переносят лежащее на них изделие к выходу из индуктора (см. фиг, 4 в), При дальнейшем движении каретки 15 выступ 18, закрепленный на ней, упирается в передний (правый перемещдемый упор 12 каретки 8, которая двигаясь на катках 11, переносит все изделия на подвижных направляющих 9 и ползуне 16 в сторону выгрузки на расстояние, равное длине обрабатываемого изделия, причем нагретое изделие полностью удаляется из индуктора, а последующее находится в индукторе в зоне нагрева с необходимым заглублением (см. фиг. 4 rjl В этом положении подается команда на опускание подъемной рамы 6, подвижные направляющие 9 и ползуны 16 уходят в нижнее положение, а нагретое изделие ложится на отводящий трансп тер 20 (транспортер 20 на фиг. 4 условно не показан грузонесущая пов ность которого является как бы продолжением грузонесущей поверхности неподвижных направляющих 3, и передается на последующие операции, а весь столб изделий в индукторе ложи ся на неподвижные направляющие 3, сместившись на один шаг, равный дли изделия, в сторону выгрузки. В нижн положении рамы 6 подается команда н возврат приводу узла горизонтального перемещения 14, который перемещает влево сначала только каретку 15 с ползунами 16, а после соприкосновени выступа 18 с задним перемещаемым упором I3 - и каретку 8 с подвижными направляющими 9 в крайнее левое поло жение. Иногда не предъявляется повышенных требований к поверхности узде лия, т.е. безударная выдача не обязательна и транспортер 20 может не устанавливаться. В таких случаях во время движения кареток влево и нижнем положении рамы, 6 изделие упирает ся в неподвижные направляющие 3 и затем падает вниз, например в лоток {см. фиг. 4 д).Механизмы установки пр ходят в исходное положение и после загрузки на неподвижные направляющие очередного изделия(одним из известных способов и нагрева до заданной температуры изделия на выходе цикл повторяется. Изменением положения перемещаемых упоров 12 и 13 регулируется расстояние шагового перемещения подвижных направляющих 9 при нагреве изделий различной длины. Для того,чтобы обеспечить минимальное отклонение ползунов от подвижных направляющих п
t1
fmy TlltitTl mT iraW W T
7
7/ г
..г /J fS S (2 4 нагреве концы ползунов внутри индуктора выполнены в виде втулок, охватывающих подвижные направляющие. Предложенная установка обеспечивает равномерный нагрев изделий и поштучную выдачу за счет разделения изделий в двух плоскостях в зоне наrpefea, и, следовательно, cHHKetme брака при последующей обработке. Годовой экономический эффект от внедрения такой установки ориентировочно составит 40-50 тыс.руб. Формула изобретения Установка для индукционного иагрева, содержащая индуктор и шагающий механизм перемещения изделий в индукторе, отличающаяся тем, что, с целью повьшения надежности выгрузки изделий из индуктора и расширения технологических возможностей, она снабжена установленными последова тельно на механизме перемещения изделий направляющими с приводом перемещения их вдоль оси индуктора с ограничительными упорами и ползуном с выступом, размещенным между ограничитель ными упорами. Источники инсюрмации, принятые во внимание при экспертизе 1.Шамов К. Н. и Бэдажков В. А. роектирование и эксплуатация высокоастотных установок,Л., Машиностроеие 1974, с. 89. 2.Авторское свидетельство СССР 378426, кл. С 21D 9/70, 1973. 3.Слухоцкий А. Е. и Рыскин С. Е. ндукторы для индукционного нагрева. Энергия, 1974, с. 248, рис. 17-8.
/7 i8
$
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| Устройство для термической обработки изделий | 1980 |
|
SU1082842A1 |
| Индукционная установка для нагрева штучных заготовок | 1980 |
|
SU897864A1 |
| Установка для нагрева заготовок | 1976 |
|
SU663736A1 |
| Установка для индукционного нагреваиздЕлий | 1979 |
|
SU836136A1 |
| Установка для индукционного нагрева | 1979 |
|
SU846574A1 |
| Шаговый конвейер для перемещения заготовок через цилиндрический индуктор | 1988 |
|
SU1597398A1 |
| Установка для нагрева плоских заготовок | 1982 |
|
SU1041587A1 |
| Установка для индукционного нагрева изделий | 1976 |
|
SU659634A1 |
16
f 9 в
I t
.9
