Изобретение относится к технике нагрева металла под обработку давлением я может быть использовано в кузнечных машинных линиях для нагрева цилиндрических заготовок с их поштучной ориентированной выдачей.
Цель изобретения - повышение надежности работы установки.
На чертеже схематично изображена установка для индукционного нагрева деталей, общий вид.
Установка содержит установленные в едином корпусе (не показан) индукторы ,1 с горизонтальной осью, регулируемый электропривод 2 постоянного тока, связанный через муфту 3, редуктор 4 и муфту 5 с кривошипом 6. На пальце кривошипа 6 шарнирными концами сидят шатуны 7 и 8, связанные соответственно с коромыслами 9 и 10, Через вал 11.коромысло 9 жестко связано с коническим сектором 12, входящим в зацепление с шестерней 13 3-акрепленной на валу 14. Вал 14 передает качательное движение зубчатому колесу 15, входящему в зацепление с шестерней 16. Зацепление пары 15, 16 образует повышающую со стороны привода передачу с. передаточным отношением i. Вращение шестерни 16 . через вал 17 и фрикционную муфту 18, сила сцепления которой определяется пружиной 19, передается на шестершо 20, -сидящую на валу 21 и сдеплеинз ю с шестерней 22 вала 23. Зацепление пары 20, 22 образует понижающую со стрроны привода передачу с переда-г. точным отношением I/i, На нижнем конце зала 23 жестко закреплена рука манипулятора 24 со стаканом 25 приема и выдачи заготовок. Ось вала 23 является орью поворота манипулятора на и расположена в вертикальной плоскости над осью индукторов 1 -под углом 45 к ней. При ходе руки манипулятора 24 от индукторов 1- к прессу (не показан ) торец нагретой заготовки скользит по круговой на- правляквдей 26. В конечных положениях рука манипулятора 24 садится, на упо.т ры 27 и 28. Коромысл о 10 через тягу 29 связано с качателем 30, который, в свою очередь, через поводок 31 связан с задающей кареткой 32. Ка- чатель 30 через вал 33 передает ;качание рычагу 34, связанному через тягу 35 с рычагом 36, жестко сидящим на оси 37. Качагельное движение
0
5
0
5
оси 37 через жестко связанную с ней коническую шестерню 38 передается на шестерню 39, в свою очередь жестко связанную с осью перекладчика 40. В приемную позицию перекладчика 40 заготовка подается с помощью приводных роликов 41 до регулируемого упора 42.
Установка работает следующим образом.
Вращение электродвигателя 2 через соединительные, муфты 3 и 5 и редуктор 4 передается на кривошип 6. Вращение кривошипа 6 шарнирными четы- рехзвенниками преобразуется з качательное движение коромысел 9 и 10.
Качание коромысла 9 через сектор 2 и далее по кинематической цепи передается руке манипулятора 24. Угол качения, задаваемый коромыслом 9, больше 180 - угла поворота руки манипулятора 24 между упорами 27 и 28. Избыток угла поворота выделяется при пробуксовывании муфты 18.
Качание коромысл а 10 вызывает с одной стороны возвратно-поступа-г тельное движение задающей каретки 32, а с другой стороны - качательное дви- (жение перекладчика 40 заготовок.
Подаваемая роликами .41 заготовка доходит до упора 42 ц останавливает ся. В этот момент перекладчик 40 движением вверх перемещает заготов- 5 ° УР наклонного столика 43,. по которого она скатывается в позицию толкателя, роосную с индукторами 1 . После этого задакнцая каретка 32, находившаяся в заднем положении, движением вперед проталкивает заготовку в индуктор I. Столб нагреваемых заготовок, находящихся в индукторах 1, также проталкивается вперед на длину заготовки до упора 44, Пос- 5 ледняя нагретая до необходимой температуры заготовка попадает при этом в стакан 25 руки манипулятора 24, сидящего в этот момент на упоре 27, Рука манипулятора 24 совершает поворот на 180° вокруг оси вала 23, перемещая при этом нагретую заготовь ку, находящуюся в стакане 25, Заготовка при этом скользит своим торцом по круговой напранияющей -26, В момент посадки руки манипулятора 24 на упор 28 направлякщая 26 под заготовкой, находящейся в этот момент в вертикальном положении, прерывается и заготовка уходит вниз, в прием0
0
0
5
ное устройство 45 последующего тех-, нологического оборудования (например, пресса ) до упора 46. Рука манипулятора 24 после этого возвращается к индукторам 1 на упор 27 за новой заготовкой.
Далее цикл работы повторяется. Жесткая кинематическая связь всех
ры, соединенные кинематической связью механизм приема и передачи заготовок, манипулятор выдачи заготовок с встроенной В-цепь его привода фрикционной муфтой, отличаю- ,щ а я с я тем, что, с целью повы- пГения надежности работы, установка снабжена встроенными в цепь привода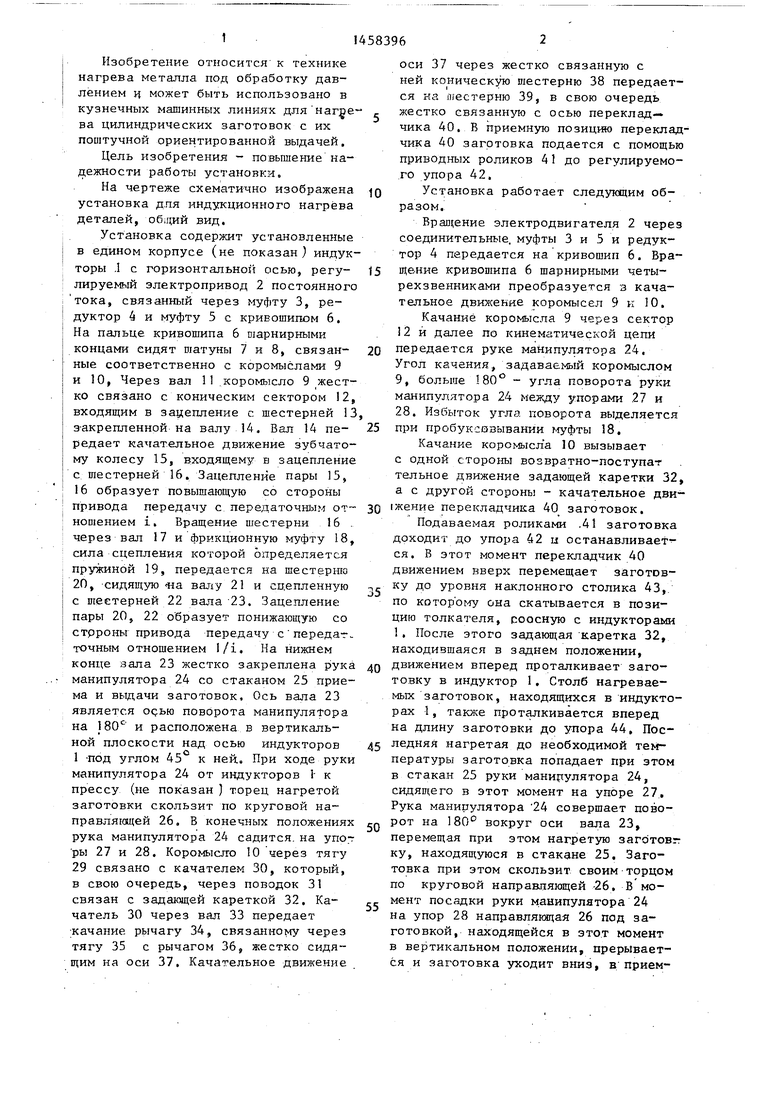
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Горизонтально-ковочный автомат горячей высадки и прошивки кольцевых деталей | 1958 |
|
SU124781A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Импульсная изменяемая передача вращения | 2016 |
|
RU2629765C2 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| Рука манипулятора | 1981 |
|
SU973348A1 |
| СПОСОБ ОБРАБОТКИ НА КОПИРОВАЛЬНОМ СТАНКЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1929 |
|
SU35106A1 |
Изобретение относится к нагреву металла под обработку давлением и может быть использовано в кузнечных машинных линиях для нагрева цилиндрических заготовок с их поштучной ориентированной выдачей. Целью изобретения является повышение надежности работы. Установка содержит индукторы (И) I, электропривод 2, кинематически связанный через кривошип 6, систе- ма рычагов и зубчатых передач с рукой манипулятора. (М) 24, с перекладчиком (П) 40 и с задающей кареткой (К) 32. В цепь привода М 24-встроена фрикционная муфта (ФМ) 18. Перед ФМ 18 введена ускоряющая передача 15,. 16, а после ФМ 18 - замедляющая 20, 22 с сохранением величины передаточного .отношения. М 24 выполнен с возможностью поворота на 180° вокруг оси, лежащей в вертикальной плоскости, проходящей через ось И 1 положенной над ней под углом 45 . Вращение кривошипа 6 преобразуется в качательное движение руки М 24, возвратно-поступательное движение К 32 и качательное движение П 49. Подаваемую заготовку П 40 поднимает в позицию толкания, и К 32 проталкивает ее в И 1. В это время нагретая заготовка попадает в стакан 25 руки М 24 и переносится на 180° в приемное устройство 45 последующего технологического оборудования. Рука М 24 возвращается к И 1 за новой заготовкой. Цикл работы повторяется. 1 ил. ,20/ (Л 4 Сг ОС) 00 с 05
устройств установки с приводом от од- 10 манипулятора до фрикционной муфты ного электродвигателя обеспечивает их строго согласованную работу.
повьппаищей передачей, а после муфт понижамцей передачей. .
Формула изобретения
Г. Установка для индукционного. нагрева деталей, содержащая индуктоманипулятора до фрикционной муфты
повьппаищей передачей, а после муфты - понижамцей передачей. .
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
