(54) УСТАНОВКА ДЛЯ НАГРЕВА ИЗДЕЛИЙ В ПОПЕРЕЧНОМ МАГНИТНОМ ДОЛЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева заготовок в поперечном магнитном поле | 1980 |
|
SU994569A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Устройство для укладки в пакет металлических чушек | 1983 |
|
SU1162715A1 |
| Установка для индукционного нагрева заготовок | 1977 |
|
SU789594A1 |
| Установка для индукционного нагрева деталей | 1985 |
|
SU1458396A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
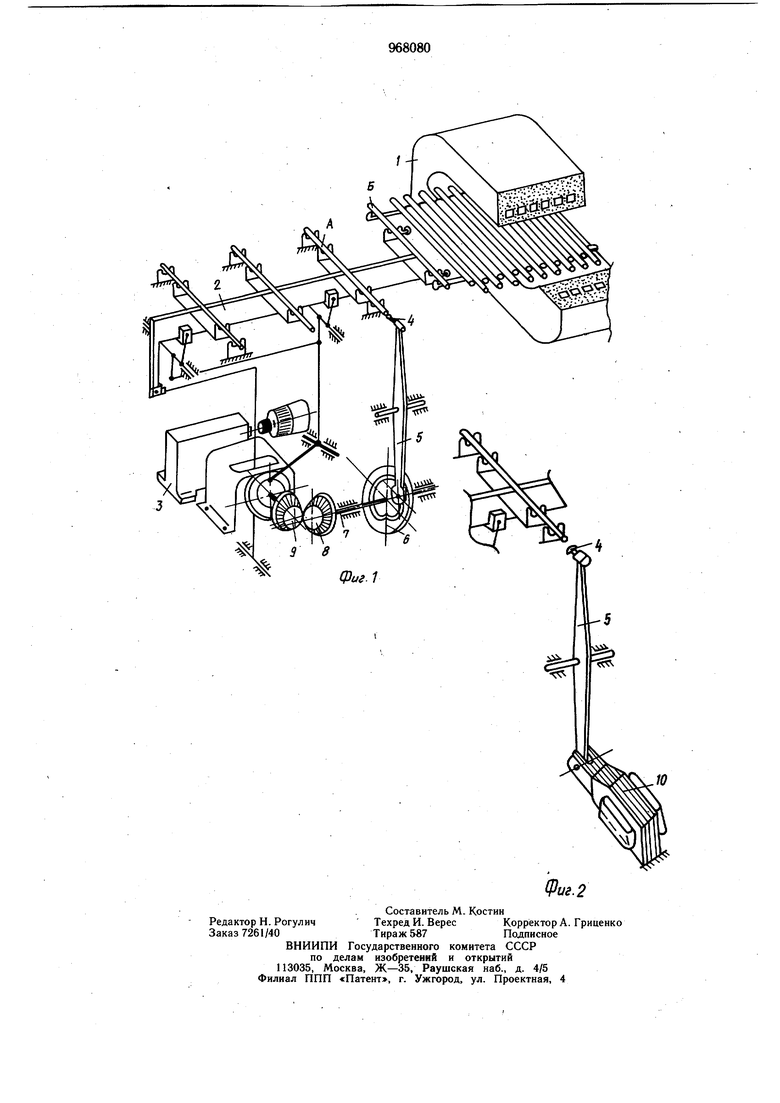
Изобретение относится к индукционному нагреву изделий для термической и термомеханической обработки. Известно механизированное устройство индукционного нагрева, в котором нагреваемые изделия перемещаются в магнитном поле в сплошном пакетном состоянии, причем расположение пакета диктуется условиями технологического процесса, а выгрузка нагретого изделия из индуктора осуществляется свободно или какими-либо средствами механизации 1. Известна установка для нагрева изделий в поперечном магнитном поле, содержащая овальный индуктор, механизм щагового перемещения, укладки изделий в пакет и подачи его через индуктор, соединенный с приводом 2. Недостатком известных установок является нестабильная работа из-за взаимного сваривания заготовок в пакете по заусенцам на торцах заготовок. Цель изобретения - обеспечение надежности в работе установки за счет исключения сваривания изделий в индукторе. Поставленная цель достигается тем, что установка для нагрева изделий в поперечном магнитном поле, содержащая овальный индуктор, механизм шагового перемещения, укладки изделий в пакет и подача его через индуктор, соединенный кинематически с приводом, снабжена механизмом смещения изделий, установленным перед индуктором и выполненным в виде поворотного двуплечего рычага. При этом один из концов рычага связан с приводом при помощи пазового кулачка и зубчатого зацепления с передаточным отношением 1:2 или при помощи электромагнита, взаимодействующего с приводом через цикл его работы. На фиг. 1 изображена индукционная установка с регулятором формирования пакета, имеющим механическую связь с общим приводом; на фиг. 2 - регулятор формирования пакета, имеющий электрическую связь с общим приводом. Установка содержит овальный индуктор 1, механизм 2 транспортировки, укладки изделий в пакет и подачи пакета через индуктор, соединенные с приводом 3. Перед индуктором 1 устанавливается механизм 4 смещения изделий, выполненный, например, в виде поворотного двуплечего рычага 5, один из концов которого соединен с приводом посредством пазового кулачка 6, закрепленного на валу 7, и зубчатого зацепления 8 и 9 с понижающим передаточным отношением 1:2.
Один из концов рычага может связываться с приводом посредством электромагнита 10, взаимодействующего с приводом через цикл его работы, например, с помощью электрического соединения.
Установка работает следующим образом.
Заготовка к овальному индуктору 1 шаговым движением подается механизмом 2 транспортировок, действующим от привода 3.
Каждым ходом механизм 2 транспортировки перекладывает заготовку с позиции А на позицию Б, толкает предварительио уложенную заготовку с позиции Б к индуктору 1, тем самым сдвигает заготовки в сплошной пакет и перемещает весь пакет через индуктор при каждом ходе на шаг, равный, примерно, величине поперечного размера заготовки. Определенное расположение заготовок в сплошном цакете обеспечивает механизм 4 смещения изделий, который действует через цикл работы привода 3 посредством смещения заготовки на позиции А, осуществляемого поворотным рычагом 5, получающего движение от привода 3 через пазовый кулачок 6 и зубчатое зацепление 8 и 9 с понижающим передаточным отношением 1:2.
Следовательно, в пакете заготовки располагаются во взаимносмещенном положении, а это исключает при нагреве в индукторе взаимное слипание торцовых заусенцев или кромок и обеспечивает равномерное поштучное отделение нагретой заготовки друг от друга при выходе их из индуктора.
В случае электрического соединения механизма смещения изделий с приводом посредством электромагнита формирование пакета производится следующим образом. Электромагнит 10 срабатывает через цикл работы привода 3, получая команду от средства
электроавтоматики, имеющих связь с приводом, например, через конечный выключатель.
Технико-экономическая эффективность предлагаемого изобретения обуславливается тем, что обеспечивая четкую поштучную выдачу нагретой заготовки, резко повышается надежность и производительность данного индукционного оборудования, особенно в составе комплексного автоматизированного производства.
Формула изобретение
Источники информации, принятые во внимание при экспертизе
5
Ш
