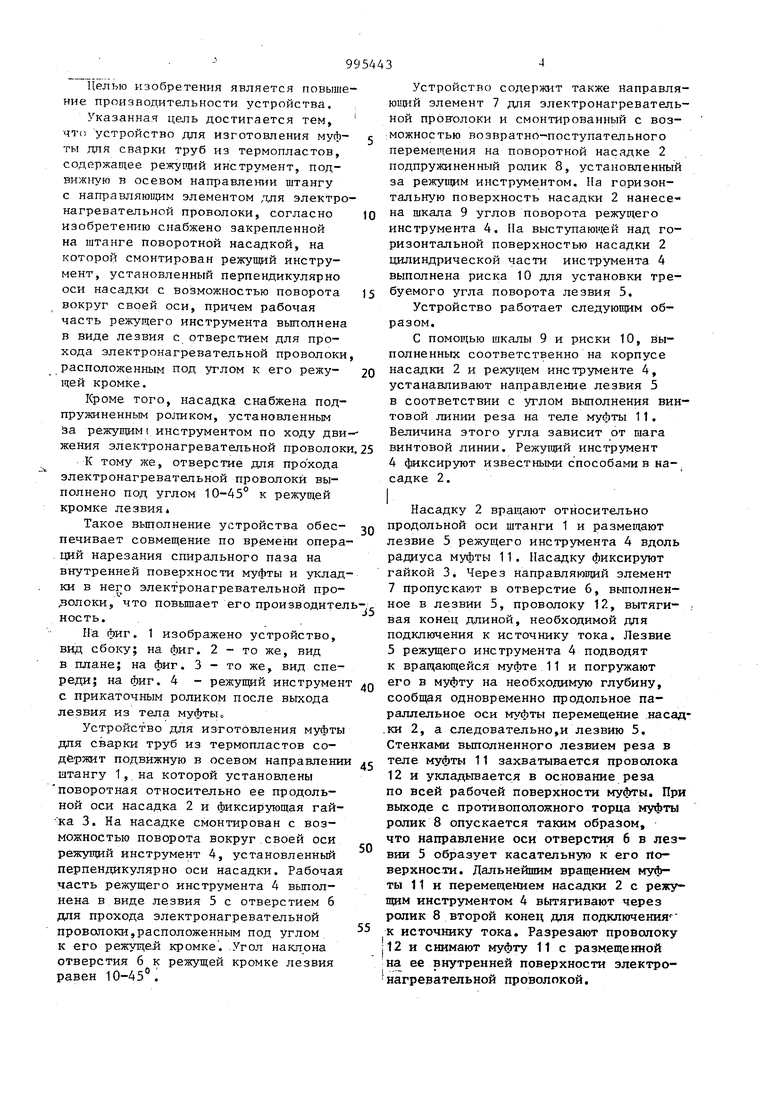
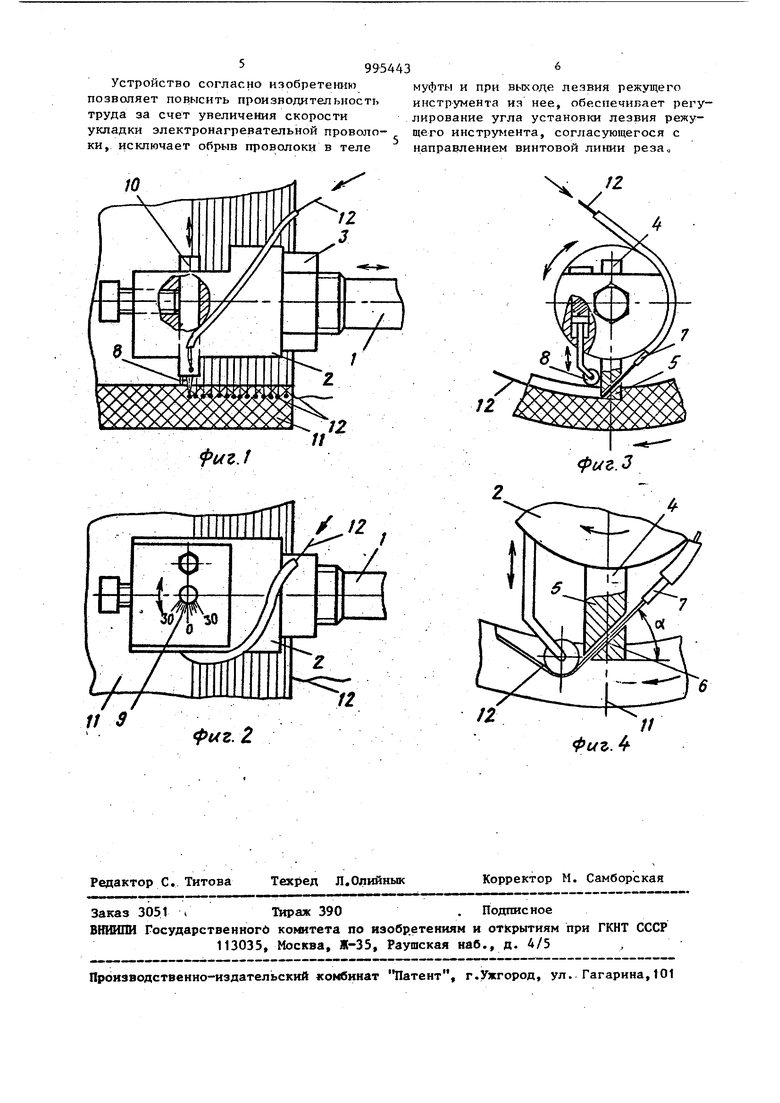
Целью изобретения является повыше ние производительности устройства. Указанная цель достигается тем, что устройство для изготовления муфты для сварки труб из термопластов, содержащее режурдай инструмент., подвиж гую в осевом нащ)авлении штангу с направляюидам элементом тдя электро нагреватешьной проволоки, согласно изобретению снабжено закрепленной на штанге поворотной насадкой, на которой смонтирован режуш 1й инструмент, установленный перпендикулярно оси насадки с возможностью поворота вокруг своей оси, причем рабочая часть режущего инструмента выполнена в виде лезвия с отверстием для прохода электронагревательной проволоки расположенным под углом к его режущей кромке. Кроме того, насадка снабжена подпружиненным роликом, установленным За режущим I инструментом по ходу дви жения электронагревательной проволок К тому же, отверстие для прохода электронагревательной проволоки выполнено под углом 10-45° к режущей кромке лезвия Такое выполнение устройства обеспечивает совмещение по времени опера ций нарезания спирального паза на внутренней поверхности муфты и уклад ки в него электронагревательной про зoлoки5 что повьшает его производите ность. На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, вид спереди; на фиг. 4 - режущий инструмен с прикаточным роликом после выхода лезвия из тела муфты Устройство для изготовления муфты для сварки труб из термопластов содержит подвижную в осевом направлени штангу 1, на которой установлены поворотная относительно ее продольной оси насадка 2 и фиксирующая гайка 3. На насадке смонтирован с возможностью поворота вокруг своей оси режущий инструмент 4, установленный перпендикулярно оси насадки. Рабочая часть режущего инструмента 4 выполнена в виде лезвия 5 с отверстием 6 для прохода электронагревательной проволоки,расположенным под углом к его режзпдей кромке. Тгол наклона отверстия 6 к режущей кромке лезвия равен 10-45°. Устройство содержит также Направляющий элемент 7 для электронагревательной проколоки и смонтированный с возМожностью возвратно-поступательного перемещения на поворотной насадке 2 подпружиненный ролик 8, установленный за режушрм инструментом. На горизонтальную поверхность насадки 2 нанесена шкала 9 углов поворота режущего инструмента 4. Па выступающей над горизонтальной поверхностью насадки 2 цилиндрической части инструмента 4 выполнена риска 10 для установки требуемого угла поворота лезвия 5. Устройство работает следующим образом. С помощью шкапы 9 и риски 10, выполненных соответственно на корпусе насадки 2 и режущем инструменте 4, устанавливают направление лезвия 5 в соответствии с углом выполнения винтовой линии реза на теле муфты 11. Величина этого угла зависит от шага винтовой линии. Режущий инструмент 4фиксируют известными способами в насадке 2. Насадку 2 вращают относительно продольной оси штанги 1 и размещают лезвие 5 режущего инструмента 4 вдоль радиуса муфты 11. Насадку фиксируют гайкой 3 Через направляющий элемент 7 пропускают в отверстие б, выполненное в лезвии 5, проволоку 12, вытяги- . вая конец длиной, необходимой для подключения к источнику тока. Лезвие 5режущего инструмента 4 подводят к вращающейся муфте 11 и погружают его в муфту на необходимую глубину, сообщая одновременно продольное параллельное оси муфты перемещение .насад ки 2, а следовательно,и лезвию 5, Стенками вьшолненного лезвием реза в теле муфты 11 захватывается проволока 12 и укладьшается в основание реза по всей рабочей поверхности fyфты. При выходе с противопаложного торца муфты ролик 8 опускается таким образом, что направление оси отверстия 6 в лезвии 5 образует касательную к его rtoверхности. Дальнейшим вращением муфты 11 и перемещением насадки 2 с режущим инструментом 4 вытягивают через ролик 8 второй конец для подключения к источнику тока. Разрезают проволоку 12 и снимают муфту 11с размещенной на ее внутренней поверхности электронагревательной проволокой.
59954436
Устройство согласно изобретению муфты и при выходе лезвия режущего позволяет повысить производительность инструмента из нее, обеспечивает регутруда за счет увеличения скорости лирование угла установки лезвия режуукладки электронагревательной проволо- щего инструмента, согласующегося с ки, исключает обрыв проволоки в теле направлением винтовой линии реза„
. 1
ч /
риг.З
фиг. 2
фиг. 4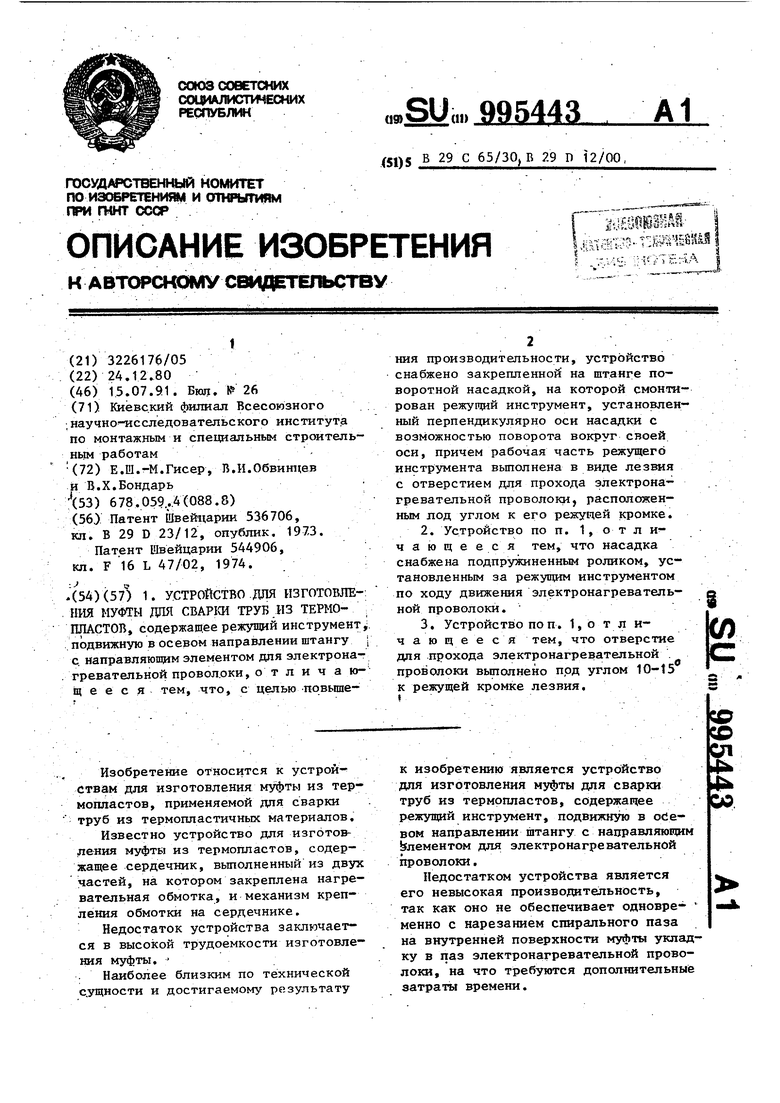
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МУФТЫ ДЛЯ СВАР1СИ ТРУБ ИЗ ТЕРМО- , ПЛАСТОВ, содержащее режущий инструмент j подвижную в осевом направлении штангу С направляющим элементом для электронагревательной провол.оки, отличающееся тем, что, с целью повьш1еИзобретение относится к устройствам для изготовления из термопластов, применяемой дпя сварки труб из термопластичных материалов. Известно устройство для изготовления муфты из термопластов, содержащее сердечник, вьшолненный из двух частей, на котором закреплена нагревательная обмотка, и механизм крепления обмотки на сердечнике. Недостаток устройства заключается в высокой трудоемкости изготовления муфты. Наиболее близким по технической С.УЩНОСТИ и достигаемому результату ния производительности, устройство снабжено закрепленной на штанге поворотной насадкой, на которой смонтирован режущий инструмент, установленный перпендикулярно оси насадки с возможностью поворота вокруг своей, оси, причем рабочая часть режущего инструмента вьшолнена в виде лезшая с отверстием для прохода электронагревательной проволоки, расположенным лод углом к его режущей кромке. 2.Устройство по п. 1, о т л и чающееся тем, что насадка снабжена подпружиненным роликом, установленным за режущим инструментом по ходу движения электронагревательной проволоки. 3.Устройство поп. 1, о т л ичающееся тем, что отверстие для прохода электронагревательной . проволоки вьшолнено под углом 10-15 к режущей кромке лезвия. ;о сд 42 к изобретению является устройство 4i для изготовления дпя сварки &0. труб из термопластов, содержащее режущий инструмент, подвижную в odeвом направлении штангу с направляющим Элементом для электронагревательной проволоки. Недостатком устройства является его невысокая производительность, так как оно не обеспечивает одновременно с нарезанием спирального паза на внутренней поверхности муфты укладку в паз электронагревательной проволоки, на что требуются дополнительные затрачи времени.
